
text
stringlengths 0
128k
|
|---|
ci: license check in github action
Hold this after #7 gets merged? Some files are added/removed there.
Hold this after #7 gets merged? Some files are added/removed there.
Good idea
I will close this PR for too many conflicts, and re-open it
|
Drop support for Python 3.4
Python 3.4 has reached end of
life.
Consequently, we're dropping support in Rally as well and raise the
minimum supported version to Python 3.5.
Thanks for the review!
|
/* Copyright 2012-present Facebook, Inc.
* Licensed under the Apache License, Version 2.0 */
#include "watchman.h"
#include <folly/ScopeGuard.h>
using namespace watchman;
/* Some error conditions will put us into a non-recoverable state where we
* can't guarantee that we will be operating correctly. Rather than suffering
* in silence and misleading our clients, we'll poison ourselves and advertise
* that we have done so and provide some advice on how the user can cure us. */
folly::Synchronized<std::string> poisoned_reason;
void print_command_list_for_help(FILE* where) {
auto defs = get_all_commands();
std::sort(
defs.begin(),
defs.end(),
[](command_handler_def* A, command_handler_def* B) {
return strcmp(A->name, B->name) < 0;
});
fprintf(where, "\n\nAvailable commands:\n\n");
for (auto& def : defs) {
fprintf(where, " %s\n", def->name);
}
}
command_handler_def* lookup(const json_ref& args, int mode) {
const char* cmd_name;
if (!json_array_size(args)) {
throw CommandValidationError(
"invalid command (expected an array with some elements!)");
}
const auto jstr = json_array_get(args, 0);
cmd_name = json_string_value(jstr);
if (!cmd_name) {
throw CommandValidationError(
"invalid command: expected element 0 to be the command name");
}
return lookup_command(json_to_w_string(jstr), mode);
}
void preprocess_command(
json_ref& args,
enum w_pdu_type output_pdu,
uint32_t output_capabilities) {
command_handler_def* def;
try {
def = lookup(args, 0);
if (!def) {
// Nothing known about it, pass the command on anyway for forwards
// compatibility
return;
}
if (def->cli_validate) {
def->cli_validate(args);
}
} catch (const std::exception& exc) {
w_jbuffer_t jr;
auto err = json_object(
{{"error", typed_string_to_json(exc.what(), W_STRING_MIXED)},
{"version", typed_string_to_json(PACKAGE_VERSION, W_STRING_UNICODE)},
{"cli_validated", json_true()}});
jr.pduEncodeToStream(output_pdu, output_capabilities, err, w_stm_stdout());
exit(1);
}
}
bool dispatch_command(
struct watchman_client* client,
const json_ref& args,
int mode) {
command_handler_def* def;
char sample_name[128];
// Stash a reference to the current command to make it easier to log
// the command context in some of the error paths
client->current_command = args;
SCOPE_EXIT {
client->current_command = nullptr;
};
try {
def = lookup(args, mode);
if (!def) {
send_error_response(client, "Unknown command");
return false;
}
if (!poisoned_reason.rlock()->empty() &&
(def->flags & CMD_POISON_IMMUNE) == 0) {
send_error_response(client, "%s", poisoned_reason.rlock()->c_str());
return false;
}
if (!client->client_is_owner && (def->flags & CMD_ALLOW_ANY_USER) == 0) {
send_error_response(
client, "you must be the process owner to execute '%s'", def->name);
return false;
}
// Scope for the perf sample
{
logf(DBG, "dispatch_command: {}\n", def->name);
snprintf(
sample_name, sizeof(sample_name), "dispatch_command:%s", def->name);
w_perf_t sample(sample_name);
client->perf_sample = &sample;
SCOPE_EXIT {
client->perf_sample = nullptr;
};
sample.set_wall_time_thresh(
cfg_get_double("slow_command_log_threshold_seconds", 1.0));
def->func(client, args);
if (sample.finish()) {
sample.add_meta("args", json_ref(args));
sample.add_meta(
"client",
json_object(
{{"pid", json_integer(client->stm->getPeerProcessID())}}));
sample.log();
}
logf(DBG, "dispatch_command: {} (completed)\n", def->name);
}
return true;
} catch (const std::exception& e) {
auto what = folly::exceptionStr(e);
send_error_response(client, "%s", what.c_str());
return false;
}
}
/* vim:ts=2:sw=2:et:
*/
|
Jquery form submit() call back not working
I have an iframe and a form. Form's target is iframe. When I submit form, the result page should load in iframe. I have attached the code below:
<html>
<script type="text/javascript" src="http://ajax.googleapis.com/ajax/libs/jquery/1.4.1/jquery.min.js"></script>
<script type="text/javascript">
function submitForm() {
$("form#testForm").submit(function(){
alert('hii')
});
}
</script>
</head>
<body>
<iframe name="testFrame" id="testFrame" frameborder="1" scrolling="no" width="500" height="200"></iframe>
<form name="testForm" id="testForm" action="http://www.yahoo.com" target="testFrame"> </form>
<button name="testBtn" value="submit" onclick="submitForm();">submit</button>
</body>
</html>
The alert is not coming....Help me please...
As the docs say, if you call a jQuery event method with an argument, it adds an event handler rather than firing the event. You need to add the event handler outside submitForm.
$(document).ready($("form#testForm").submit(function(){
alert('hii')
});
function submitForm() {
$("form#testForm").submit();
}
one more thing...how can i get the content height of the loaded page ? $("#iframeName").contents().find("body").height() is not working...any idea ? it gives 0...:(
@Aneesh: SO is a Q&A site, not a forum. New questions should be asked as new questions, not in comments. The reason your code doesn't work, in brief (since that's all that comments allow for), is that the iframe contents are in a different domain, so you can't.
|
using System;
using System.Collections.Generic;
namespace Structural.Comp
{
public static class Client
{
public static void Run()
{
var leaf1 = new Component<string>("leaf1");
var leaf2 = new Component<string>("leaf2");
var leaf3 = new Component<string>("leaf3");
var group1 = new Composite<string>("group1");
group1.Add(leaf1);
group1.Add(leaf2);
group1.Add(leaf3);
var leaf4 = new Component<string>("leaf4");
var leaf5 = new Component<string>("leaf5");
var group2 = new Composite<string>("group2");
group2.Add(leaf4);
group2.Add(leaf5);
group2.Add(group1);
var leaf6 = new Component<string>("leaf6");
var leaf7 = new Component<string>("leaf7");
var group3 = new Composite<string>("group3");
group3.Add(leaf6);
group3.Add(leaf7);
group3.Add(group2);
((IIterator)group3).DisplayAll();
}
}
}
|
NSH Sysinit optional exec
Summary
Make the sysinit startup script optional since most existing systems just only use rcS and get this error now.
nsh: sysinit: fopen failed: No such file or directory
@PetervdPerk-NXP hello, let's remove this unnecessary error log? if add new config, we need add this config to all defconfig file with this script file, this modify is too large?
Since https://github.com/apache/nuttx-apps/pull/1481 is simpler to fix the problem, let's close this one.
|
Yield based, in-line defect sampling method
ABSTRACT
A test method provides a sample of wafer level defects most likely to cause yield loss on a semiconductor wafer subdivided into a plurality of integrated circuits (IC's). Defect size and location data from an inspection tool is manipulated in an algorithm based on defect sizes and geometry parameters. The defects are classified by defect size to form size based populations. The contribution of each size range of defect population to yield loss is calculated and random samples for review are selected from each defect size population. The number of samples from each size defect population is proportional to the predicted yield impact of each sample. The method is rapid and permits on-line process modification to reduce yield losses.
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application is a continuation of application Ser. No. 09/138,295, filed Aug. 21, 1998, pending.
BACKGROUND OF THE INVENTION
[0002] 1. Field of the Invention
[0003] This invention relates generally to integrated circuit semiconductor device manufacturing. More particularly, the instant invention pertains to methods for integrated circuit defect detection, classification, and review in the wafer stage of the integrated circuit semiconductor device manufacturing process.
[0004] 2. State of the Art
[0005] Integrated circuit semiconductor devices (IC's) are small electronic circuits formed on the surface of a wafer of semiconductor material such as silicon. The IC's are fabricated in plurality in wafer form and tested by a probe to determine electronic characteristics applicable to the intended use of the IC's. The wafer is then subdivided into discrete IC chips or dice, and then further tested and assembled for customer use through various well-known individual die IC testing and packaging techniques, including lead frame packaging, Chip-On-Board (COB) packaging, and flip-chip packaging (FCP). Depending upon the die and wafer sizes, each wafer is divided into a few dice or as many as several hundred or more than one thousand discrete dice.
[0006] Tests may be conducted at various stages in the manufacturing process
[0007] The tests generally conducted on packaged IC's are known as pre-grade, burn-in, and final tests, which test IC's for defects and functionality, and grade each IC for speed. Where the probability that a wafer or a wafer lot will yield acceptable IC's is high, tests are typically omitted for most of the IC's and reliance for at least some tests is placed on testing of a relatively small sample of IC's.
[0008] The yield in manufacture of IC's is normally limited by defects. Defects may be inherent in the semiconductor material from which a number of wafers are sliced, or may result from any of the manufacturing steps including initial wafer slicing. Defects are generally classified as either “lethal” defects, which will disable an IC, or “benign” defects. Benign defects may have various degrees of benignancy. For example, some defects may be tolerated for certain less demanding use of the IC, or the IC or wafer may be reworked relatively easily for satisfactory operability in other applications.
[0009] When any of the wafers in a wafer lot appear to be unreliable because of fabrication or process errors, all of the wafers in the lot typically undergo enhanced reliability testing. A wafer lot may comprise 50 or more wafers, many of which are probably not deemed to be unreliable. Thus, in requiring testing of all wafers, a large waste in test time, labor and expense is incurred.
[0010] In addition, IC's which may be initially rejected based on a particular test criterion may be later retested to meet different specifications. Again, test facilities and personnel time are diverted from testing untested IC's to do retesting.
[0011] A substantial part of the cost in producing integrated circuits is incurred in testing the devices. Thus, it is important to identify potentially defective IC's as early as possible in the manufacturing process to not only reduce intermediate and final testing costs, but to avoid the other manufacturing expenses in the production of failing IC's. Identification of wafer defects prior to subsequent IC manufacturing steps and extensive testing steps is beneficial in deciding whether the wafer or other wafers in the lot should be used, reworked, or discarded. In addition, under the current test protocol, the initial elimination of potentially defective IC's from the manufacturing process will avoid the necessity of testing large numbers of IC's from other wafers in the same wafer lot.
[0012] As described in U.S. Pat. No. 5,301,143 of Oh ri et al., U.S. Pat. No. 5,294,812 of Hashimoto et al., and U.S. Pat. No. 5,103,166 of Jeon et al., some methods have been devised to electronically identify individual IC's. Such methods take place “off” the manufacturing line and involve the use of electrically retrievable identification (ID) codes, such as so-called “fuse-ID's” which are programmed into individual IC's for identification. The programming of a fuse-ID typically involves selectively blowing an arrangement of fuses and anti-fuses in an IC so that when accessed, an ID code for the particular IC is outputted. Unfortunately, none of these methods addresses the problems of identifying those IC's on a manufacturing line which will probably fail during subsequent testing and processing, and identifying wafers which will probably have an unacceptable failure rate, i.e., yield loss.
[0013] Various apparatus have been devised for locating, identifying, and microscopically examining surface defects on semiconductor wafers, LCD's and the like. Such equipment is disclosed, for example, in U.S. Pat. No. 5,127,726 of Moran, U.S. Pat. No. 5,544,256 of Brecher et al., and U.S. Pat. No. 4,376,583 of Alford et al.
[0014] Commercially available wafer scanning tools are made by KLA Instruments Corporation of Santa Clara, Calif., Tencor Instruments Corporation of Mountain View, Calif., Inspex, Inc. of Billerica, Mass., and other companies.
[0015] In an attempt to determine when a defect or defects may be lethal or killing to the purpose of an IC, defects have been classified by size, e.g. “large area defects” and “point defects”, and by the number of defects in a statistically generated “cluster” of defects. In addition, defects may be further classified by type or cause, e.g. incomplete etch, stacking faults, slip, dislocations, particle contamination, pinholes (intrusions), bridges (protrusions), etc.
[0016] U.S. Pat. No. 5,539,752 of Berezin et al. discloses a method for automated defect analysis of semiconductor wafers, using available wafer scanning tools. Defects from different sub-populations are initially pre classified by type, so that subsequent counts of each type on wafers will provide numbers of each type to provide warnings regarding particular manufacturing steps.
[0017] In U.S. Pat. No. 5,240,866 of Friedman et al., a method for characterizing circuit defects in a wafer is based on detecting clustering of defects to find a common cause.
[0018] Automatic defect detection and sampling is discussed in S. L. Riley, Optical Inspection of Wafers Using Large-Area Defect Detection and Sampling, IEEE Computer Society Press, 1992, pp 12-21. The proposed algorithm relies on the detection of clustered chips and selects defects for sampling on the basis of clustering, without considering defect size or the predicted effect on yield.
BRIEF SUMMARY OF THE INVENTION
[0019] The present invention is directed to a method for identifying integrated circuit defects at the wafer stage and classifying the identified defects in accordance with the predicted potential for causing losses in yield, whereby measures may be taken in-line to correct or ameliorate the losses, a method for identifying wafer defects having the greatest predicted effect on yield loss, whereby in-line corrective measures are directed at the defects which affect wafer yield to the greatest degree, and such methods which may be carried out with the use of a computer.
[0020] The invention relates to the identification of semiconductor wafers having the greatest predictive yield loss so that the reasons for such yield loss may be addressed in-line. The method of processing includes surface inspection to determine defects on the wafer wherein defects are classified in a computer generated file by numbers, locations, ranges of sizes, defect types and the particular die or dice affected thereby.
[0021] In an algorithm of the invention, a die yield loss value DYL is calculated for each die of the wafer; the DYL values are summed to obtain a wafer yield loss value WYL. The effect of each size range of defect upon wafer yield loss WYL may then be calculated.
[0022] Defects may then be randomly selected from each defect size range for engineering review, whereby in-line changes may be made to the production process to reduce the numbers or effects of defects most affecting the wafer yield.
[0023] Thus, the method permits the defects having the greatest yield limiting effects to be addressed, without undue effort wasted on defects having lesser effects or no effects on yield.
BRIEF DESCRIPTION OF THE DRAWINGS
[0024]FIG. 1 is a plan view of an exemplary prior art wafer defect map generated by a surface inspection tool;
[0025]FIG. 2A is a flow diagram illustrating initial steps of a method of the instant invention in an IC manufacturing process;
[0026]FIG. 2B is a flow diagram illustrating latter steps of a method of the instant invention in an IC manufacturing process, and is a continuation of FIG. 2A;
[0027]FIG. 3 is an example of a tabular collation of computer-generated intermediate defect calculation values resulting from a method of the invention; and
[0028]FIG. 4 is an example of a log sheet indicating the selection of sampled defects and an evaluation thereof in accordance with the method of the invention.
DESCRIPTION OF THE ILLUSTRATED EMBODIMENTS
[0029] The invention comprises an improved method for the testing of integrated circuit semiconductor devices in the wafer stage. Inspection tools identify each identifiable wafer defect 14 by location and size. The method strategically selects a sample of defects 14 which have characteristics preselected to have the greatest negative impact on wafer yield. The method employs an algorithm which incorporates the defect size distribution, the defect spatial distribution, and a yield metric.
[0030] The steps comprising the method of the instant invention are illustrated in drawing FIGS. 2A and 2B. In Step 20, a wafer inspection tool such as those known in the art inspects a wafer 12. For each wafer 12, a defect file is generated in Step 22, identifying each defect 14 and characterizing it by the die or dice 16 it affects (die location), the defect's location on each die it affects (inner die location), and defect size. A wafer map 10 indicating the location of each detected defect 14 may also be prepared by the inspection tool, as shown in FIG. 1. The wafer map 10 represents the wafer 12 and has coordinates showing scribe lines 18 separating the individual dice 16.
[0031] The sampling method of the instant invention is encased in a program which reads the defect file generated in step 20 and automatically conducts computations in intermediate steps 22 through 34 to produce a sample of defects 14 for review, classification and decision in step 36. The defects 14 automatically chosen for sampling are determined by the algorithm to be those representative of defects most likely to cause wafer yield losses WYL. Thus, the limited resources available for testing are used more effectively to evaluate defects 14 projected to have the greatest effect on yield. The projected effects of the most critical defects may then be addressed in-line in step 36, wherein appropriate measures may be taken to reduce wafer yield losses WYL. Various possible courses of action include:
[0032] (a) accepting the wafer 12 for further processing;
[0033] (b) rejecting the wafer entirely;
[0034] (c) reworking the wafer to remove defects;
[0035] (d) identifying dice predicted to fail, and avoiding expenditure of resources on such dice, to the extent possible;
[0036] (e) applying further tests to the subject wafer and/or other wafers of the same lot;
[0037] (f) accepting, or rejecting related wafers.
[0038] In Step 24 of the method of the invention, the defects 14 are stratified by size into a plurality of size ranges or “size bins”. The number n of size range bins may be as low as three or four, or as high as desired. Generally, the use of more than six or seven size range bins does not significantly enhance the method. In a typical program of the method, six bins are used to classify defects 14 in the following size ranges:
[0039] Bin 1: 0.0 to 0.5 square μm
[0040] Bin 2: 0.5 to 1.0 square μm
[0041] Bin 3: 1.0 to 2.0 square μm
[0042] Bin 4: 2.0 to 4.0 square μm
[0043] Bin 5: 4.0 to 8.0 square μm
[0044] Bin 6: >8.0 square μm
[0045] The total number T of defects 14 in each of the n size range bins is counted to obtain values for T₀ through T_(n).
[0046] In accordance with Step 26, each defect 14 detected by the surface inspection tool is then assigned a defect weight value WV which reflects its projected effect on wafer yield. The defect weight value WV is based on defect size and part type specific geometry parameters, as known from historical records and/or projected therefrom. The algorithm of the invention may be set up to associate a particular defect weight value WV based on (a) defect size and (b) location of the defect 14 on an IC die 16. The greater the value of the defect weight, the greater the projected impact on yield.
[0047] For each inspected IC die 16 of the wafer 12, the defect weight values of the applicable defect(s) 14 are used to produce, in Step 28, a die yield loss metric DYL. This DYL has values between X and Y, where X and Y may be 0.0 and 1.0, for example. A DYL value of 0.0 represents a prediction of no yield loss, and a value of 1.0 represents a prediction of a fatal yield loss from the defect(s), i.e. no yield. Thus, the higher the DYL value, the greater the predicted effect of the defect(s) on the IC die.
[0048] For purposes of the program, other numerical values may be assigned to X and Y. Preferably, the values for X and Y correspond to the lower and upper limits for defect weight DW. Values of 0.0 and 1.0 simplify the calculations, however, and will be used throughout this discussion.
[0049] The cumulative effect of all weighted defects on an individual die i is calculated to produce a die yield loss value DYL_(i) for that die. A DYL value for each IC die on the wafer 12 is calculated.
[0050] The calculated predicted die yield losses DYL's for all dies 16 on the wafer 12 are then summed in Step 30 to obtain a value for wafer level yield loss WYL.
WYL=ΣDYL_(i)
[0051] The effect of the defects 14 in each defect size “bin” is determined by stripping off the values of each of the defects in a bin, and re-computing the wafer level yield loss value WYL. This is shown in Step 32 of drawing FIG. 2B. A large reduction in the wafer level yield loss WYL (or die level yield loss DYL) indicates that defects 14 in the stripped bin have a large effect upon the particular yield loss. Conversely, a small reduction in WYL indicates that defects 14 in the stripped bin have little effect upon the yield loss. The program quantifies the yield loss assigned to each die 16 and to the total wafer 12, where each size “bin” is excluded, in turn, from the calculations.
DYL_(i, 1)=yield loss metric assigned to die i with Bin 1 defects excluded.
[0052] Values of an intermediate parameter D are calculated for each bin, indicating the relative drops, i.e. reductions in wafer yield loss when defects of each size “bin” are, in turn, excluded. For example, for bin 1, $D_{1} = {\frac{{WYL} - {WYL}_{1}}{WYL} = {1 - \frac{{WYL}_{1}}{WYL}}}$
[0053] where 0.0≦D₁≦1.0.
[0054] The larger the value of D, the greater the influence the particular excluded “size bin” has on the wafer level yield loss WYL.
[0055] As indicated in Step 34, particular defects are then randomly selected from the defect bins and outputted to a file for review. Logic may be included for limiting the number of defects sampled from the same die.
[0056] The defect selection is preferably based on the proportion of the total wafer level yield loss WYL attributable to the particular size bin. Thus, the proportion P₁ of WYL attributable to the first bin (bin number 1) is: $P_{1} = \frac{D_{1}}{\sum\limits^{n}D_{i}}$
[0057] where 0.0≦P≦1.0 and
[0058] where P_(T)=the total of all P's=1.0.
[0059] A decision is made regarding the total number of defects S_(T) to sample for review and evaluation. This decision is based on the time and resources available for such evaluation. The number of samples from each size bin is set to be proportional to the WYL attributable to the bin:
S ₁ =P ₁ ×S _(T)
S ₂ =P ₂ ×S _(T)
etc.
[0060] The determined numbers S of defect samples may be randomly selected from each size range bin and outputted to a file for engineering review. Currently known random sampling programs for a single population may be applied to the defect population of each individual size range bin.
[0061] In summary, the method collects a sample of defects 14 which are predicted to have the greatest impact on wafer yield, based on defect size, defect spatial characteristics and a yield metric. Thus, as shown in Step 36, defects 14 which reduce the wafer yield to the greatest extent may be identified and addressed in-line to limit their effect on yield.
EXAMPLE
[0062] In an example of an algorithm of the invention applied to a semiconductor wafer having the defect map of FIG. 1, six “size bins” are selected to cover the following defect size ranges:
[0063] Bin 1: 0.0 to 0.5 square μm
[0064] Bin 2: 0.5 to 1.0 square μm
[0065] Bin 3: 1.0 to 2.0 square μm
[0066] Bin 4: 2.0 to 4.0 square μm
[0067] Bin 5: 4.0 to 8.0 square μm
[0068] Bin 6: >8.0 square μm
[0069] Wafer defect data generated by an inspection tool are treated by an algorithm to assign defects to size range bins. Calculations are performed as previously described to provide, for each size range bin:
[0070] a. the percentage of defects in each bin,
[0071] b. the WYL attributable to each bin,
[0072] c. the relative yield drop D for each bin,
[0073] d. the proportion of D attributable to each bin, and
[0074] e. the calculated number of samples from each size range bin (rounded off to whole numbers).
[0075] Exemplary data may be printed out from the computer generated file as illustrated in drawing FIG. 3.
[0076] The computer program then selects the indicated number of samples from each size range bin in a statistically random manner. In this example, the 12 selected defects may be more thoroughly examined, by microscope for example, or by other means and methods which are appropriate, for determining proper action to take. A log sheet useful in compiling a final test report for the wafer is indicated in drawing FIG. 4, and has spaces for recording the results of manual microscopic examination by an electron microscope or optical microscope.
[0077] As a result of using this method, manufacturing and test resources may be judiciously used in Step 36 to evaluate defects having the greatest effect upon yield loss. The focus of process evaluation may be quickly drawn to defects having the greatest effect on yield, reducing waste in manufacturing and testing costs.
[0078] While the method of this invention may be performed manually, it is advantageously digitally performed on a computer for ease and speed. A computer program to accomplish the method may take any of a variety of forms, all of which produce the same results, i.e. a sampling of defects having the greatest effect on wafer yield. The calculations outlined herein represent a rapid, accurate and easily conducted program for obtaining the desired results.
[0079] It is apparent to those skilled in the art that various changes and modifications, including variations in step order, etc. may be made to the sampling method and program of the invention as described herein without departing from the spirit and scope of the invention as defined in the following claims.
What is claimed is:
1. A processing method for semiconductor dice on a wafer comprising: inspecting said semiconductor dice on said wafer for determining defects thereon and classifying each of said defects by size and location, said inspecting and classifying comprising classifying said each of said defects into one of size range populations of defects; assigning a weight to said each of said defects representing an estimated effect of said each of said defects on die yield for said semiconductor dice; determining an estimated die yield loss (DYL) for each die of said semiconductor dice based on number and weight of said defect(s) on each said die, summing all DYL of said semiconductor dice on said wafer to obtain a wafer yield loss (WYL); subdividing the defects into a plurality of size range populations of defects for said semiconductor dice; and determining a relative contribution of each size range population of defects of said plurality for said semiconductor dice to wafer yield loss WYL.
2. The processing method of claim 1 , wherein said determining said estimated die yield loss comprises calculating an estimated die yield loss having lower and upper limits of zero and 1.0, respectively.
3. The processing method of claim 2 , wherein said lower limit comprises a representation of no yield loss attributable to said defects and said upper limit comprises a representation of fatal yield loss attributable to said defects.
4. The processing method of claim 1 , wherein said determining said estimated die yield loss (DYL) comprises calculating an estimated die yield loss having a lower limit and an upper limit of zero and 1.0, respectively.
5. The processing method of claim 1 , wherein said subdividing said defects into said plurality of size range populations of defects comprises subdividing said defects into a plurality of 0 to 10 size range populations.
6. A processing method for semiconductor dice on a wafer comprising: inspecting said semiconductor dice on said wafer to determine defects thereon and classifying each of said defects by size and location, said inspecting and classifying comprising classifying said each of said defects into one of size range populations of defects; assigning a weight to said each of said defects representing an estimated effect of said defects on die yield for said semiconductor dice; determining an estimated die yield loss (DYL) for each die of said semiconductor dice based on number and weight of said defect(s) on said each die; summing all DYL of said semiconductor dice on said wafer to obtain a wafer yield loss (WYL); subdividing the defects into a plurality of size range populations of defects; and determining a relative contribution of each size range population of defects of said plurality to wafer yield loss WYL, said determining the relative contribution of said each size range population of defects of said plurality to wafer yield loss comprises: discarding data for said each size range population of defects of said plurality and calculating, in turn, a drop in wafer yield loss for combined size range populations excepting the discarded data; summing the calculated wafer yield losses to obtain a drop sum; and dividing said drop sum to determine a relative drop attributable to said each size range population of defects of said plurality.
7. The processing method of claim 1 , further comprising: randomly selecting defects from said each size range population of defects of said plurality, a number selected from said each size range population of defects of said plurality in proportion to said relative contribution thereof, whereby said randomly selected defects are weighted to represent defects having greatest effect on yield losses.
8. The processing method of claim 7 , further comprising: reviewing said selected defects and determining in-line action required to reduce wafer yield losses.
9. The processing method of claim 8 , wherein said reviewing said randomly selected defects includes visual inspection by one of a scanning microscope and an optical microscope.
10. The processing method of claim 8 , wherein said determining in-line action comprises determining if an individual die of said semiconductor dice on said wafer is acceptable to proceed in a manufacturing process.
11. The processing method of claim 1 , wherein said inspecting said dice is performed by an automated surface inspection tool.
12. A processing method for semiconductor dice on a wafer comprising: inspecting on said wafer to determine defects thereon and classifying each of said defects by size and location, assigning a weight to said each of said defects representing an estimated effect of said each of said defects on die yield; determining an estimated die yield loss (DYL) for each die based on number and weight of said defect(s) on said each said die of said semiconductor dice; summing all DYL of said semiconductor dice on said wafer to obtain a wafer yield loss (WYL); subdividing the defects into a plurality of size range populations of defects; determining a relative contribution of each size range population of defects of said plurality to wafer yield loss WYL; and randomly selecting defects from said each size range population of defects of the plurality, a number selected from said each size range population of defects of the plurality in proportion to said relative contribution thereof, said randomly selected defects weighted to represent defects having greatest effect on yield losses.
13. The processing method of claim 12 , further comprising: reviewing said randomly selected defects and determining in-line action required to reduce wafer yield losses.
14. The processing method of claim 12 , wherein said inspecting said dice and classifying said defects comprises classifying each of said defects into one of said plurality of size range populations of defects.
15. The processing method of claim 12 , wherein said determining said estimated die yield loss comprises calculating an estimated die yield loss having lower and upper limits of zero and 1.0, respectively.
16. The processing method of claim 15 , wherein said lower limit comprises a representation of no yield loss attributable to said defects and said upper limit comprises a representation of fatal yield loss attributable to said defects.
17. The processing method of claim 12 , wherein said subdividing said defects into said plurality of size range populations of defects comprises subdividing said defects into a plurality of 0 to 10 size range populations.
18. The processing method of claim 12 , wherein said determining the relative contribution of said each size range population of defects of said plurality to wafer yield loss comprises: discarding data for said each size range population of defects of said plurality and calculating, in turn, a drop in wafer yield loss for combined size range populations excepting the discarded data; summing the calculated drop in wafer yield losses to obtain a drop sum; and dividing said drop sum to determine a relative drop attributable to said each size range population of defects of said plurality.
19. The processing method of claim 13 , wherein said reviewing said randomly selected defects includes visual inspection by one of a scanning microscope and an optical microscope.
20. The processing method of claim 13 , wherein said determining in-line action required to reduce wafer yield losses comprises determining if an individual die of said semiconductor dice on said wafer is acceptable to proceed in a manufacturing process.
21. The processing method of claim 12 , wherein said inspecting said dice is performed by an automated surface inspection tool.
22. A processing method for semiconductor dice on a wafer comprising: inspecting said dice on said wafer to determine defects thereon and classifying each of said defects by size and location, said inspecting and classifying comprises classifying said each of said defects into one of size range populations of defects; assigning a weight to said each of said defects representing an estimated effect of said each of said defects on die yield; determining an estimated die yield loss (DYL) for each die based on number and weight of said defect(s) on said each die of said semiconductor dice; summing all DYL of said semicondutor dice on said wafer to obtain a wafer yield loss (WYL); subdividing the defects into a plurality of size range populations of defects; determining a relative contribution of each size range population of defects of said plurality to wafer yield loss WYL; randomly selecting defects from said each size range population of defects of the plurality, a number selected from said each size range population of defects of the plurality in proportion to said relative contribution thereof, said randomly selected defects weighted to represent defects having greatest effect on yield losses; and reviewing said randomly selected defects and determining in-line action required to reduce wafer yield losses.
23. The processing method of claim 22 , wherein said determining said estimated die yield loss comprises calculating an estimated die yield loss having lower and upper limits of zero and 1.0, respectively.
24. The processing method of claim 23 , wherein said lower limit comprises a representation of no yield loss attributable to said defects and said upper limit comprises a representation of fatal yield loss attributable to said defects.
25. The processing method of claim 22 , wherein said subdividing said defects into said plurality of size range populations of defects comprises subdividing said defects into a plurality of 0 to 10 size range populations.
26. The processing method of claim 22 , wherein said determining the relative contribution of said each size range population of defects of said plurality to wafer yield loss comprises: discarding data for said each size range population of defects of said plurality; and calculating, in turn, a drop in wafer yield loss for combined size range populations excepting the discarded data; summing the calculated drop in wafer yield losses to obtain a drop sum; and dividing said drop sum to determine a relative drop sum attributable to said each size range population of defects of said plurality.
27. The processing method of claim 22 , wherein said reviewing said randomly selected defects includes visual inspection by one of a scanning microscope and an optical microscope.
28. The processing method of claim 22 , wherein said determining in-line action comprises determining if an individual die of said semiconductor dice on said wafer is acceptable to proceed in a manufacturing process.
29. The processing method of claim 22 , wherein said inspecting said dice is performed by an automated surface inspection tool.
|
Vadodara:The Socialist Unity Centre of India (SUCI) has demanded that Gujarat be declared drought affected and has urged Prime Minister Manmohan Singh to visit the drought-affected areas of Gujarat
Even while fighting a legal battle in the Supreme Court, the Gujarat Government, with the support of the Centre, is currently engaged in developing a second “interpretation zone” to enable the visitors to see Asiatic Lions in the wild at its only abode in the Gir sanctuary in the Saurashtra region.
A forest department official said the second “interpretation zone”, a fenced area within the sanctuary, was being developed near Ambardi village in Amreli district on the way to the tourist destination of Diu.
Monsanto study says crop in four Gujarat districts showed susceptibility to pest
The Genetic Engineering Approval Committee (GEAC) is learnt to have received a report confirming pink bollworm developing resistance to Bt cotton in four districts in Gujarat. The apex regulator of genetically modified (GM) crops is likely to consider these findings by Monsanto and Mahyco scientists in its next meeting.
New Gir interpretation Zone In Amreli District Likely To Be Open For Visitors By Diwali
Ahmedabad: If you have plans to visit Diu at the end of this year, you will able to spend some time with the King of the Jungle on the way at Ambardi in Amreli. The Gujarat forest department is ready with the Ambardi Interpretation Zone. Officials of the department said that the interpretation zone is ready and will be opened for tourists around Diwali this year.
GANDHINAGAR: Gujarat government has decided to increase water supply through the Narmada canal-based pipelines, from 80-crorelitres to 120-crorelitres per day, in the wake of water scarcity in Saurashtra and Kutch.
This was decided by the state cabinet at its meeting on Wednesday which was chaired by chief minister Narendra Modi. A government spokesperson said water is being supplied through tankers to 523 villages even as a Rs 133.74-crore contingency masterplan has been prepared for implementation in villages likely to face shortages in the coming days.
As many as 70 people fell ill after drinking contaminated water supplied to their houses by the local body of Talala village here, officials said.
Rajkot: A number of eligible bachelors in the drought-struck Dedan village near Amreli are ruing their luck.
New Delhi: Union agriculture ministry has declared 17 districts of Gujarat consisting 132 talukas as drought-affected.
In a reply to Rajya Sabha MP Parimal Nathwani, union minister of water resources Harish Ravat stated that the districts include Ahmedabad, Jamnagar, Amreli, Anand, Banaskantha, Bharuch, Bhavnagar, Gandhinagar, Junagadh, Kheda, Kutch, Mehsana, Patan, Porbandar, Rajkot, Surendranagar and Vadodara. The minister also stated that, water being a state subject, planning, and execution and funding of water resources projects was within the purview of respective state governments.
The Union Government has declared 17 districts in Gujarat as drought-affected, Rajya Sabha MP Parimal Nathwani has said.
AHMEDABAD: The rate at which the swine flu virus has been engulfing a restricted number of districts in Saurashtra has been worrying state health department.
Pages
|
<?php
namespace MaxBeckers\AmazonAlexa\Request\Request\AlexaSkillEvent;
/**
* @author Maximilian Beckers <[email protected]>
*/
class SkillPermissionBody
{
/**
* @var array
*/
public $acceptedPermissions;
/**
* @param array $amazonRequest
*
* @return SkillPermissionBody
*/
public static function fromAmazonRequest(array $amazonRequest): self
{
$body = new self();
$body->acceptedPermissions = [];
if ($amazonRequest['acceptedPermissions']) {
foreach ($amazonRequest['acceptedPermissions'] as $permission) {
$body->acceptedPermissions[] = Permission::fromAmazonRequest($permission);
}
}
return $body;
}
}
|
package main
import (
termbox "github.com/nsf/termbox-go"
)
// SelectionItem represents an option in a selector menu
type SelectionItem struct {
ID, Text string
}
// SelectionUI implements a root widget to allow the user to make a selection with their arrow keys.
type SelectionUI struct {
currentSelection int
Title, Subtitle string
Fg, Bg termbox.Attribute
Items []SelectionItem
}
func (u *SelectionUI) draw() {
const coldef = termbox.ColorDefault
termbox.Clear(coldef, coldef)
w, h := termbox.Size()
startH := (h / 2) - (len(u.Items) / 2)
for i, item := range u.Items {
if u.currentSelection == i {
fill(10, startH+i, w-20, 1, termbox.Cell{Ch: ' ', Bg: termbox.ColorCyan})
termPrintCenterAlign(w/2, startH+i, termbox.ColorWhite, termbox.ColorCyan, item.Text)
} else {
termPrintCenterAlign(w/2, startH+i, termbox.ColorWhite, termbox.ColorDefault, item.Text)
}
}
fill(1, 0, w, 1, termbox.Cell{Ch: ' ', Bg: u.Bg})
termPrint(1, 0, termbox.ColorBlack, termbox.ColorYellow, u.Title)
termPrintRightAlign(w, 0, u.Fg, u.Bg, u.Subtitle)
fill(1, h-1, w, 1, termbox.Cell{Ch: ' ', Bg: u.Bg})
termPrint(1, h-1, termbox.ColorBlack, termbox.ColorYellow, "Make your selection using the arrow keys and <ENTER>.")
termPrintRightAlign(w, h-1, u.Fg, u.Bg, "Exit with <ESC>")
termbox.Flush()
}
// Run presents the selection to the user, returning their selection.
func (u *SelectionUI) Run() (string, error) {
termbox.SetInputMode(termbox.InputEsc)
for {
u.draw()
switch ev := termbox.PollEvent(); ev.Type {
case termbox.EventKey:
switch ev.Key {
case termbox.KeyEsc, termbox.KeyCtrlC:
return "", errAbortMenu
case termbox.KeyArrowUp:
u.currentSelection--
if u.currentSelection < 0 {
u.currentSelection = len(u.Items) - 1
}
case termbox.KeyEnter:
return u.Items[u.currentSelection].ID, nil
case termbox.KeyArrowDown:
u.currentSelection++
if u.currentSelection >= len(u.Items) {
u.currentSelection = 0
}
}
case termbox.EventError:
return "", ev.Err
}
}
}
|
Methods from data science are being increasingly applied to materials data to make predictions of new materials with targeted properties^[@CR1]--[@CR10]^. High throughput density functional calculations, for example, have been widely used to generate data in the tens of GigaBytes (e.g., in repositories such as [materialsproject.org](http://materialsproject.org) ^[@CR11]^, Aflowlib^[@CR12]^ and OQMD^[@CR13]^), and then this data is analyzed to make predictions. In addition, there is growing interest in finding methods which efficiently guide the next experiments or calculations within an active learning feedback loop^[@CR14]^. This approach is a departure from merely exhaustively computing in the search space of allowed materials, as most studies have undertaken. Feedback from the result of a computation or measurement can lead to a better materials selection strategy for the next computations or experiments. Here we integrate the feedback when multiple properties are involved along with uncertainty based statistical selection strategies in the materials design process.
Recently, we demonstrated how machine learning models in conjunction with optimization strategies, can guide the next experiments or calculations towards finding materials with desired single objectives or properties^[@CR15],[@CR16]^. Using an adaptive learning paradigm based on active or reinforcement learning ideas from computer science, we showed how to iteratively select or recommend candidates for experiments or calculations and then update known training data with each new sample synthesized or computed to subsequently improve the search. New alloys^[@CR15]^ and piezoelectric compositions^[@CR16]^ with desired very low dissipation or phase boundary characteristics were found in this manner. Because of the vast search space and limited training data, the probability of finding these compounds by conventional trial and error approaches is exceedingly low.
In contrast to finding materials with single optimal properties, it is usual when dealing with two or more properties, that is, objectives, to plot candidate materials on a so called Pareto plot, where the axes are the properties so that we can define a characteristic boundary on which lie materials where none of the objectives can be improved in value without degrading the other objective value. Such boundary points, the non-dominated data-points, define a Pareto front (PF) that represents the best trade-off between the objectives. Common examples of Pareto Fronts include the Ashby plots, which display two or more properties, such as Young's modulus and density, for many materials or classes of materials^[@CR17],[@CR18]^. Methods to estimate such fronts, especially if an exhaustive search is too tedious, have been studied and applied for some time^[@CR19]--[@CR22]^. We recently used Monte Carlo sampling methods, in conjunction with machine learning models, to obtain Pareto fronts for dielectric polymer data^[@CR23]^. However, few studies have addressed how to guide experiments or calculations to recommend optimal points in as few measurements or calculations as possible, especially where the data sizes are relatively small. Our objective is to demonstrate how such design and multi-objective optimization methods perform on differing materials data sets of varying sizes to distill guidelines for future studies for accelerated discovery of unknown compounds. We will use surrogate models, defined as computationally cheaper models or "fits", which can be parametric or non-parametric, learned from data and commonly used in statistics and engineering design to approximate complex mechanisms^[@CR24]^. These have proved effective as a part of optimization algorithms for multi-objectives for nearly continuous PFs. But materials data often have a PF spanned by discrete points which can be located far away from each other. The goal of our design strategy is to find this unknown PF from initially known data with as few new measurements as possible (see Fig. [1](#Fig1){ref-type="fig"}). In the data sets we consider, the PF is known as all the data is known. But we will consider it to be unknown as we begin the design cycle and start to compute a sub-optimal front (sub PF) for the data. After a few design cycles, the sub PF will contain some of the points which are common to the optimal PF. The knowledge of the PF is used only as a stopping criterion for the design cycle, which is of course not possible in a real multi-objective design challenge when seeking an unknown compound. In the real scenario, the design process can be stopped either when a material with desired properties is found or when the budgeted resources have reached their limits.Figure 1The scope of the multi-objective optimization in this work involving materials data sets for shape memory alloys, *M*~2~*AX* phases and piezoelectrics. The goal is to find the Pareto front, represented by the collection of green, square data points in the plots, for the data sets in as few iterations as possible using surrogate modeling and design. A subset from the full data set is available to begin the process. We compare the performance of different algorithms.
We will use methods recently adapted for multi-objective problems based on single-objective, global response surface modeling (RSM), design of experiment (DOE) techniques and kriging, a data fitting procedure based on Gaussian processes^[@CR25],[@CR26]^. These are being used in aerospace design to accelerate single-objective optimization approaches when expensive codes are involved^[@CR24]^. We will use these developments to show how we can construct multi-objective Pareto plots for limited available data in materials science by accelerating the process of finding the PF for different classes of materials. The algorithms are based on maximizing the expected improvement *E*\[*I*\] in choosing the next candidate data point^[@CR27]^, and we will study different choices for *E*\[*I*\]. The improvement *I* refers to the possible gain in the objectives in the next design cycle, and is calculated with respect to the materials in the current PF of already available or known data. We will study a purely experimental data set for shape memory alloys and two data sets of computationally derived data using density functional calculations. The experimental data set is for the thermal dissipation and martensitic transition temperatures for NiTi-based shape memory alloys containing Ni, Ti, Cu, Fe and Pd with almost 100 compounds. Previously this data set for thermal dissipation was compiled as a result of prediction, synthesis and characterization of new NiTi-based alloys with very low thermal dissipation^[@CR15]^. The addition of transition temperatures to this high quality data set, constructed from measurements from one laboratory only, makes this ideal for our multi-objective study. One of our computational data sets is for the elastic properties of compounds belonging to the *M*~2~*AX* phases with hexagonal symmetry in which X atoms reside in the edge-connected M octahedral cages and the A atoms reside in slightly larger right prisms^[@CR28]^. Over 240 chemical compositions have been exhaustively enumerated and their elastic moduli calculated from density functional theory. We consider the problem of finding compounds with the largest bulk and shear moduli; the single objective case was previously studied^[@CR28]^. The final data set with over 700 compounds, compiled using the [materialsproject.org](http://materialsproject.org) database^[@CR11]^, is for piezoelectrics where the aim is to find those materials with the maximum piezoelectric modulus and smallest band gaps, potentially important in finding new ferroelectric photovoltaics. Figure [1](#Fig1){ref-type="fig"} shows the overall scope and the data sets for the materials problems studied in this work.
Our choice of experimental and computational data sets with varying sizes is guided by the need to find a robust strategy that works across the different types of data. Our objective is to compare the relative performance of the multi-objective methods on these material data sets in finding materials close to points on the Pareto front in as few iterations as possible. Our main finding is that the Maximin and Centroid based design strategies for materials discovery are more efficient than random selection, pure exploitation, in which the "best prediction" from the surrogate or learning model is used in finding points on the PF, and exploration strategies in which it is the prediction of the point with maximum variance or uncertainty from the learning model which determines points on the PF. The Maximin based design algorithm, which balances exploration and exploitation relative to the more exploratory Centroid strategy, performed better than both pure exploitation and pure exploration, especially if the training dataset is smaller. Although the datasets used in this work varied in size, fidelity and source, the Maximin optimization algorithm showed superior performance across these cases in which the accuracy of the machine learning regression model fits were too low to be considered reliable for predictions. Although we assume in this work that the Pareto front is known, our work provides the basis for choosing effective methods for guiding experiments, especially high throughput experiments with relatively fast turn around, or targeted simulations using computer codes, to iteratively find materials with multiple properties closest to the Pareto front. The work can also be extended to more than two objectives. After defining and discussing the concept of the Pareto front, in Sec. 2 we review the ideas underlying the value of information and basis for improvement in choosing the next "experiment" or data point, a key aspect of global optimization. We then describe the multi-objective strategies we employ and discuss their performance on our data sets in Sec. 3.
Pareto front {#Sec2}
A Pareto front (PF) represents the data points which are not dominated by any other points in a data set. For example, consider an optimization problem where quantitative values of multiple properties are to be optimized, that is, either maximized or minimized among a set of materials. A particular material *M* is dominated if there exists another material which has more preferred quantitative values for all the considered properties than material *M*. It is highly unlikely in a real scenario that a single material has most preferred values for all the properties considered. A Pareto front for a multi-objective optimization problem is the analog of a data point with global minimum (maximum) value for a single objective minimization (maximization) problem. For *m* objectives or properties, if *y* = {*y*~1~(*x*), *y*~2~(*x*), *y*~3~(*x*), ..., *y*~*m*~(*x*)} is the set of objectives for a material identified by a material descriptor (feature) vector *x* = (*x*~1~, *x*~2~, ... *x*~*n*~), then we are interested in finding the *x* optimizing all objectives in *y*. In general, a unique solution satisfying all objectives does not exist, and we thus seek the set of optimal solutions on the Pareto front. Such solutions are based on the definition of dominance such that *x* is said to Pareto dominate *x*′ if $\documentclass[12pt]{minimal}
\begin{document}$${y}_{i}(x)\leqslant {y}_{i}(x^{\prime} )$$\end{document}$ for all *i* = 1, 2, ..., *m* and *y*~*i*~(*x*) \< *y*~*i*~(*x*′) for at least one *i* = 1, 2, ..., *m*, that is, *x* is as good as *x*′ in all objectives and is strictly better in at least one. An *x* not dominated by any other is called Pareto optimal and the set of all Pareto optimal solutions constitutes the Pareto front. A PF plot with two objectives is shown in Fig. [2](#Fig2){ref-type="fig"}.Figure 2The figure depicts a schematic representation of data and its Pareto Front based on the assumption that both the properties are to be minimized. The PF will be convex towards the origin if all the properties were to be maximized. For a mixed problem with both minimization and maximization, the concaveness of the PF will be rotated by 90 degrees. The square points in red color represent the PF of data whereas the gray color dots are the points which are dominated by the PF. The region in white is the dominated region and the green shaded region is the region of improvement. Occurrence of a new material in the green shaded region could replace at least one existing PF point and thus lead to an improvement from the current PF. The brown shaded area corresponds to the predicted Gaussian distribution of one candidate material. The distribution can have different variations along axes because of the use of independent regression models to learn and predict each property. The violet point inside the brown shaded region represents the mean point of the entire predicted distribution of that particular material. The yellow point indicates the centroid of the predicted distribution lying inside the region of improvement. It is possible that the entire predicted distribution of some candidate material may lie inside the region of improvement. In that case, the mean of the entire distribution would coincide with the centroid. The distances A and B represent *L*~*maximin*~ and *L*~*centroid*~, respectively.
Surrogate models and improvement criteria for multi-objective design {#Sec3}
Surrogate models are widely used in the design community to represent expensive computational data in order to carry out optimization studies^[@CR25],[@CR26],[@CR29]^. A fitted model becomes the basis for locating new and interesting combinations of features, which are then fed back into the code to update the surrogate model, and the whole process is repeated until the user runs out of resources or sufficiently improved designs are achieved. The update process tries to ensure that the model is reasonably accurate throughout the whole space, that is, there is "exploration" and that it also converges to the global minimum rapidly due to "exploitation". Thus, there is competition amongst these goals in that to accurately learn the model we need to run our code (or perform experiments) in regions with little data and need to search in the most promising regions of the search space to exploit the solution. We have previously dealt with this problem^[@CR28]^ using the concepts of probability of improvement and the expected value of improvement over the current best design in selecting the next calculation or measurement^[@CR27]^. For a single objective, given a material property *y* dependent on features, also called as descriptors, *x*, machine learning allows us to estimate a function *f*(*x*) from the training data, such that $\documentclass[12pt]{minimal}
\begin{document}$$\hat{y}=f(x)$$\end{document}$. However, in order to minimize the number of new materials that need to be experimentally tested, say, to find the material with the smallest *y*, we can choose a newly calculated design point *y*(*x*^*N*+1^) representing an improvement over the current best design, *f* ^*min*^(*x*) = *min*\[*f* ^1^(*x*^(1)^), *f* ^2^(*x*^(2)^), ... *f* ^*N*^(*x*^(*N*)^)\], using *P*\[*I*\] and *E*\[*I*\], the probability and expected value of improvement. The improvement *I* is$$\documentclass[12pt]{minimal}
\begin{document}$$\begin{array}{rcl}P[I] & = & P[y({x}^{(N+\mathrm{1)}})\leqslant {f}^{min}(x)]\\ & = & {\int }_{-\infty }^{{f}^{min}(x)}\,\tfrac{1}{\sigma ({x}^{(N+\mathrm{1)}})\sqrt{(}2\pi )}exp(-\tfrac{{[\hat{y}-\mu ({x}^{(N+\mathrm{1)}})]}^{2}}{{\sigma }^{2}({x}^{(N+\mathrm{1)}})})\\ & = & {\rm{\Phi }}[\tfrac{{f}^{min}(x)-\mu ({x}^{(N+\mathrm{1)}})}{\sigma ({x}^{(N+\mathrm{1)}})}]\end{array}$$\end{document}$$
The function Φ is the cumulant distribution function of the Gaussian integrands, and we have assumed that the new points are distributed according to a Gaussian distribution. Similarly, it can be shown that the expected improvement is$$\documentclass[12pt]{minimal}
\begin{document}$$E[I]=[{f}^{min}(x)-\hat{y}({x}^{(N+\mathrm{1)}})]{\rm{\Phi }}[\tfrac{{f}^{min}(x)-\mu ({x}^{(N+\mathrm{1)}})}{\sigma ({x}^{(N+\mathrm{1)}})}]+\sigma \varphi [\tfrac{{f}^{min}(x)-\mu ({x}^{(N+\mathrm{1)}})}{\sigma ({x}^{(N+\mathrm{1)}})}],$$\end{document}$$where *ϕ* is the Gaussian probability density function. This design prescription is effective on a number of materials problems for single properties. We have applied it to experimentally find new NiTi based alloys with the smallest dissipation^[@CR15]^ and shown how to minimize droop, the fall-off in the quantum yield as a function of number of quantum wells, in the design of Light Emitting Diodes (LEDs) using the industry code APSYS for semiconducting materials^[@CR30]^.
The objective of experimental design is to optimally choose the next data point or sample predicted by the surrogate model (regressor) for synthesis, characterization or calculation. Efficient strategies become especially important when the costs of experiments or calculations are high and the objective becomes to minimize the number of such experiments or calculations. Our focus here is on the application to materials of the two-objective optimization problem. The green shaded region in Fig. [2](#Fig2){ref-type="fig"} indicates the region where the occurrence of a candidate material after measurement would result in an improvement over the current front shown in blue dots. That means that the current subPareto front would be modified to include the newly measured material. The probability of improvement *P*\[*I*\] that the new point is an improvement over all existing points is the total probability of a candidate data-point integrated over the green shaded region in Fig. [2](#Fig2){ref-type="fig"} and is given by$$\documentclass[12pt]{minimal}
\begin{document}$${\rm{Probability}}\,{\rm{of}}\,{\rm{Improvement}},\,P[I]={\int }_{Shaded}\,\varphi ({y}_{1},{y}_{2})d{y}_{1}d{y}_{2},$$\end{document}$$where *y*~1~ and *y*~2~ are the objectives and *ϕ*(*y*~1~, *y*~2~) is the uncorrelated Gaussian probability distribution function formed from the mean and variance of *y*~1~ and *y*~2~ distributions with *ϕ*(*y*~1~, *y*~2~) = *ϕ*(*y*~1~)*ϕ*(*y*~2~). We have therefore assumed a Gaussian distribution for the predicted values with a mean and variance. Similarly, the equivalent two objective expected improvement *E*\[*I*(*x*)\] is the first moment of *I* of the joint probability distribution *ϕ*(*y*~1~, *y*~2~) over the green area in Fig. [2](#Fig2){ref-type="fig"} about the current subPareto front. Geometrically, we can calculate *E*\[*I*(*x*)\] = *P*\[*I*(*x*)\]*L* in two ways depending on how the "length" L is evaluated: using the (a) Centroid or (b) Maximin approaches. We describe both and compare their relative performance in this work.Centroid approach to EI, referred to as EI-Centroid: *E*\[*I*(*x*)\] = *P*\[*I*(*x*)\]*L*, where $\documentclass[12pt]{minimal}
\begin{document}$$L=\sqrt{{({Y}_{1}(x)-{y}_{1}(x))}^{2}+{({Y}_{2}(x)-{y}_{2}(x))}^{2}}$$\end{document}$, the distance between the centroid (*Y*~1~(*x*), *Y*~2~(*x*)) at the candidate data point, *x*, and closest point on the subPareto front, (*y*~1~(*x*), *y*~2~(*x*)). The centroid of the probability distribution for the candidate point in the green shaded region is calculated using$$\documentclass[12pt]{minimal}
\begin{document}$${Y}_{1}(x)={\int }_{Shaded}\,{y}_{1}\varphi ({y}_{1},{y}_{2})d{y}_{2}d{y}_{1}/P[I]$$\end{document}$$Similarly for *Y*~2~(*x*).Maximin approach to EI, referred to as EI-maximin: Let the mean predicted values for a candidate material be (*μ*~1~, *μ*~2~). Then we define the distance *d*~*maximin*~ = *Max*~*i*~(*Min*(*p*~*i*1~ − *μ*~1~, *p*~*i*2~ − *μ*~2~), 0), where *P*~*i*~ = (*p*~*i*1~, *p*~*i*2~) and *P*~*i*~ ∈ *PF*. The maximin Expected Improvement is then *EI*~*maximin*~ = *d*~*maximin*~ × *P*\[*I*(*x*)\].
Thus, for each candidate point in the region of improvement, EI-Centroid is calculated by taking the product of *P*\[*I*\] with the minimum distance between points on the known sub pareto front and centroid of the probability distribution within the region of improvement. The candidate point with the largest EI-Centroid is then the choice for the next measurement. EI-maximin is the product of *P*\[*I*\] and the maximum of the minimum distance of either of the means (*μ*~1~, *μ*~2~) of a particular candidate point from individual sub Pareto front points *p*~*i*~. The former considers improvement over the properties *y*~1~, *y*~2~ combined, whereas EI-maximin considers each property separately, takes the one which is smaller from a particular subPareto point, and then maximizes that amongst all the subPareto points. Both strategies select a data-point such that its measurement produces maximum modification to the sub Pareto front. We implemented both *EI*~*Centroid*~ and *EI*~*maximin*~ strategies and also compared them against (*i*) random selection, (*ii*) pure exploitation using only the mean values of predictions from machine learned model and finally (*iii*) pure exploration, where the selection is based on the magnitude of the variance for candidate points in the region of improvement. Our overarching design process is illustrated in Fig. [3](#Fig3){ref-type="fig"}.Figure 3Design Flow. The design process begins with the prior training data, the set of materials with known values of their properties. A search space, the set of materials whose properties are not yet measured or calculated, the candidate data points in the design process, is then constructed. The next step is to build a regression model from the training data and then predict distributions for values of properties for each material in the search space. The finite distribution of each material is used to calculate the Expected Improvement, E(I). In this work we calculate E(I) using two approaches: Centroid-based and Maximin-based. The material with highest value of E(I) is chosen for measurement of its properties. The oracle represents either experimental measurements or high fidelity calculations of the material properties. If the newly measured material satisfies the user requirements, the design process is ended, otherwise, the new data is added to the training set for the next cycle. This adaptive design incorporates feedback from new measurements to increase the efficiency of subsequent design cycles.
The surrogate models were built by fitting a mathematical function to the available data (training data). An estimate of the function *y* = *f*(*x*) from the data *x* for the surrogate model is provided by using regression schemes. The underlying assumption in evaluating the expected improvement *E*\[*I*\] is the Gaussian nature of the surface on which the data is distributed. This naturally leads to a Bayesian approach based on Gaussian process regression with a prior in terms of a mean function and covariance matrix, from which a posterior at a new point may be evaluated. We have tested both Gaussian Process Regression (GPR) model and Support Vector Regression^[@CR31]^ (SVR) with Gaussian Radial Basis Function (RBF) kernel to compute the mean and variance for *y*. Upon fitting the function from training data, GPR produces both mean and variance for the predicted values of *y*; however, SVR does not generate a distribution for *y*. We therefore generated an ensemble of predictions for *y* and its variance (using bootstrapping) by training 5000 SVR models with subsets of the training data selected randomly and with replacement. Both GPR and SVR models were implemented using the Sci-Kit Learn^[@CR32]^ Python library. The reliability of regression fits were measured using cross-validation. In an *n*-fold cross validation scheme, the training data is split into *n* equal sized subsets and each subset is predicted from a regression model trained with other *n* − 1 subsets. In this way, values are predicted for all subsets and compared with their real values. Using ten-fold cross validation for both models trained on Shape Memory Alloy data and Piezoelectric data, we find that the SVR model performs better as shown in Fig. [4](#Fig4){ref-type="fig"}. The reliability of the models was accessed using the *R*^2^ cross-validation score defined by equation ([6](#Equ6){ref-type=""})$$\documentclass[12pt]{minimal}
\begin{document}$${\rm{Coefficient}}\,{\rm{of}}\,{\rm{determination}},\,{R}^{2}(y,\hat{y})=1-\frac{{\sum }_{i=0}^{{n}_{samples}-1}\,{({y}_{i}-\hat{y})}_{i}^{2}}{{\sum }_{i=0}^{{n}_{samples}-1}\,{({y}_{i}-{\bar{y}}_{i})}^{2}},$$\end{document}$$where *y* is the real data and $\documentclass[12pt]{minimal}
\begin{document}$$\hat{y}$$\end{document}$ is the predicted data; *y*~*i*~ and $\documentclass[12pt]{minimal}
\begin{document}$${\hat{y}}_{i}$$\end{document}$ are the real and predicted values respectively for the *i*^*th*^ data-point and $\documentclass[12pt]{minimal}
\begin{document}$$\bar{y}$$\end{document}$ is the mean of the real data *y*.Figure 4Performance of the regression models applied to (**a**) the shape memory alloy and (**b**) piezoelectric data sets. Gaussian Process Regression (GPR) and Support Vector Regression models were tested for their reliability with relatively small-size materials data. Reliability of regressors was measured in terms of their ten-fold cross validation scores for datasets with size above 20 and Leave One Out cross validation scores for smaller datasets. The size of training dataset is plotted on the horizontal axis and the average cross validation score is the ordinate. The regression models were cross validated fifty times for each training set-size for both datasets.
SVR has been shown to perform better than GPR in the case of elastic moduli data for the *M*~2~*AX* phases. That said, the fits to both SVR and GPR are not particularly good due to the small size of the training data. Thus, unlike large data problems, where machine learning tools are sufficiently reliable, the small data problems often encountered in material science require in addition a statistical design approach which can help to mitigate some of the shortfalls of the model.
The optimization strategies discussed in the previous sections were tested and validated over the standard Binh-Korn^[@CR33]^ test function data set and the three independent materials data-sets. The algorithm, in pseudo code form, given the data, surrogate and choice of *E*\[*I*\], is given below.
Our objective is to compare design strategies to find the optimal PFs for materials data-sets in as few design cycles as possible when the design process is initiated with a smaller subset of the data assumed to be initially known. We also assume that the optimal PFs are already known. We compared the sub-PF with the optimal PF after each measurement design cycle until the sub PF converged to the optimal PF. In general, the number of design cycles can be restricted by limiting the number of new measurements or when the sub-PF after a given number of measurements meets the requirements put on the materials properties by the researcher. Each dataset was divided into prior training data with known properties and materials in the search space with unknown values for the properties, respectively. The training data is updated after each design cycle till all the points in the optimal PF are found. We calculated the average number of design cycles needed to find the optimal PF for various sizes of prior training data. For statistics, the design process was repeated several times for each prior training data size selected randomly from the entire available dataset. The three materials datasets used in this work varied in total size, fidelity and source. The SMA data set is from experiments whereas the MAX phase and Piezoelectric data are the results of density functional theory (DFT) calculations. To bench mark our method, we first employed a discretized mathematical function, the Binh-Korn function test function, as a source of a relatively large amount of data.Algorithm 1Multi-objective design algorithm
Binh-Korn Function {#Sec7}
The Binh-Korn test function problem is defined by:
Minimize {*f*~1~, *f*~2~} where,$$\documentclass[12pt]{minimal}
\begin{document}$${f}_{1}(x,y)=4{x}^{2}+4{y}^{2};\quad {f}_{2}(x,y)={(x-\mathrm{5)}}^{2}+{(y-\mathrm{5)}}^{2}$$\end{document}$$Subject to the constraints,$$\documentclass[12pt]{minimal}
\begin{document}$${(x-\mathrm{5)}}^{2}+{y}^{2}\le \mathrm{25;}\quad {(x-\mathrm{8)}}^{2}+{(y+\mathrm{3)}}^{2}\ge 7.7$$\end{document}$$From this function, a large dataset of size 70,471 was created within the search domain: 0 ≤ *x* ≤ 5 and 0 ≤ *y* ≤ 3, with *x*, *y* as features. The prior training set, assumed as a known set of points, was selected with twenty randomly selected data-points, intentionally excluding the optimal PF points. The size of the prior set was thus only 0.03% of the size of the total search-space. The goal was to find maximum number of data-points forming the optimal PF using MOO design strategies within a limited number of measurements. In total, 899 data points exist in the optimal PF, which is just nearly 1.2% of the total data-set generated. After 100 measurements, 69 points from PF were found using our design strategy, whereas an unbiased random selection strategy is expected to find only one PF point within that many measurements. This illustrates the optimization for *f*~1~, *f*~2~ is very effective in finding the PF points in the case of a limited number of measurements. The optimal PF of the entire dataset is shown in Fig. [5](#Fig5){ref-type="fig"}.Figure 5The Pareto Front of entire dataset is shown in red colored square dots. The points in blue color indicate the rest of the dataset dominated by the green colored PF points. In this dataset, the Maximin based design algorithm performed as well as the centroid-based algorithm.
Shape Memory Alloy (SMA) Data {#Sec8}
The SMA data set is based on that developed in ref.^[@CR15]^, where compounds belonging to the multicomponent NiTi-based family, *Ti*~50~*Ni*~1−*x*−*y*−*z*~*Cu*~*x*~*Fe*~*y*~*Pd*~*z*~, with the targeted property of low thermal hysteresis or dissipation were synthesized. The functionalities of SMAs, including the shape memory effect and superelasticity, arise from the reversible martensitic transformation between high temperature austenite and low temperature martensite phases. Heating and cooling across the martensitic transformation temperature results in hysteresis as the transformation temperatures do not coincide, giving rise to fatigue. Only the single objective, thermal hysteresis, was previously predicted and all the alloys constrained by $\documentclass[12pt]{minimal}
\begin{document}$$50-x-y-z\geqslant \mathrm{30 \% }$$\end{document}$, $\documentclass[12pt]{minimal}
\begin{document}$$x\leqslant \mathrm{20 \% }$$\end{document}$, $\documentclass[12pt]{minimal}
\begin{document}$$y\leqslant \mathrm{5 \% }$$\end{document}$ and $\documentclass[12pt]{minimal}
\begin{document}$$z\leqslant \mathrm{20 \% }$$\end{document}$ were synthesized by the same processing protocols in the same laboratory. With transition temperatures added to this data set of over 100 well characterized alloys, our goal is to find the compound in the data set which minimizes both the thermal hysteresis and the transition temperature. Each alloy is described in terms of one or more features representing aspects of structure, chemistry, bonding. There are many approaches to choosing features. Our choice was based on prior materials knowledge. It is known that the martensitic transition temperatures, which affect thermal hysteresis, are strongly correlated with the valence electron concentration and electron number per atom. In particular, the martensite and austenite start temperatures vary significantly when the valence electron concentration increases and show behavior that depends on the electron valence number/atom. Moreover, the thermal hysteresis is directly influenced by the atomic size of the alloying elements as the hysteresis increases with size at almost constant electron valence number. We thus used Zunger's pseudopotential radii^[@CR34]^, Pauling electronegativity, metallic radius, valence electron number, Clementi's atomic radii^[@CR35]^, and Pettifor chemical scale^[@CR36]^ as features for the inference model^[@CR15]^.
As shown in Fig. [6(b)](#Fig6){ref-type="fig"}, there are seven points in the optimal Pareto Front of this data set,. The design process was carried out using prior training data with varying sizes from 5 to 70. From Fig. [6(a)](#Fig6){ref-type="fig"}, it is clear that employing MOO design strategies decreases the number of measurements required to find the optimal PF by nearly 20% compared to random selection. In addition, the MOO strategies reduced the computational effort by 40--45% compared to employing brute-force search to calculate all the candidate materials. The Centroid based design strategy and pure exploration perform similarly well; however, the Maximin approach shows superior performance compared to all other strategies, particularly if the prior datasets are smaller in size. In Fig. [7](#Fig7){ref-type="fig"}, we assess the convergence efficiency of the design strategies by plotting the cost function as a function of the number of design cycles. The cost function is defined as the average distance between the data points on the optimal front and their individual closest neighbors in the Sub-PF. The cost converges to zero within a few measurements compared to the Centroid strategy or random selection.Figure 6Shape Memory Alloy Data. (**a**) The size of the prior training dataset is plotted against the average number of design cycles required to find all the points in optimal PF. When the size of prior data is relatively small, the regression models deliver a less-reliable fit to the data. Thus, the Maximin design strategy in which the exploration and exploitation of data are more balanced, performs much better than all other methods. (**b**) Optimal Pareto Front. There are seven points in the optimal PF of this SMA data. The optimal PF is considered as unknown at the beginning of design process. Starting from a set of data-points which are considered as known, the goal is to find all the optimal PF points in as few design cycles as possible. The red colored square points form the optimal PF whereas each blue colored point is dominated by at least one point in the optimal PF.Figure 7Cost value is defined as the average distance between data-points in Optimal PF and their individual closest neighbors in Sub PF. The plot indicates the statistically averaged cost against the number of design cycles performed. This particular graph was plotted for the SMA data beginning with 25 data points in prior training set and 52 data-points in search space. Use of Maximin design strategy converged the cost function to zero within a few measurements when compared with Centroid-based design and random selection approach.
Elastic Moduli Data for *M*~2~*AX* compounds (MAX) {#Sec9}
This data set consists of computed elastic moduli values for 223 *M*~2~*AX* compounds and is a subset of 240 compounds calculated by Cover *et al*.^[@CR37]^ using DFT calculations as implemented in the Vienna Ab initio Simulation Package (VASP)^[@CR38]--[@CR41]^ code using the projector-augmented wave (PAW)^[@CR42],[@CR43]^ core potentials. We used orbital radii of the M, A, and X-atoms from the Waber-Cromer scale as features, which include the *s*-, *p*-, and *d*-orbital radii for M, while the *s*- and *p*-orbital radii were used for the A and X atoms^[@CR28]^. This scale uses the self-consistent Dirac-Slater eigenfunctions and the radii correspond to the principal maxima in the charge-density distribution function for a specific orbital of a neutral atom. These features have been used previously and serve as good starting point because of the relationship between the electronic charge density and elastic response of materials. Factors such as elastic anisotropy that classify ductile from brittle materials have been shown to be related to the directional nature or the lack of chemical bonds formed between the *s*-, *p*-, *d*- or *f*-orbitals (near the Fermi level) of the nearest-neighbor atoms. The bulk and Young's moduli were considered as the properties to be minimized and we performed the design process with prior data sizes ranging from 20 to 120. As shown in Fig. [8(b)](#Fig8){ref-type="fig"}, three optimal PF points exist for this data-set. In Fig. [8(a)](#Fig8){ref-type="fig"}, the best design strategy requires 55% fewer measurements than random selection and 65% fewer measurements than brute force to find all points in the optimal PF when the design process is initiated with a small prior training data set.Figure 8Elastic Moduli Data. (**a**) The size of prior training data is plotted against the average number of measurements required to find optimal PF. Maximin-based algorithm performed much better than pure exploitation, centroid-based design and random selection approaches. At the small initial training data, Maximin based design performs better than pure exploitation too. (**b**) Optimal Pareto Front. There are three materials in the optimal PF of this dataset of size 223. The red colored square points form the optimal PF while each blue colored point is dominated by at least one point in optimal PF.
Piezoelectric Materials Data {#Sec10}
This data-set was created through high throughput DFT-based *ab initio* computations^[@CR44]^ and is archived in [materialsproject.org](http://materialsproject.org) ^[@CR11]^. From it, we extracted the data for materials with computed values of band gaps and maximum piezoelectric longitudinal moduli using the Pymatgen^[@CR45]^ Python package. In this data, the optimization objectives are to minimize the value of the bandgap and maximize the maximum piezoelectric modulus of the compounds. The piezoelectric property corresponds to the maximum attainable absolute value of the longitudinal piezoelectric modulus of the crystal in any direction. As the direction of the electric field is varied, it is the measured maximum response of the crystal over all possible directions. Ionic radii, Volume, Density, Electronegativity and Crystal point group were selected as dependent features after theoretical analysis of various structural and thermodynamic characteristics. Some of these features were directly available in the [materialsproject.org](http://materialsproject.org) while others, such as ionic radii, were calculated using Pymatgen. The full dataset had information of 941 piezoelectric materials. But for our work, it was reduced to 704 materials since the ionic radii of some materials in original set were not reliably resolved through Pymatgen. Even then, with 704 data points, the piezoelectric data is larger in size than aforementioned SMA and MAX data sets. Considering the relatively large size of the data-set, the maximum number of design cycles was limited to 200. Figure [9](#Fig9){ref-type="fig"} shows diagonal plots illustrating the quality of the surrogate SVR models during the initial and final design cycles in which the design process was initiated with a training data size of 200. At the end of the design process with 200 cycles, the training data size increased by 200 to a total of 400 data-points. With each design cycle, more data points are added in the less explored areas of the feature space. Although the quality of the model fits is variable, the design is quite forgiving of a poorly fitting model and leads to acceptable performance. We measured the average number of optimal PF points found within this limited number of cycles. The dataset and optimal PF are shown in Fig. [10(b)](#Fig10){ref-type="fig"}. The fraction of Pareto front points found after the limited number of measurements is used to compare the MOO design strategies with random selection. As shown in Fig. [10(a)](#Fig10){ref-type="fig"}, both design strategies performed equally well and are more efficient than random selection. More than half of the Pareto-frontal points were found within the first 50 measurements.Figure 9Surrogate model fit plots for bandgap values for the piezoelectric data. Real values are the data obtained through DFT calculations. The fits to the other datasets were similar. The horizontal and vertical axes span the real and predicted values of data-points, respectively. The design process is initiated with 200 training data-points. Blue points indicate the training data and red points correspond to the test data. The plots were taken randomly from one of the many design steps we carried out to analyze the design performance statistically. Since the surrogate model parameter tuning in these design processes was automated, there is a certain amount of over-fitting to the data. However, this can be avoided during a design problem for an unknown compound by tuning the surrogate model parameters carefully, (**a**) the model fit for the first design cycle with 200 training data points, (**b**) fit for the 200^*th*^ design cycle. After 200 cycles, the size of the training data increased to 400. This plot emphasizes that the design does not necessarily require a very good surrogate model for acceptable performance.Figure 10Piezoelectric Data from [materialsproject.org](http://materialsproject.org). (**a**) The size of prior training data is plotted against the averaged fraction of data-points from optimal pareto-front found after 200 measurements. In this dataset, which is the largest in size, the design methods were efficient than the pure exploration/exploitation strategies. Owing to a large feature set size and small initial training data compared to the search space, the regression models cannot fit the data with sufficient reliability for predictions. (**b**) Optimal Pareto Front. Piezoelectric dataset contains data of 704 materials of which 11 form the PF. The red colored square points form the optimal PF while each blue colored point is dominated by at least one point in the PF.
The results presented for each dataset indicate that the Maximin based design strategy for materials discovery is more efficient than the Centroid strategy, random selection, pure exploitation or exploration, or just a brute force search to find materials on the PF in as few cycles as possible. It balances exploration and exploitation if the training dataset is significantly smaller than the search space. In the informatics based design approach, we are particularly concerned about such data-deficient situations where the predictive power of regression models is accompanied by large uncertainties due to large cross validation errors. For Maximin, the exploration part of the design algorithm enters through the probability of improvement *P*\[*I*\] and the "distance" *L*, which is dependent on the means, brings in the exploitation aspect. The algorithm performed well across all the data sets in which the accuracy of the machine learning regression model fits was too low to be considered reliable for predictions. Nevertheless, the optimal Pareto points could be determined within a few design cycles. This highlights an aspect of design that is increasingly becoming apparent on a number of materials problems and data sets^[@CR14],[@CR15],[@CR28]^; that is, the design is quite forgiving of a poor surrogate model. The interplay between the two needs to be further explored and understood. The performance plots illustrate that the pure exploration strategy is less efficient than random selection, because in pure exploration the candidate material with the highest uncertainty is chosen for the next experiment. This means that the exploration algorithm entirely ignores the predicted values of properties and forces the design cycle to select a material which is most isolated from the known data. Pure exploitation performs as well as the Centroid based design. In the Centroid based design, the exploration-exploitation balance is tilted towards exploration if the centroid is far from the mean. It is important to consider the scale of the data associated with each of the properties: While *P*\[*I*\] is a dimensionless quantity, independent of the magnitude of the values of the objectives, the Expected Improvement quantifies the improvement and is a dimensional quantity. The *E*\[*I*\] is biased towards the objective property with larger magnitudes. Thus, this bias is avoided by normalizing the property values of known data-sets before each design cycle.
Electronic supplementary material
Supplementary Dataset 1
**Electronic supplementary material**
**Supplementary information** accompanies this paper at 10.1038/s41598-018-21936-3.
We acknowledge funding support from the Center for Nonlinear Science (CNLS) at Los Alamos National Laboratory (LANL) Laboratory for A.M.G. and P.V.B., and from the Laboratory Directed Research and Development (LDRD) DR (20140013DR) program at LANL.
The informatics ideas were formulated by A.M.G., P.V.B., J.G. and T.L. The data sets were built by A.M.G. and D.X. and all authors analyzed the results and contributed to the writing of the paper.
Competing Interests {#FPar1}
The authors declare no competing interests.
|
Microstructure, solidification texture, and thermal stability of 316 L stainless steel manufactured by laser powder bed fusion
This article overviews the scientific results of the microstructural features observed in 316 L stainless steel manufactured by the laser powder bed fusion (LPBF) method obtained by the authors, and discusses the results with respect to the recently published literature. Microscopic features of the LPBF microstructure, i.e., epitaxial nucleation, cellular structure, microsegregation, porosity, competitive colony growth, and solidification texture, were experimentally studied by scanning and transmission electron microscopy, diffraction methods, and atom probe tomography. The influence of laser power and laser scanning speed on the microstructure was discussed in the perspective of governing the microstructure by controlling the process parameters. It was shown that the three-dimensional (3D) zig-zag solidification texture observed in the LPBF 316 L was related to the laser scanning strategy. The thermal stability of the microstructure was investigated under isothermal annealing conditions. It was shown that the cells formed at solidification started to disappear at about 800 ◦C, and that this process leads to a substantial decrease in hardness. Colony boundaries, nevertheless, were quite stable, and no significant grain growth was observed after heat treatment at 1050 ◦C. The observed experimental results are discussed with respect to the fundamental knowledge of the solidification processes, and compared with the existing literature data.
Introduction
Additive manufacturing (AM) techniques are recognized as manufacturing processes with the high ability to generate parts from three-dimensional (3D) CAD models that are impossible to produce through conventional methods. Initially developed for prototyping, nowadays, AM techniques are used to produce spare parts and repair parts, and to fabricate end-use products. Powder bed fusion (PBF) and direct energy deposition (DED) are the most widely used methods in the AM of metallic materials [1]. Effective implementation of laser powder bed fusion processes (LPBF) requires a clear understanding of the process-structure-properties-performance relationships in fabricated manufactured in the same way. This rescanning strategy significantly improves the surface quality and minimizes porosity in the final 3D LPBF objects [16,17]. In cross sections of the material, the tracks appear as semi-circular features if they are oriented perpendicular to the observation direction, and as horizontal, elongated features if they are oriented along the plane of the image (Figure 1b). Microstructural characterization of the as-built specimens was conducted by optical and electron microscopy methods. Specimens were cut into cross sections, ground, and mirror-like polished with 1 µ m diamond paste. Electroetching in aqueous oxalic acid and chemical etching by standard Kalling's No.2 reagent were used to etch specimens for microscopy. For the electron back-scattering diffraction (EBSD) studies, colloidal silica was used for the final step of surface preparation. Scanning electron microscopy (SEM) was carried out with a LEO 1350 FEG-SEM (Carl Zeiss Microscopy GmbH, Oberkochen, Germany) at 20 kV. Energy dispersive X-ray spectroscopy (EDX analysis) was done with an Oxford Instruments (Oxford Instruments plc, Abingdon, UK) INCAx-sight EDX detector. Orientation imaging microscopy was performed using an analytical SEM Hitachi SU70 equipped with an electron back-scattering diffraction (EBSD) system from HKL Technology (Hong Kong, China) at 20 kV.
The X-ray diffraction (XRD) phase analysis was conducted using Cr-Kα radiation in a Seifert XRD 3000 PTS X-ray diffractometer (XRD Eigenmann GmbH, Schnaittach-Hormersdorf, Germany), operating at 40 kV and 35 mA. Transmission electron microscopy (TEM) was done with a JEOL JEM 2100 equipped with a LaB6 cathode and a digital camera from Gatan (San Francisco, CA, USA) (SC1000 Orius). Specimens for TEM were electro-chemically prepared with Struers TenuPol-5 equipment using the procedure and the electrolyte recommended by Struers (Ballerup, Denmark).
Preparation of needle-shaped specimens for atom probe tomography (APT) analysis was done using the standard two-step electropolishing method. The samples were analyzed in an Imago LEAP 3000X HR atom probe system (Imago Scientific Instruments Corporation, Madison, WI, USA). Field evaporation was initiated by laser pulsing with green light (λ = 532 nm) at a 200 kHz pulse rate using 0.3-0.4 nJ pulse energy. The temperatures of the tips were held at 50 K and the pressure in the chamber was approximately 10 −9 Pa. APT data were analyzed using CAMECA IVAS software (Version 3.6.10, CAMECA, Gennevilliers, France). The reconstructions were made using the k-factor of 4.0 and an evaporation field of 25 V/nm.
Microstructure: Colonies, Epitaxial Nucleation, Cellular Dendritic Structure, and Nanoparticles
The investigated specimens in the present study were manufactured in a layer-by-layer way, and the layers were clearly visible by means of optical microscopy of the etched specimens, as shown in Figure 1b. The layers consisted of colonies that were inclined towards the laser movement direction. Each colony had a cellular structure or a cellular dendritic structure. The observed colonies Microstructural characterization of the as-built specimens was conducted by optical and electron microscopy methods. Specimens were cut into cross sections, ground, and mirror-like polished with 1 µm diamond paste. Electroetching in aqueous oxalic acid and chemical etching by standard Kalling's No.2 reagent were used to etch specimens for microscopy. For the electron back-scattering diffraction (EBSD) studies, colloidal silica was used for the final step of surface preparation. Scanning electron microscopy (SEM) was carried out with a LEO 1350 FEG-SEM (Carl Zeiss Microscopy GmbH, Oberkochen, Germany) at 20 kV. Energy dispersive X-ray spectroscopy (EDX analysis) was done with an Oxford Instruments (Oxford Instruments plc, Abingdon, UK) INCAx-sight EDX detector. Orientation imaging microscopy was performed using an analytical SEM Hitachi SU70 equipped with an electron back-scattering diffraction (EBSD) system from HKL Technology (Hong Kong, China) at 20 kV.
The X-ray diffraction (XRD) phase analysis was conducted using Cr-K α radiation in a Seifert XRD 3000 PTS X-ray diffractometer (XRD Eigenmann GmbH, Schnaittach-Hormersdorf, Germany), operating at 40 kV and 35 mA. Transmission electron microscopy (TEM) was done with a JEOL JEM 2100 equipped with a LaB 6 cathode and a digital camera from Gatan (San Francisco, CA, USA) (SC1000 Orius). Specimens for TEM were electro-chemically prepared with Struers TenuPol-5 equipment using the procedure and the electrolyte recommended by Struers (Ballerup, Denmark).
Preparation of needle-shaped specimens for atom probe tomography (APT) analysis was done using the standard two-step electropolishing method. The samples were analyzed in an Imago LEAP 3000X HR atom probe system (Imago Scientific Instruments Corporation, Madison, WI, USA). Field evaporation was initiated by laser pulsing with green light (λ = 532 nm) at a 200 kHz pulse rate using 0.3-0.4 nJ pulse energy. The temperatures of the tips were held at 50 K and the pressure in the chamber was approximately 10 −9 Pa. APT data were analyzed using CAMECA IVAS software (Version 3.6.10, CAMECA, Gennevilliers, France). The reconstructions were made using the k-factor of 4.0 and an evaporation field of 25 V/nm.
Microstructure: Colonies, Epitaxial Nucleation, Cellular Dendritic Structure, and Nanoparticles
The investigated specimens in the present study were manufactured in a layer-by-layer way, and the layers were clearly visible by means of optical microscopy of the etched specimens, as shown in Figure 1b. The layers consisted of colonies that were inclined towards the laser movement direction. Each colony had a cellular structure or a cellular dendritic structure. The observed colonies of the cellular dendrites microstructure of 316 L steel manufactured by LPBF were consistent with previous reports [5][6][7][18][19][20][21][22]. XRD, EBSD, and TEM analysis carried out in the present investigation revealed a fully austenitic structure in the LPBF 316 L steel. These results were similar to the ones reported in [7,[18][19][20][21][22], while contradicting the authors in [23,24], where delta ferrite or martensite was observed.
When manufacturing a single layer, the laser beam melts the deposited powder and a part of the previous layer. This is a requirement to obtain track stability and material integrity in high quality LPBF objects. The crystallization of a track starts with the nucleation of the solid phase at the solid-liquid interface where the solid is the previously solidified layer. Figure 2a shows a SEM micrograph of the etched cross section of a single track. Here, it can be seen that the microstructure consisted of colonies of cellular dendrites. The colonies are marked with dashed lines in Figure 2a. It can also be seen that cells within a single colony grew continuously through the fusion boundaries.
To investigate the relationship between the crystal orientation of the substrate and the orientation of the colonies in a single track, an EBSD map of the colony and a part of the substrate was acquired (Figure 2c). The crystallographic orientation of different colonies was color coded in the map. It can be seen that several colonies, marked as 1, 2 and 3, had the same color as the parental grains below the fusion boundary in the substrate. This confirmed that these new grains were nucleated epitaxially, and therefore inherited the crystallographic orientation of the parental grains. Not all newly nucleated colonies had the same color as the adjacent grains in the substrate, meaning that that not all substrate grains satisfied the conditions for epitaxial nucleation. Similar epitaxial nucleation between the layers was observed by EBSD in different AM materials [5][6][7]25,26]. Figure 2c also shows that in many colonies, the orientation in the inner region was generally the same. For example, in the upper part of the image, there was a colony consisting of regions colored in different shades of green. This indicates that all the cells forming one colony had almost the same crystallographic orientation, with insignificant misorientation between regions of different shades.
The EBSD observations carried out in the present investigations suggested that all cells that formed a colony inherited the crystallographic orientation of a substrate grain, due to epitaxial nucleation. According to [27], the new grains also grow along a preferred crystallographic direction. In the case of cubic crystals, it has been shown that the dominating direction of crystal growth is <100>, which is typical for stainless steels, Ni-base alloys, and Al alloys [5,27]. TEM observations in the present investigation confirmed this behavior. Figure 3a,b show a bright-field TEM image from the central region containing several cells. In Figure 3a, cells were oriented perpendicular to the observation direction. In Figure 3b, the cells grew approximately parallel to the observation direction. Additionally, a selected area electron diffraction (SAED) pattern taken from several cells is presented in Figure 3b, and the diffraction pattern had the typical appearance of a single crystal. The diffraction pattern from this region corresponded to the <100> zone axis, confirming the preferential cell growth along the <100> crystallographic direction.
Misorientation between adjacent cells was negligible, although the cells were formed directly from the melt at solidification. The cell boundaries that were perfectly visible in the etched specimens should not be interpreted as regular high-angle boundaries, since TEM observations showed that the boundaries between the cells were quite thick and consisted of high-density dislocation structures. Additionally, all cells grew in the same crystallographic direction, which means that the crystal planes between adjacent cells could be distorted by dislocations, but could still be continuous. The experimental TEM and EBSD observations presented in this investigation clearly support this statement. Recently, it was shown in [28] that in the LPBF of a martensitic stainless steel subjected to martensitic transformation upon cooling, fresh martensite needles grow freely through the cell boundaries, but stop at the colony boundary. This observation confirmed a crystallographic continuousness of crystal planes between cells, but not between colonies. Nevertheless, the mechanism of formation of such boundaries directly at solidification is not clear. Additionally, factors such as thermal stresses caused by high thermal gradients could also influence the redistribution of dislocation in the as-built material.
When manufacturing a single layer, the laser beam melts the deposited powder and a part of the previous layer. This is a requirement to obtain track stability and material integrity in high quality LPBF objects. The crystallization of a track starts with the nucleation of the solid phase at the solid-liquid interface where the solid is the previously solidified layer. Figure 2a shows a SEM micrograph of the etched cross section of a single track. Here, it can be seen that the microstructure consisted of colonies of cellular dendrites. The colonies are marked with dashed lines in Figure 2a. It can also be seen that cells within a single colony grew continuously through the fusion boundaries. To investigate the relationship between the crystal orientation of the substrate and the orientation of the colonies in a single track, an EBSD map of the colony and a part of the substrate was acquired (Figure 2c). The crystallographic orientation of different colonies was color coded in the map. It can be seen that several colonies, marked as 1, 2 and 3, had the same color as the parental grains below the fusion boundary in the substrate. This confirmed that these new grains were nucleated epitaxially, and therefore inherited the crystallographic orientation of the parental grains. Spherical particles were observed in the microstructure of the as-built LPBF 316 L steel ( Figure 3c). The particles were 15-100 nm in size and they were located both in the cells and at the cell boundaries without any preferred location. No additional reflexes were observed in the diffraction patterns taken from areas, including particles and the surrounding matrix, which implies that the particles were amorphous. TEM EDX analysis ( Figure 3d) showed that the particles contained an enhanced concentration of Si, O, and Mn. These observations were consistent with the data obtained by others [22,23,25,[29][30][31] who have also investigated LPBF 316 L stainless steel. Saeidi [22] detected similar elements in nanoparticles observed by TEM and denoted the particles as silicates. It has been suggested that the round nano-inclusions were chromium-containing silicates with a high viscosity and tendency to solidify in a spherical shape to reduce surface tension. In [23], amorphous particles containing Cr, Mn, Si, and O were studied by TEM. MnO-SiO 2 nanoscale rhodonite particles were reported in [25]. Si-enriched oxide nanoparticles were also reported in [29]. In [30,31], Mn-Si-Al-O particles with some amounts of Al were investigated by TEM EDX.
example, in the upper part of the image, there was a colony consisting of regions colored in different shades of green. This indicates that all the cells forming one colony had almost the same crystallographic orientation, with insignificant misorientation between regions of different shades.
The EBSD observations carried out in the present investigations suggested that all cells that formed a colony inherited the crystallographic orientation of a substrate grain, due to epitaxial nucleation. According to [27], the new grains also grow along a preferred crystallographic direction. In the case of cubic crystals, it has been shown that the dominating direction of crystal growth is <100>, which is typical for stainless steels, Ni-base alloys, and Al alloys [5,27]. TEM observations in the present investigation confirmed this behavior. Figure 3a,b show a bright-field TEM image from the central region containing several cells. In Figure 3a, cells were oriented perpendicular to the observation direction. In Figure 3b, the cells grew approximately parallel to the observation direction. Additionally, a selected area electron diffraction (SAED) pattern taken from several cells is presented in Figure 3b, and the diffraction pattern had the typical appearance of a single crystal. The diffraction pattern from this region corresponded to the <100> zone axis, confirming the preferential cell growth along the <100> crystallographic direction. Formation of nanoparticles has commonly been associated with a reaction of molten powder with residual oxygen during manufacturing. Rapid cooling from the melt resulted in the amorphous structure of the particles observed in [32]. Another possible origin of the particles could be an oxide layer on the feedstock powder. Auger and X-ray photoelectron spectroscopy performed by [32] showed that the surface of the gas-atomized powder of 316 L stainless steel, which is a typical manufacturing method for 316 L powder for LPBF, contained enhanced amounts of Fe-, Mn-, and Cr-oxides. This thin oxide layer could coalesce in the melt during the laser remelting. The spherical shape of the particles supports the idea that they were formed in the liquid phase.
Influence of Solidification Conditions on Microstructure and Microsegregation
A cellular microstructure that developed during the solidification of LPBF 316 L steel was observed ( Figure 1). In the laser powder fusion processes, the cellular or cellular-dendritic mode was not uncommon. This type of microstructure has been observed for different engineering alloys like austenitic steels, aluminum alloys Co-Cr, and nickel base alloys [5][6][7][10][11][12][13][14][15][16][17][18][19][20][21][22] manufactured by laser or electron powder bed fusion methods. At the high solidification rates observed in the PBF processes, a solute-rich boundary layer is built up in front of the solid-liquid interface due to the limited solute atom diffusion in the liquid phase, thus approaching the conditions for constitutional supercooling [27]. If conditions for the constitutional supercooling described by Equation (1) are satisfied, the planar crystallization front becomes unstable, and cellular or dendritic solidification mode is observed.
where G is the thermal gradient, R is the solidification rate, ∆T is the is the equilibrium freezing range ∆T = T liquidus − T solidus , and D l is the diffusion coefficient of the solute in the liquid. If the gradient G is steep, the material crystallizes in a cellular mode. If the gradient G has a gentle slope, directly solidified dendrites with well-developed arms are formed. This phenomenon has been thoroughly investigated in relation to welding and the conventional directional solidification processes [27].
As has been experimentally confirmed, the LPBF 316 L steel is crystallized in cellular mode, therefore, the characteristic feature of the microstructure is the primary cell spacing. The primary cell spacing is defined as an average distance between centerlines of adjacent primary cells.
A relationship between the primary cell spacing, λ 1 , the thermal gradient G, and the solidification rate R can be expressed as follows: where m and n are the constants [33]. The thermal gradient G is defined as the temperature change rate in a direction that is normal to the solid-liquid interface. Equation (2) shows a strong correlation between λ 1 , and thermal gradient G and solidification rate R. The solidification rate is not a constant within the moving molten pool. At a selected point at the solid-liquid interface, it is coupled with the energy source movement velocity by an expression that includes a misorientation factor [19,27,34,35]: where R is the local velocity of the solid-liquid interface, V L is the laser beam velocity, α is the misorientation angle between the source movement direction and the normal to the solid-liquid interface, and β is the angle between the normal of the solid-liquid interface and a crystallographic orientation, along which preferable crystallization takes place. In the case of cubic crystals, this orientation is <100>. If the surface is molten by a moving energy source, the solid-liquid interface has a complex shape [27], and the solidification rate and the thermal gradient are varied continuously along the solid-liquid interface. The thermal gradient has its highest values at the bottom, and it decreases gradually along the interface towards the end and sides of the melt pool. The solidification rate, in contrast, is the lowest at the bottom (α approaches 90 • , cos (α) → 0), but is the highest at the end and sides of the pool (α approaches 0 • , cos (α) → 1), see Equation (3). In an intermediate location, the thermal gradient and the solidification rate have intermediate values with respect to the misorientation factor, which is related to the preferred crystallization direction. Due to this, the primary cell spacing varies depending on the location at the solid-liquid interface, and it reaches the lowest values at points where G and V are the highest (Equation (2)). Figure 4 presents the experimental confirmation of this discussion. Experimental results obtained in the present investigation showed that the primary cell spacing varied at the top and bottom of the single tracks. The SEM study showed that the primary cell spacing in the LPBF 316 L steel was smaller at the bottom of the single track where the thermal gradient G was the highest. This was similar to the results reported in [19,36].
Commonly, the primary cell spacing obeys an empirical dependence on the laser scanning speed [33,37]: where V L is the laser scanning speed, and k is a constant. The k value has been reported as 0.5 for tool steel [38] and martensitic stainless steel [39] manufactured by laser cladding i.e., with relatively low solidification rates. As experimentally observed in this study, the constant k values varied between k = 0.240-0.378, as shown in Figure 4. At the higher solidification rates observed in LPBF, the diffusional path became shorter than the length of a characteristic microstructural feature, and this dependence was not obeyed. The laser scanning speeds used in the present investigation varied in the range of 0.08-0.28 m/s, which were very close to the transition values [37]. This can explain why the values of the constant k, obtained from the fitted lines in Figure 4, deviated from the~V L −0.5 dependence. This deviation, in turn, reflected the fact that crystallization can approach a rapid solidification regime at which diffusional processes are suppressed [40].
where R is the local velocity of the solid-liquid interface, VL is the laser beam velocity, α is the misorientation angle between the source movement direction and the normal to the solid-liquid interface, and β is the angle between the normal of the solid-liquid interface and a crystallographic orientation, along which preferable crystallization takes place. In the case of cubic crystals, this orientation is <100>. If the surface is molten by a moving energy source, the solid-liquid interface has a complex shape [27], and the solidification rate and the thermal gradient are varied continuously along the solidliquid interface. The thermal gradient has its highest values at the bottom, and it decreases gradually along the interface towards the end and sides of the melt pool. The solidification rate, in contrast, is the lowest at the bottom (α approaches 90°, cos (α) → 0), but is the highest at the end and sides of the pool (α approaches 0°, cos (α) → 1), see Equation (3). In an intermediate location, the thermal gradient and the solidification rate have intermediate values with respect to the misorientation factor, which is related to the preferred crystallization direction. Due to this, the primary cell spacing varies depending on the location at the solid-liquid interface, and it reaches the lowest values at points where G and V are the highest (Equation (2)). Figure 4 presents the experimental confirmation of this discussion. Experimental results obtained in the present investigation showed that the primary cell spacing varied at the top and bottom of the single tracks. The SEM study showed that the primary cell spacing in the LPBF 316 L steel was smaller at the bottom of the single track where the thermal gradient G was the highest. This was similar to the results reported in [19,36]. In metallic materials manufactured by LPBF, microsegregations are not uncommon and they can cause undesirable effects like hot cracking [41,42]. In LPBF 316 L steel, segregation of Cr and Mo on cell boundaries has been reported [22,43,44]. In the present investigation, TEM EDX and APT were carried out to study microsegregation in LPBF 316 L austenitic stainless steel. The results from the APT are shown in Figure 5. Figure 5a represents the results from a specimen where no segregation of Cr, Ni, or Mo were observed. On the contrary, in the specimen presented in Figure 5b, Cr segregation was clearly visible. This inconsistency could be explained by suggesting that Specimen 1 in Figure 5a was cut out from the cell body, while Specimen 2 was from the region containing the cell boundary, which does not contain a boundary and, therefore, does not contain any segregation of elements at the atomic scale. Figure 5c illustrates the size of the APT specimen, which was obviously much smaller when compared to the cell boundary thickness.
The area with enhanced concentration of Cr in Figure 5b was quite broad, and the concentration gradient in this area was quite smooth (Figure 5d), which is not typical for sharp microsegregations or an ordinary high-angle grain boundary [45]. At the same time, the thickness of the area enriched with Cr corresponded quite well to the thickness of the cell boundaries observed in TEM (Figure 3b).
Additionally, some segregation of Si was visible, but they could be artefacts related to the migration of Si on the surface and to crystallographic orientation of the specimen. These observations allow us to suggest that microsegregation could occur on cell boundaries at manufacturing. cell boundaries has been reported [22,43,44]. In the present investigation, TEM EDX and APT were carried out to study microsegregation in LPBF 316 L austenitic stainless steel. The results from the APT are shown in Figure 5. Figure 5a represents the results from a specimen where no segregation of Cr, Ni, or Mo were observed. On the contrary, in the specimen presented in Figure 5b, Cr segregation was clearly visible. This inconsistency could be explained by suggesting that Specimen 1 in Figure 5a was cut out from the cell body, while Specimen 2 was from the region containing the cell boundary, which does not contain a boundary and, therefore, does not contain any segregation of elements at the atomic scale. Figure 5c illustrates the size of the APT specimen, which was obviously much smaller when compared to the cell boundary thickness. The area with enhanced concentration of Cr in Figure 5b was quite broad, and the concentration gradient in this area was quite smooth (Figure 5d), which is not typical for sharp microsegregations or an ordinary high-angle grain boundary [45]. At the same time, the thickness of the area enriched with Cr corresponded quite well to the thickness of the cell boundaries observed in TEM (Figure 3b). Additionally, some segregation of Si was visible, but they could be artefacts related to the migration of Si on the surface and to crystallographic orientation of the specimen. These observations allow us to suggest that microsegregation could occur on cell boundaries at manufacturing.
In the TEM EDX analyses carried out in the present investigations, Cr segregation was detected in about half of the line scans performed across cell boundaries. The observed reduced repeatability in the observation of Cr on cell boundaries by TEM EDX could be explained if solidification conditions were taken into account. The solidification conditions of the molten pool differed depending on the location at the solid-liquid interface, as confirmed by a variation of the primary cell spacing (Figure 4). Consequently, it was suspected that at locations where the solidification rate was the highest, material could crystallize in the rapid solidification regime. Under these conditions, the diffusional path and the solidification rate are comparable, so solute atoms do not have enough time to segregate, and are trapped in the newly formed solid phase with a random distribution [40]. This regime does not imply a microsegregation phenomenon. If the specimen was cut from such a region, microsegregation would not have been observed by TEM EDX, or by APT. Therefore, APT and TEM In the TEM EDX analyses carried out in the present investigations, Cr segregation was detected in about half of the line scans performed across cell boundaries. The observed reduced repeatability in the observation of Cr on cell boundaries by TEM EDX could be explained if solidification conditions were taken into account. The solidification conditions of the molten pool differed depending on the location at the solid-liquid interface, as confirmed by a variation of the primary cell spacing (Figure 4). Consequently, it was suspected that at locations where the solidification rate was the highest, material could crystallize in the rapid solidification regime. Under these conditions, the diffusional path and the solidification rate are comparable, so solute atoms do not have enough time to segregate, and are trapped in the newly formed solid phase with a random distribution [40]. This regime does not imply a microsegregation phenomenon. If the specimen was cut from such a region, microsegregation would not have been observed by TEM EDX, or by APT. Therefore, APT and TEM EDX investigations of microsegregation in LPBF materials are challenging, as results can vary depending on the location of the specimen. It, nevertheless, has to be statistically investigated as the currently available data on APT and TEM EDX of LPBF materials is limited.
Solidification Texture
The growth of colonies at LPBF is controlled by competitive crystallization. Colonies that have the best orientation according to Equation (3) will have preferential conditions to continue growing [5,27]. Therefore, within one single layer, the majority of the colonies will have a solidification texture and will grow at a similar angle to the laser scanning direction. This angle depends on the laser scanning speed (Equation (3)). As the solid-liquid interface at the bottom of the molten pool is curved, a number of colonies with different misorientations will also nucleate, following the epitaxial nucleation conditions. Figure 6a illustrates the orientation map of LPBF manufactured 316 L stainless steel specimen, cross sectioned along the longitudinal direction. The misorientation angle between the colony growth direction and the laser scanning direction depends on the shape of the solid-liquid interface and the local G and R parameters within the molten pool. Within colonies, low-angle boundaries were also observed; shades of color (Figure 6a), and red dashed lines (Figure 6b) indicate the low angle boundaries within a colony. It has been reported that the angle between colonies varies between 30-65 • depending on laser scanning speed [35], and the position of the colony within the molten pool [7]. The experimentally observed variations in the colony growth direction could be related to the local crystallographic orientation of the nucleation site of each colony, nucleation of a colony at a side of the pool, local temperature, and concentration fluctuations in the melt at manufacturing. In [19], it was also indicated that the Marangoni flow in the molten pool might also change the heat flux direction and affect the growth orientation of dendrites in LPBF. observed; shades of color (Figure 6a), and red dashed lines (Figure 6b) indicate the low angle boundaries within a colony. It has been reported that the angle between colonies varies between 30-65° depending on laser scanning speed [35], and the position of the colony within the molten pool [7]. The experimentally observed variations in the colony growth direction could be related to the local crystallographic orientation of the nucleation site of each colony, nucleation of a colony at a side of the pool, local temperature, and concentration fluctuations in the melt at manufacturing. In [19], it was also indicated that the Marangoni flow in the molten pool might also change the heat flux direction and affect the growth orientation of dendrites in LPBF. In manufacturing a multilayered object, the colonies inherit the crystallographic orientation from the previous layer due to the epitaxial nucleation (Figures 1 and 2). Therefore, each next layer inherits the texture repeatedly, layer after layer, forming a three-dimensional solidification texture in the final 3D object. Formation of solidification <100> texture has been reported for cubic materials like austenitic stainless steel [5,46,47], Ni-base superalloys [9,34], Al alloys [48], tantalum [49], and others. Strongly textured as-built LPBF 316 L samples with a high fraction of <100> oriented grains have been investigated by [18,46], while in [47], relatively low fraction of <100> textured grains were reported. Figure 7 illustrates the formation of the 3D solidification texture that was observed in the present investigation in the 316 L steel manufactured using the rescanning strategy. A schematic representation of the mechanisms of the formation of the 3D texture is illustrated in Figure 7a. When the laser manufactures layer "n", it scans along the X0 direction. According to Equation (3), the colonies grow along the X1 direction. Then, the laser scanning direction is changed by 90° and a new layer is manufactured. The laser scans along the Y0 direction, and colonies, after epitaxial In manufacturing a multilayered object, the colonies inherit the crystallographic orientation from the previous layer due to the epitaxial nucleation (Figures 1 and 2). Therefore, each next layer inherits the texture repeatedly, layer after layer, forming a three-dimensional solidification texture in the final 3D object. Formation of solidification <100> texture has been reported for cubic materials like austenitic stainless steel [5,46,47], Ni-base superalloys [9,34], Al alloys [48], tantalum [49], and others. Strongly textured as-built LPBF 316 L samples with a high fraction of <100> oriented grains have been investigated by [18,46], while in [47], relatively low fraction of <100> textured grains were reported. Figure 7 illustrates the formation of the 3D solidification texture that was observed in the present investigation in the 316 L steel manufactured using the rescanning strategy. A schematic representation of the mechanisms of the formation of the 3D texture is illustrated in Figure 7a. When the laser manufactures layer "n", it scans along the X 0 direction. According to Equation (3), the colonies grow along the X 1 direction. Then, the laser scanning direction is changed by 90 • and a new layer is manufactured. The laser scans along the Y 0 direction, and colonies, after epitaxial renucleation, grow along the Y 1 direction. Then, the laser changes the scanning direction back and colonies again grow along the X 1 direction. Nevertheless, the colony cannot grow continuously through an infinite number of layers. The directions X1 and Y1 are coplanar but not orthogonal, while the angle between [100] and [010] is 90°. Due to this, a misorientation between the <100> growth directions and the laser scanning direction accumulates, and finally, another colony will have better conditions to continue growth. This could be a reason as to why LPBF materials show a clear solidification texture (directed solidification of colonies through several layers), while a crystallographic texture (preferable orientation of crystal directions of the bulk sample) is much less pronounced. Thus, the formation of texture is attributed to the scanning and building strategies, as well as the process-parameters. The formation of the final 3D texture is dependent on the laser scanning directions, and therefore, it could be predicted and controlled if the manufacturing strategy is known. Experimentally, the possibility to control microstructure through adjustments of the scanning strategy and process parameters has been presented for DED Ni-base alloys [34,50] and LPBF Ni- [51,52], and Al-alloys [48]. In the present investigation, to visualize microstructure and texture in the LPBF 316 L steel, the specimen was cross-sectioned so that the surface of interest was coplanar to the X 1 and Y 1 directions. In the etched cross-section, it was seen that the cell growth direction within this colony changed at the solidification line by 90 • . This can be interpreted as a change of growth direction; for example, from [100] to [010] within the same colony. Thus, a colony can be interpreted as a single crystal of a zig-zag shape, with the growth direction changing from [100] to [010] subsequently in each next layer. The EBSD map in Figure 7c confirmed this hypothesis. The zig-zag shape of a colony (colored in, for example, blue) was clearly recognizable. Different shades of blue within this colony corresponded to low-angle misorientations. A reconstruction of the cubic orientations in this colony showed that the whole colony had the same 3D crystallographic orientation through at least four layers.
Nevertheless, the colony cannot grow continuously through an infinite number of layers. The directions X 1 and Y 1 are coplanar but not orthogonal, while the angle between [100] and [010] is 90 • . Due to this, a misorientation between the <100> growth directions and the laser scanning direction accumulates, and finally, another colony will have better conditions to continue growth. This could be a reason as to why LPBF materials show a clear solidification texture (directed solidification of colonies through several layers), while a crystallographic texture (preferable orientation of crystal directions of the bulk sample) is much less pronounced.
Thus, the formation of texture is attributed to the scanning and building strategies, as well as the process-parameters. The formation of the final 3D texture is dependent on the laser scanning directions, and therefore, it could be predicted and controlled if the manufacturing strategy is known. Experimentally, the possibility to control microstructure through adjustments of the scanning strategy and process parameters has been presented for DED Ni-base alloys [34,50] and LPBF Ni- [51,52], and Al-alloys [48].
Mechanical Properties
Commonly, when compared to conventional wrought material, 316 L steel manufactured by LPBF has higher yield and ultimate tensile strength, but lower ductility. Quite remarkable variations of yield strength (300-600 MPa), ultimate tensile strength (350-650 MPa), and elongation (10-60%) are usually observed [5,6,[18][19][20][21]29,36,44,46,47]. Higher strength could be associated with fine structure, high dislocation density, cellular structure, and the presence of nanoparticles. Additionally, tensile characteristics have been found to vary depending on the building direction and manufacturing strategy. A lower elongation in LPBF material is associated with high strength; additionally, porosity and internal defects contribute to a large scatter in elongation values. A summary of the mechanical characteristics of LPBF 316 L steel can be found in [5,6,44]. Figure 8 illustrates the dependence of the hardness of AM and conventional 316 L steel on the inversed square root of primary cell spacing. Hardness values of LPBF 316 L steel have been collected from our own measurements and from the literature [19,22,23]. For a comparison, hardness for 316 L steel manufactured by direct laser deposition was collected from [36,[53][54][55][56]. Hardness for conventional and nanoscale 316 L steel was found in [57][58][59]. It can be seen that the experimentally observed data of hardness in AM 316 L steel agreed well with a linearized Hall-Petch dependence for conventional materials with different grain size. Therefore, it is possible to conclude that the primary cell spacing is the key microstructural parameter controlling strength and hardness characteristics in the laser-assisted additive manufactured materials. This is an important observation because the primary cell spacing can be directly controlled through alterations of laser power and laser scanning speed [7].
Although the hardness of LPBF materials can be described quite well by a Hall-Petch relationship, the experimental results had quite a remarkable scatter. It has been experimentally demonstrated that the primary cell spacing is smaller at the bottom of the molten pool and therefore, the hardness measured there is higher [7,36,43]. This is an important factor causing the large scatter of the experimentally measured hardness values. Other factors that influence the hardness of PLBF stainless steels are, for example, the interaction of dislocations with the particles [22,23,25,29], residual stresses, material porosity, and defects. These factors may result in a strengthening or weakening effect, thus increasing spread in the experimentally measured data. For example, a decrease in hardness from 225 to 162 HV10 was observed as porosity increased from 0.38% to about 8.84% [60].
of hardness in AM 316 L steel agreed well with a linearized Hall-Petch dependence for conventional materials with different grain size. Therefore, it is possible to conclude that the primary cell spacing is the key microstructural parameter controlling strength and hardness characteristics in the laserassisted additive manufactured materials. This is an important observation because the primary cell spacing can be directly controlled through alterations of laser power and laser scanning speed [7]. [19,22,23,36,[53][54][55][56][57][58][59].
Although the hardness of LPBF materials can be described quite well by a Hall-Petch relationship, the experimental results had quite a remarkable scatter. It has been experimentally demonstrated that the primary cell spacing is smaller at the bottom of the molten pool and therefore, the hardness measured there is higher [7,36,43]. This is an important factor causing the large scatter of the experimentally measured hardness values. Other factors that influence the hardness of PLBF stainless steels are, for example, the interaction of dislocations with the particles [22,23,25,29], residual stresses, material porosity, and defects. These factors may result in a strengthening or weakening effect, thus increasing spread in the experimentally measured data. For example, a decrease in hardness from 225 to 162 HV10 was observed as porosity increased from 0.38% to about 8.84% [60].
Thermal Stability
To remove thermal stresses, a stress relieving post-treatment is often required for LPBF objects. The stress relieving temperature of 316 L stainless steel is 700 • C or above [61]. At these temperatures, thermally activated processes affect the microstructure and properties of the material. Recovery processes, which are related to the dynamics of dislocations, involve interaction, annihilation, and non-conservative movement of the dislocations. Recrystallization leads to the migration of grain boundaries and grain growth. In AM 316 L materials, two types of boundaries are observed. The cell boundaries are formed by dislocations. They are dislocation structures rather than regular grain boundaries ( Figure 3). The colony boundaries are prior regular high-angle austenite grain boundaries.
The primary cell spacing, as illustrated in Figure 8, governs hardness and strength. Therefore, the stability of the cells has to be directly related to the control of the stability of strength of the AM 316 L material. To investigate the stability of the cellular structures in the present study, a number of isothermal 15 min heat treatments at temperatures in a range of 450-1050 • C were conducted. After the heat treatments, the microstructure of specimens was investigated. Figure 9 shows the microstructures of the AM 316 L material in as-built and heat-treated (15 min at 800 and 900 • C) conditions. It is seen (Figure 9a,b) that the cell boundaries were still stable after heat treatment at 800 • C. After heat treatment at 900 • C, the cells were no longer observed (Figure 9c). Similar observations of cell stability have been reported in [62,63]. Colonies, in contrast, were quite stable. Even after 15 min at 1050 • C, no remarkable colony growth was observed. These observations were in agreement with the results published in [22,25,64], where recrystallization and grain growth in LPBF 316 L material were observed after annealing for 30-60 min at temperatures between 1060-1400 • C. The experimentally observed recrystallization temperatures of LPBF 316 L steel were higher than those in conventional materials where static recrystallization starts after annealing for 30-60 min at temperatures 750-900 • C [61]. This can be explained by stabilization of the colony boundaries due to the segregation of solute atoms.
The microstructural changes correlated well with changes in the hardness measured after the heat treatments (Figure 10a). After heat treatments below 800 • C, the hardness did not change remarkably. Some decrease in hardness could be associated with the relaxation of the residual stresses, which are usually high in as-built AM materials. It can be seen in Figure 9, that up to 800 • C, the cells were stable. At 850-900 • C, the cells disappeared, and hardness also decreased. After annealing at 1000 • C, the hardness reached values typical for annealed coarse-grained conventional materials [65]. e heat treatments, the microstructure of specimens was investigated. Figure 9 shows th icrostructures of the AM 316 L material in as-built and heat-treated (15 min at 800 and 900 °C nditions. It is seen (Figure 9a,b) that the cell boundaries were still stable after heat treatment at 800 °C ter heat treatment at 900 °C, the cells were no longer observed (Figure 9c). Similar observations o ll stability have been reported in [62,63]. Colonies, in contrast, were quite stable. Even after 15 mi 1050 °C, no remarkable colony growth was observed. These observations were in agreement wit e results published in [22,25,64], where recrystallization and grain growth in LPBF 316 L materi re observed after annealing for 30-60 min at temperatures between 1060-1400°C. Th perimentally observed recrystallization temperatures of LPBF 316 L steel were higher than thos conventional materials where static recrystallization starts after annealing for 30-60 min peratures 750-900 °C [61]. This can be explained by stabilization of the colony boundaries due t e segregation of solute atoms.
The microstructural changes correlated well with changes in the hardness measured after th at treatments (Figure 10a). After heat treatments below 800 °C, the hardness did not chang markably. Some decrease in hardness could be associated with the relaxation of the residu esses, which are usually high in as-built AM materials. It can be seen in Figure 9, that up to 800 °C e cells were stable. At 850-900 °C, the cells disappeared, and hardness also decreased. Afte nealing at 1000 °C, the hardness reached values typical for annealed coarse-grained convention aterials [65]. TEM of the annealed specimens carried out in the present investigation showed that the particles had quite high thermal stability and did not change size after heat treatments. Figure 10b illustrates the interaction of dislocations with the particles, confirming possible Orowan looping mechanisms. Similar oxide particles have been suggested to contribute to the hardness and strength of the as-built LPBF 316 [22,23,25,29]. Nevertheless, the present investigation showed that after annealing, the hardness of the LPBF 316 steel was 198 HV, which was lower than the 210-220 HV (95 HRB) mentioned as typical for annealed wrought 316 L steel that does not contain such particles [65]. Therefore, a contribution of the particles in the strengthening effect due to the Orowan looping could be considered as quite insignificant. Instead, the formation of cells in the microstructure is believed to be the main strengthening mechanisms leading to the high hardness and strength values observed in as-built LPBF 316 L stainless steel.
•
As-built microstructure in AM 316 L consists of colonies of cells. Boundaries between cells are not regular high-angle grain boundaries, but rather, dislocation structures of 100-300 nm in thickness.
•
The size of the cells in the colonies depends on the manufacturing conditions and may vary even within a single track. The segregation of elements on the cell boundaries is presumably a TEM of the annealed specimens carried out in the present investigation showed that the particles had quite high thermal stability and did not change size after heat treatments. Figure 10b illustrates the interaction of dislocations with the particles, confirming possible Orowan looping mechanisms. Similar oxide particles have been suggested to contribute to the hardness and strength of the as-built LPBF 316 [22,23,25,29]. Nevertheless, the present investigation showed that after annealing, the hardness of the LPBF 316 steel was 198 HV, which was lower than the 210-220 HV (95 HRB) mentioned as typical for annealed wrought 316 L steel that does not contain such particles [65]. Therefore, a contribution of the particles in the strengthening effect due to the Orowan looping could be considered as quite insignificant. Instead, the formation of cells in the microstructure is believed to be the main strengthening mechanisms leading to the high hardness and strength values observed in as-built LPBF 316 L stainless steel.
•
As-built microstructure in AM 316 L consists of colonies of cells. Boundaries between cells are not regular high-angle grain boundaries, but rather, dislocation structures of 100-300 nm in thickness.
•
The size of the cells in the colonies depends on the manufacturing conditions and may vary even within a single track. The segregation of elements on the cell boundaries is presumably a function of the solidification conditions, and it may vary in AM 316 L manufactured at different laser powers and scanning speeds. • Primary cell spacing is the key parameter that controls strength, following the Hall-Petch relationship. In many cases, deviations from the Hall-Petch relationship can be explained by variations of the primary cell spacing through the LPBF material and porosity. • Solidification texture is formed by colonies that grew through several layers. The texture was controlled by the manufacturing strategy. This phenomenon provides an opportunity to design the microstructure and anisotropy in the final LPBF 316 L component. • Cells within colonies are stable up to 800-900 • C, after that they disappear. The disappearance of cells directly results in a decrease in hardness. Colony growth was not significant until 1050 • C. • Nanoscale oxide particles probably form from surface oxide, or due to oxygen pick up during manufacturing. They are stable and do not coalesce or change shape after heat treatment up to 1050 • C. The contribution of these nanoscale particles to hardness of LPBF 316 L material seems to be insignificant, since after heat treatment the hardness of LPBF 316 L steel approached values typical for conventional coarse-grained material.
|
502. 散桜
Summary :
Characters in order of appearance
* 1) Byakuya Kuchiki
* 2) Äs Nödt
* 3) Renji Abarai
* 4) Rukia Kuchiki
* 5) Unnamed Stern Ritter
* 6) Unnamed Vandenreich Member
* 7) Vandenreich Leader
* 8) Kenpachi Zaraki
|
Model-based adaptive phase I trial design of post-transplant decitabine maintenance in myelodysplastic syndrome
Background This report focuses on the adaptive phase I trial design aimed to find the clinically applicable dose for decitabine maintenance treatment after allogeneic hematopoietic stem cell transplantation in patients with higher-risk myelodysplastic syndrome and secondary acute myeloid leukemia. Methods The first cohort (three patients) was given the same initial daily dose of decitabine (5 mg/m2/day, five consecutive days with 4-week intervals). In all cohorts, the doses for Cycles 2 to 4 were individualized using pharmacokinetic-pharmacodynamic modeling and simulations. The goal of dose individualization was to determine the maximum dose for each patient at which the occurrence of grade 4 (CTC-AE) toxicities for both platelet and neutrophil counts could be avoided. The initial doses for the following cohorts were also estimated with the data from the previous cohorts in the same manner. Results In all but one patient (14 out of 15), neutrophil count was the dose-limiting factor throughout the cycles. In cycles where doses were individualized, the median neutrophil nadir observed was 1100/mm3 (grade 2) and grade 4 toxicity occurred in 5.1 % of all cycles (while it occurred in 36.8 % where doses were not individualized). The initial doses estimated for cohorts 2 to 5 were 4, 5, 5.5, and 5 mg/m2/day, respectively. The median maintenance dose was 7 mg/m2/day. Conclusions We determined the acceptable starting dose and individualized the maintenance dose for each patient, while minimizing the toxicity using the adaptive approach. Currently, 5 mg/m2/day is considered to be the most appropriate starting dose for the regimen studied. Trial registration Clinicaltrials.gov NCT01277484
Background
DNA methylation is the best-known epigenetic marker for cancer development [1]. In some hematologic malignancies including myelodysplastic syndrome (MDS), DNA methylation results not only in increased cell proliferation but also in silencing of genes which regulate growth and differentiation [2]. Based upon those mechanisms, the use of a DNA hypomethylating agent (HMA) for hematologic malignancies has been expanded. Accordingly, clinical researches to optimize HMA therapy [3,4] or to explore epigenetic mechanisms for new drug development have been widely performed [5,6].
Recently, HMA maintenance therapy after allogeneic hematopoietic stem cell transplantation (allo-HSCT) has been suggested as a potentially attractive approach to minimize relapse and to improve graft survival [23][24][25]. Several studies on azacitidine (Vidaza®, 5-azacytidine) reported low toxicity, along with its potential to increase the number of hematopoietic stem cells [11,[26][27][28][29]; thus, similar approaches using decitabine were initiated [22]. In this context, we designed and performed a phase I study that aimed to find a clinically applicable dosage regimen for decitabine maintenance treatment after allo-HSCT in patients with higher-risk MDS and secondary acute myeloid leukemia (AML).
Our study design incorporated two major considerations: (1) the purpose of the maintenance therapy was to maintain disease-free status in the patient while simultaneously preserving graft function, and (2) the dosage regimen should be determined using the smallest number of patients possible. Considering these aspects, without a confident estimation of the appropriate starting dose, traditional fixed-dose escalation schemes [30] were considered inappropriate for the following reasons: (1) fatal toxicity (e.g., graft failure) might occur in some subjects, (2) the study might need too many patients to find the optimal dose [31], and (3) dose differences between cohorts might be too large or small. Thus, we introduced an adaptive dose individualization design based upon pharmacokinetic (PK)-pharmacodynamic (PD) modeling for the neutropenia and thrombocytopenia caused by decitabine.
Dose individualization of anticancer drugs using PK-PD modeling has been theoretically proposed using simulated data [32,33]; however, our report is the first to implement dose individualization using PK-PD modeling in patients in a phase I clinical trial. We endeavored to titrate the appropriate dose for each patient, with the goal of identifying the highest possible dose that did not result in severe hematologic toxicities. We also anticipated that this approach would more quickly accomplish the study's objectives and avoid having to test several cohorts for the dose escalation. This report focuses on the study design, the PK-PD model development for hematologic toxicities caused by decitabine, and the usefulness of our adaptive approach as it applies to subject safety.
Patient characteristics
Five patients with secondary AML evolving from MDS and 11 with MDS (9 males, 7 females) were enrolled (Table 1). All the patients received the myeloablative condition regimen and peripheral blood stem cells from the related (n = 6) or unrelated (n = 10) donors. The engraftment achievement of platelet and neutrophil counts was confirmed for all patients by an experienced hematologist upon enrollment. Graft-versus-host disease (GVHD) prophylaxis was calcineurin inhibitors (cyclosporine for related and tacrolimus for unrelated donors) plus short-course methotrexate. Antithymocyte globulin was given to all patients. Decitabine was administered at a median of 86 days (range, 56-90 days) after transplantation. At the time of decitabine treatment, acute (≤ overall grade 2) or chronic GVHD was observed in nine and one patients, respectively. The clinical features are given in Table 2.
Patient disposition and dataset
Patient dispositions are detailed in Fig. 1. In cohort 1, the third patient dropped out of the study without PD sampling; thus, we substituted with an additional patient, since PK-PD results from three patients were needed to obtain the initial dose for cohort 2. Fourteen patients completed all the study-related procedures until Cycle 4, and maintenance dose was determined for each patient at the end of Cycle 4 ( Table 2).
For each subject, PK sampling was performed according to the protocol, and the average number of PD observations used in individual dose titration (IDT) was 5.76/cycle for both neutrophils and platelets. Among 58 treatment cycles of 15 patients, the doses for Cycles 2 to 4 (a total of 39 cycles) were determined through PK-PD model-based adaptive dose individualization. Cycle 2 doses in four patients were clinically determined for the following reasons: no significant blood cell count decrease after cycle 1 (subjects 8 and 10) and not enough time for PK-PD modeling and IDT from sudden changes in visit schedules for Cycle 2 dosing (subjects 11 and 12). The actual dosing interval was 34.5 ± 8.7 days (mean ± SD).
Estimated doses and safety outcomes
In all but one patient (14 out of 15), the absolute neutrophil count (ANC) was the dose-limiting factor throughout all cycles. During the cycles in which IDT was performed, the median ANC nadir observed was 1100/ mm 3 (range, 300/mm 3 to 2680/mm 3 ). The maintenance dose determined with four cycle data was higher than the initial doses in 10 out of the 15 patients. The initial doses (Cycle 1 doses) estimated by cohort dose estimation (CDE) were 4, 5, 5.5, and 5 mg/m 2 /day for cohorts 2, 3, 4, and 5, respectively. The median individual maintenance dose of decitabine was 7 mg/m 2 /day ( Table 2). Maintenance doses for the patients with Cycle 1 data inadequate for PK-PD modeling could be estimated using three cycle data (Cycles 2, 3, and 4) with acceptable model fits.
A total of nine dose-limiting toxicities (DLT, platelet count for one case and absolute neutrophil count for eight cases) were observed. Among these toxicities, seven cases occurred in non-IDT cycles (six in Cycle 1 and one in Cycle 2 with clinically determined doses). In the observed toxicities, 36.8 % of the non-IDT cycles (7 out of 19 cycles) showed dose-limiting toxicities, which was an approximately seven times higher occurrence rate than that observed in the IDT cycles (5.1 %, 2 out of 39 cycles).
Overall mixed-effect PK-PD analysis
A total of 95 PK observations and 622 PD observations (311 for ANC and 311 for platelet count, PC) were used in the overall mixed-effect PK-PD analysis. The one patient whose dose-limiting factor was PC was excluded from this analysis, whose disease entity was considered not to be similar to others, as she suffered from immune thrombocytopenia after transplantation and was managed with steroids. Among the data, 6.9 % (4 out of 58 cycles) was obtained from the cycles where IDT was not applied.
A two-compartment model was found to best describe the PK data. The between-subject variability (BSV) for CL (clearance from the central compartment) was the only random effect which could be estimated, except for the proportional residual error. The basic structure of the PD model was identical to that used for IDT and where A(N) is the cell count in the Nth compartment and C is the plasma decitabine concentration. A detailed description for the parameters is presented in Table 3. BASE is a parameter indicating the level of cell count maintained at baseline or at the period without drug effect. For platelets, an asymptotic structure describing gradual cell count increase over cycles improved the model significantly, and thus the following structure substituted the simple BASE parameter: where IMP is the empirical value of the maximum PC recovery expected, IMK is the rate constant for asymptotic PC recovery, and TIME is the time from the initiation of decitabine treatment.
No meaningful covariate was found in either the patient demographic or clinical variables. The parameter descriptions and estimates are given in Table 3. Simulated time courses of ANC changes, under the maintenance dosage of 5 mg/m 2 /day for four treatment cycles, are presented in Fig. 2.
Clinical course and non-hematological events
During four cycles of the dose-finding phase of this study, one patient (subject 3) died of pneumonia (protocol violation) while the other two (subject 1 and subject 11) also suffered from pneumonia but fully recovered. One of the three cases developed decitabine-induced neutropenia (subject 11, withdrawn). Aggravation of existing acute or chronic GVHD was not observed, while chronic GVHD was diagnosed in two patients (one in mild and the other in moderate form). Herpes zoster was a complication in three patients.
Discussion
We succeeded in administering the maximum dose allowed for each patient, with minimized toxicity. The dose for each cycle was determined based upon the observed cell counts in the previous cycle(s) which are the ultimate outcome of patient characteristics and drug effect. Thus, the dose can be considered as a reflection of the vulnerability of the graft, the sensitivity to decitabine, and any possible drug interactions affecting cell counts. This method meant that using a large number of cohorts, as typically required in the traditional dose escalation scheme, could be avoided. Moreover, the doses of four patients were reduced from their initial doses because of their relatively vulnerable PD characteristics. The treatment of these patients might have been discontinued if a traditional, fixed-dose design had been used. Most importantly, our study design showed the significant advantage that all dose individualization steps were accomplished with a favorable toxicity profile, judging from the proportion of cycles that exhibited grade 4 toxicities. When IDT was applied, the proportion of cycles exhibiting grade 4 toxicities dropped to approximately one-seventh the level (36.8 versus 5.1 %) compared with the non-IDT cycles. Thus, model-based dose individualization can be a useful option in earlyphase clinical trial designs, in particular when the initial dose cannot be set with sufficient confidence.
The PK properties of decitabine in Korean patients obtained here are similar to those in previous studies. Liu et al. [34] and Cashen et al. [35] reported that the PK properties of decitabine could be well described with a two-compartment model. The distributional characteristics from these two studies could be indirectly compared using the maximum concentration (C max ) predicted upon the completion of decitabine infusion. From previous reports, the maximum concentration of decitabine was within the range of 60-70 ng/mL, which was obtained [35,36]. This observation is consistent with our finding that the predicted C max after 1-h infusion of 5 mg/m 2 was 66.0 ng/mL. In addition, the average terminal half-life was also similar (0.31 h in this study); thus, the decitabine concentration is predicted to drop below 5 % of C max within 1.5-2 h after the completion of infusion.
The baseline cell count increase over cycles was modeled for platelet level. This was a consistent finding to the results from previous reports regarding the contribution of decitabine to cell proliferation [37][38][39][40][41]. For neutrophil counts, doses estimated by neutrophil count nadirs were gradually escalated over cycles until reaching the maintenance dose in ten patients while baseline cell count increase was not meaningful. Gradual deflation in the width of the prediction interval for ANC, resulting from improved precision of the model along with increased data points obtained throughout the cycles, seems to be one possible explanation. Dose escalation from this prediction interval deflation lowers the predicted median of course while maintaining the lower 25 % prediction interval above 500/mm 3 (grade 4 toxicity).
We also found it necessary to modify the interval between cycles that was initially planned as 4 weeks in this study. Although both PC and ANC were recovered to the baseline after decitabine dosing, our PK-PD model predicted that the time to nadir was 3.5 weeks and that Fig. 2, the lowest value of ANC appears to be achieved in the second cycle (6-7 weeks after treatment initiation). Thus, the initial nadir of ANC within the first 4-week cycle should not be mistaken for the lowest ANC value throughout the cycles. This could also have been a reason for failure in dose determination if traditional fixed-dose escalation based on the first cycle nadir was recruited. To optimize the dosing regimen that may overcome this difficult property of decitabine, an initial loading dose may be considered before giving maintenance doses.
Conclusions
We exemplified the adaptive dose titration approach, based upon a quantitative exposure-toxicity model, in this study. This approach seemed most useful, since this method enabled rapid and precise dose individualization. The most appropriate initial dose was determined to be 5 mg/m 2 /day for five consecutive days. Throughout the course of data analysis, issues such as extending between-cycle intervals and the use of loading doses were also raised. Cohort 6 is ongoing for exploration of the adequacy of the recommended starting dose, and additional report will be provided after completion of 12 cycles of treatment of all participants.
Ethics, consent, and permission
This study was designed and conducted in accordance with the principles of the Declaration of Helsinki and the good clinical practice guidelines of Korea. The independent institutional review board of Seoul St. Mary's Hospital approved this study protocol before the initiation of any study-related procedure, and written informed consent was obtained from every subject. The registration number of this trial at "ClinicalTrials.gov" is NCT01277484.
Patient eligibility
Patients starting decitabine treatment on days 42-90 after allo-HSCT and meeting the following criteria were considered eligible: adult aged ≤65; recipient of allo-HSCT for higher-risk (intermediate 2 or high risk) MDS, as assessed by the International Prognostic Scoring System [42], and/or AML evolving from MDS; disease remission with appropriate recoveries of PC >30,000/ mm 3 and ANC >1000/mm 3 , both of which were maintained for more than 7 days without any transfusions or growth factors; absence of grade III/IV acute GVHD; Eastern Cooperative Oncology Group (ECOG) performance status of 0 to 2; and no evidence of renal or hepatic impairment.
Study design
Patients were assigned to cohorts according to their order of enrollment. A cohort consisted of three patients to whom the same initial daily dose of decitabine (according to body surface area) was given. The initial dose for cohort 1 was 5 mg/m 2 /day. The designated dose was infused intravenously over 60 min daily for five consecutive days in each cycle, and the cycle was repeated every 4 weeks up to Cycle 12. However, dosing was suspended if blood cell counts insufficiently recovered (PC <30,000/mm 3 , ANC <1000/mm 3 ).
For cycles 2 to 4, the dose for each cycle was estimated using IDT according to PK-PD modeling and simulations based on blood cell count data accumulated until the time of dose estimation (just before administration). The maximum dose at which the occurrence of grade 4 hematologic toxicity (dose-limiting toxicity, PC <25,000/ mm 3 or ANC <500/mm 3 ) could be avoided at the lower limit of the 50 % prediction interval (25th percentile), according to 500 simulations, was determined to be the dose for the next cycle. If the data from the previous cycle were not adequate for PK-PD modeling (e.g., no significant blood cell count decreases), the dose was determined based upon the hematologist's clinical decision [43]. Only the upper limit of the dose increment was pre-determined that the next cycle dose cannot exceed 150 % of the previous dose. The dose determined at Cycle 4 for each individual was maintained thereafter.
The fixed initial dose for each cohort was also estimated using PK-PD modeling and simulations and was based on the observations from the previous cohorts (CDE). For cohort 2, all of the data obtained before the initiation of treatment for the first patient in cohort 2 were used for the initial dose estimation; however, only Cycle 1 data from the previous cohorts were used for cohort 3, 4, and 5. A new cohort was not initiated before completion of the first cycle in the last patient of the previous cohort.
A schematic diagram of the overall study design is presented in Fig. 3.
PK and PD samplings
To determine plasma concentration measurements, seven whole-blood samples (10 mL each) were collected using EDTA tubes before dosing and then at 20, 40, 60, 90, 120, and 180 min after initiation of the first dose infusion of Cycle 1. The samples were immediately cooled in an ice bath and then centrifuged (3000 rpm, 4°C, for 10 min) within 1 h from the last sampling time. After centrifugation, 4 mL of plasma from each sample was aliquoted into four microtubes (1 mL each), and 10 μL of 10 mg/mL tetrahydrouridine (THU) solution was added to each microtube. Microtubes were stored at −70°C until plasma concentration assays.
As PD (toxicity) markers, PCs and ANCs were monitored at scheduled follow-up visits (weekly until Cycle 4 and biweekly thereafter). The procedures for obtaining PCs and ANCs followed the routine clinical practices for automated complete blood cell counts at Seoul St. Mary's Hospital.
Plasma concentration measurements
Plasma samples were analyzed using liquid chromatography coupled with tandem mass spectrometry (API 4000, ABSciex, Canada) based upon a previously reported method [34]. The lower limit of quantification (LLOQ) was 0.5 ng/mL. The coefficients of correlation (r 2 ) were greater than 0.9975 in the range of 0.5-100 ng/mL decitabine, as determined by weighted linear regression (1/concentration). The precision (% coefficient of variation) and mean intraand inter-day accuracies were below 11.57 % and 95.55-102 %, respectively.
PK-PD modeling and simulation
A mixed-effect analysis was performed using NONMEM (ver. 7.2, Icon Development Solution, Ellicott City, MD, USA). During the early phase of this study (e.g., IDT for cohort 1 and CDE for cohort 2), during which sufficient PD data to build a robust model were unavailable, we adopted the PD model proposed by Wallin et al. (2009) [33]. This model was used in conjunction with the onecompartment, first-order elimination PK model to build the initial PK-PD model. Therefore, only the values of the PK-PD parameters for each individual were estimated at this step. Then, as data accumulated, we performed additional modeling to find a better PK-PD model structure that optimally fits the data. Multi-compartment PK models, in addition to PD structures such as baseline cell count increase, were tested in the modeling process. Fig. 3 Overall schema of the study design. Individual dose titration was performed for the next cycle based on the observations from the previous cycle (solid straight arrows). Cohort dose estimation was performed to determine initial doses (broken line arrows): (i) for cohort 2, using all data obtained from cohort 1 until the initiation of cohort 2; (ii) for cohorts 3-5, using only Cycle 1 data of previous subjects. The dose of Cycle 4 was maintained until the completion of decitabine treatment (Cycle 12) (dotted lines) Random effects were also taken into consideration. The structure to describe the residual error, which refers to the deviation of each observation from the value predicted by the PK-PD model, was initially applied to both IDT and CDE procedures as follows: where DV ij is the jth measured concentration or blood cell count in the ith individual, IPRED ij is the modelpredicted value for the corresponding observation (DV ij ), and ε prop,ij and ε add,ij are the residual variabilities with means of 0 and variances of σ prop 2 and σ add 2 , respectively. For the CDE step, BSV (η i ) of each PK and PD parameter was tested as follows: where P ij is the jth model parameter in the ith individual and TVP j is the typical value of the jth model parameter.
The BSV for each parameter was assumed to follow a normal distribution, with a mean of 0 and differing values of variance (described using the symbol ω i 2 ). The first-order conditional estimation with interaction option (FOCE-I) method was used whenever applicable. Model adequacies were assessed based upon goodness-offit plots, likelihood ratio tests (LRT), and model stability measures (e.g., successful convergence, matrix singularity, and significant digits). Cutoff criteria incorporated a p value of 0.05 (e.g., 3.84 for one parameter addition, 5.99 for two) for LRT to determine statistically significant improvements in the model.
Covariate analysis was performed for potential covariates, including demographic variables (sex, age, baseline body weight, and surface area) and clinical variables (mainly results from laboratory tests). After covariate screening via visual correlation check-ups and generalized additive modeling (GAM) procedures, the variables selected from the screening were tested as fixed effects for a certain PK-PD parameter, using LRT and decreases in BSV for the corresponding parameter.
|
Thread:RoscaGabriel/@comment-8-20191123124054
* Check out Wiki Features to turn on some special features including our popular community Chat.
* Customize your community’s color and style by visiting the Theme Designer.
* Stop by Community Central to check out the staff blog, and ask questions on our community forum.
Have fun!
|
<?php
include_once("database-connect.php");
if(!isset($_POST['pre_name']))
die("Name not found");
$pre_name = preg_replace("/\s+/",' ',trim($_POST['pre_name']));
$pre_name = explode(' ',$pre_name);
$words = array();
for ($i=0; $i<count($pre_name);$i++){
array_push($words,"%".$pre_name[$i] ."%");
array_push($words,"%".$pre_name[$i] ."%");
}
$aux = array();
for ($i=0; $i<count($words);$i++){
array_push($aux,$words[$i]);
}
$type = "ss";
$sql = "Select concat(lastname,' ',firstname) as 'Name', id_user as 'Id', address from users where lower(lastname) like lower(?) or lower(firstname) like lower(?)";
for($i=1;$i<count($pre_name);$i++){
$type.="ss";
$sql.= " or lower(lastname) like lower(?) or lower(firstname) like lower(?)";
}
if(!($stmt=$conn->prepare($sql))){
echo json_encode(array("error"=>("Could not post your report. ".$conn->error)));
die();
}
@call_user_func_array(array($stmt,"bind_param"),array_merge(array($type),$words));
$stmt -> execute();
$users = array();
if($result = $stmt->get_result()){
while($row = $result->fetch_assoc()){
$user = new \stdClass();
$user->name = $row['Name'];
$user->id_user = $row['Id'];
$user->address = $row['address'];
array_push($users,$user);
}
}
$stmt -> close();
if(count($users) === 0)
echo json_encode(array("status"=> "null", "result" => array()));
else
echo json_encode(array("status" => "users", "result" => $users));
?>
|
Update docker-local.md
Purpose / why
Since the instructions promised an install profile product, i updated the command to reflect that. In fact this is still a wishful thinking since https://github.com/Islandora-Devops/isle-dc/pull/160 is not merged.
Verification
Go to the install profile branch of the isle dc.
Try make local and see that the non-install profile Bartik site is created
With make local-install-profile see that the install profile is created.
Though at the moment, running make local-install-profile yields some errors and warnings such as
[warning] Could not find required jsonld.settings to add default RDF namespaces.
[warning] The "views_block:members-block_1" was not found
[error] Error getting JWT token for message. Check JWT Configuration.
[error] Error getting JWT token for message. Check JWT Configuration.
Interested Parties
@noahwsmith @Natkeeran
Checklist
Pull-request reviewer should ensure the following
[ ] Does this PR link to related issues?
[ ] Does the proposed documentation align with the Islandora Documentation Style Guide?
[ ] Are the changes accurate, useful, free of typos, etc?
Person merging should ensure the following
[ ] Does mkdocs still build successfully? (This is indicated by TravisCI passing. To test locally, and see warnings, see How To Build Documentation.)
[ ] If pages are renamed or removed, have all internal links to those pages been fixed?
[ ] If pages are added, have they been linked to or placed in the menu?
[ ] Did the PR receive at least one approval from a committer, and all issues raised have been addressed?
@Natkeeran does this reflect your understanding of the end of the current Sprint? Is Rosie correct about the steps that we should be advising for the community, after that MR is merged? Or maybe I should ask- are we expecting https://github.com/Islandora-Devops/isle-dc/pull/160 to be merged? Or did the merges I saw you and @alxp working on do this without the old one in 160?
Closing, as the wording has been changed back to just make local.
|
Rampage Through Time for PS1 thinks you don’t have friends
That’s okay, I’m your friend
Recommended Videos
I have a massive soft spot for the Rampage series. I’ve been fascinated with it since I was a kid. One of the first things I did while attending college is play through World Tour with a new acquaintance. It’s become a staple series for my husband and me to play. It’s simple. You drop in as a monster and mindlessly smash things until the game ends. Rampage: Universal Tour even had a hint of strategy in managing your stock of lives.
Rampage Through Time is the last of the games I had yet to play unless you count some portable ports. It only came out on the PS1 in 2000, having never received a port or re-release. Because of that, it’s been something of a mystery for me. Something I kept my eye out for so I’d have another title to play with my husband, but not something that I had to hunt down immediately. Eventually, a pristine copy joined my library, and it was just a matter of making time for it.
With a purposeful grimace and a terrible sound
I’ve already given the jist of the Rampage games, but here’s a bit more if you’re still unclear. You play as a 20-foot monster. You’re dropped into a city, and your goal is to raze it to the ground. To do this, you climb the sides of buildings to kick and punch them or stomp on them from above. The human military (and later, aliens) try to stop you, but you can refill your health by eating people or giant food that you find in windows. There’s not much more to it than that. It’s an act of balancing your health and dishing out as much destruction as possible.
The original arcade release in 1986 was a single-screen affair. It was a decent quarter-muncher, but it had about a billion (literally 786) levels that were roughly all the same. This made home console ports pretty excruciating since you didn’t just stop when you ran out of quarters. It expected you to keep going.
In 1997, the series was revived with Rampage: World Tour. This took the core gameplay of flattening cities and expanded it beyond a single screen. Gameplay was still almost stiflingly simple, but when you had a couple friends to play it with, it was generally a lot of fun just seeing what city you’d end up in next.
After that, Midway handed development to Avalanche Software, who did a home console exclusive, Rampage: Universal Tour. Although the name implies that you maybe spend a lot of time in space, most of the game is actually just traveling the globe again. It’s easy to dismiss it as a lazy photocopy of World Tour, but a lot of small improvements were made to make it more fitting for consoles. There were more monsters, the progression was dissected in a way that made conserving lives a bit more important, the graphics were more varied, but largely, it played mostly the same.
Time-space anomoly
I really wasn’t expecting Rampage Through Time to shake things up any. Just the timing of it makes it seem like they were trying to squeeze one more game out of the same formula. The fact that it was PS1 exclusive even implies that they didn’t think it was worth porting to the N64.
The big shake-up here is that rather than just stomp across the earth a third time, you do it in different time periods. There are quite a few different settings, ranging from Ancient Egypt to the future. How does this impact gameplay? Not a whole lot. There are some enemies that only crop up in particular time periods, but buildings have always smashed the same through the ages.
In a lot of ways, it feels like a bit of a step back from Universal Tour. After every three levels, it has you play a mini-game, then it moves you to a different random time period. While each of the time periods features their own aesthetics, there’s still a lot of copy+pasting and palette swapping. There’s plenty unique in every time period, but it’s hard to ignore the buildings and humans that are just a recoloration from another time period. There’s more variety, but it’s not as visually appealing.
Gosh darn it
At this point, you may be wondering why Rampage Through Time bears the mark of kusoge. Sure, it has its drawbacks, but nothing that should make it sound like a crap game. So why has it been chosen?
Gosh darn Rampage Through Time. Gosh darn it to heck.
For some unfathomable reason, they chose to scrap the co-op campaign, and it doesn’t make any sense. Remember how I said I play these games with my husband? Well, so much for that. The only multi-player modes are a tournament through a set number of random time periods and the option to play through the game’s derivative, crappy mini-games. Nowhere will you find the satisfaction of wrecking every time period with your buddies; it isn’t an option.
I’m not a duck
There is an “adventure” mode, but it’s single-player only. Here’s where it gets perplexing: the AI plays the other two monsters. No, this doesn’t mean that all the monsters can trek wherever they please, they’re all still stuck on a shared screen, so I don’t know why a human can’t play as one of the other monsters. The only difference is that there’s a competitive edge to Rampage Through Time. You are awarded a star in any of three categories that only exist to give you a slight head start in the teeth-clenchingly maddening mini-games that mark the end of each round. By the way, if you fail to beat the computer monsters at the end of the round, you’re given a game over and kicked back to the title screen.
I hate it. If you asked me how to make the worst imaginable Rampage game, the top of my list would read “make it single-player only.” The games weren’t exactly all that long, but they’re undeniably repetitive. I don’t often like having people around, but the only way I was ever going to get to the end of any of the games is by having someone around to eat nachos with. It’s just easier to stay awake when there’s someone I can bore with random facts about video games and complain about some niche game not getting a modern port. Extracting the multi-player is like getting rid of the hot dog and keeping the bun. I’m not a duck! I don’t just want to eat bread!
Just bread
I’m not sure I can recall the last time I’ve been so disappointed by any game. And all because they simply removed a feature. This must be what it was like for Halo split-screen co-op fans when it became online-only for Halo 5. It might just be a matter of expectations, but I don’t feel these expectations are unreasonable.
There has always been a competitive side to the Rampage games, some more directly than others. But at the end of the day, you and whoever was cuddled up to you wanted the same thing: to see all the buildings knocked to the ground. So, I’m not sure what leads to this: a Rampage where multiplayer is not only strictly adversarial but also the winner is decided by whoever can play Asteroids better. What happened? This is clearly the darkest timeline.
Thankfully, it wasn’t the end of the series. Rampage: Total Destruction was released in 2006 on GameCube, PS2, and Wii. Critics at the time decried it as more of the same, but after Rampage Through Time shot itself in the kneecap, I’m happy we got that at least.
We won’t speak of the 2018 film based on the license.
For previous Weekly Kusoge, check this link!
About The Author
Zoey Handley
Staff Writer - Zoey is a gaming gadabout. She got her start blogging with the community in 2018 and hit the front page soon after. Normally found exploring indie experiments and retro libraries, she does her best to remain chronically uncool.
More Stories by Zoey Handley
|
shales . .
J^ear Exeter post office a sandstone formation appears between the Morrison and the Red Beds. It lies unconformably upon the Red Beds. It ap parently underlies the Morrison conformably . It is a firm, hard and rather coarse but evenly lami nated sandstone, pink to white in color. The lower members are pink, while those above are lighter colored. It has the appearance of being composed of the coarse material eroded from the Red Beds. The sandstone has a maximum thickness of 75 feet, and extends from a point several miles west of Exeter, where it thins out, eastward to the Okla homa-New Mexico line, where it drops beneath the canyon bottom. No fossils of any kind have been found in this sandstone. It occurs in a series of nearly perpendicular cliflis, making a broad con tinuous band along the canyon sides (Lee, 1902, 5) . The Morrison in this locality, according to Lee (1902, 5), "rests in turn (1) upon the gypsum conformably; (2) upon the gypsum and underly ing Red Beds unconformably; (3) upon the Exeter sandstone conformably." Lee also notes that the Morrison shales, as a formation, do not vary to any considerable extent in character or thickness at this locality. "Whatever may have been the physical conditions prior to the deposition of the shales [Morrison], it is evident that the shales were de posited over a well-graded surface. It follows also that there was a somewhat notable time-interval between the Red Beds and the shales. A part at least of this time-interval is represented by the unconformity between the Red Beds and the Exeter sandstone. It is uncertain whether there is a time break between the Exeter sandstone and the overlying shales. However this may be, the seeming conformity which exists in many places between the Red Beds and the shales is deceptive. The con-
|
Page:Early voyages to Terra Australis.djvu/182
34 RELATION OF
We sailed from the above island "W. by N., and found nearly a point easterly variation. We continued this course till in full 10° S. latitude. In this situation we found a low island of five or six leagues, overflowed and without sound- ings : it was inhabited, the people and arms like those we had left, but their vessels were diff'erent. They came close to the ship, talking to us and taking what we gave them, begging more, and stealing what was hanging to the ship, throwing lances, thinking we could not do them any harm. Seeing we could not anchor, on account of the want we were in of water, our commander ordered me ashore with two boats and fifty men. As soon as we came to the shore they opposed my entrance, without any longer keeping peace, which obliged me to skirmish with them. When we had done them some mischief, three of them came out to make peace with me, singing, with branches in their hands, and one with a lighted torch and on his knees. We received them well and embraced them, and then cloathed them, for they were some of the chiefs ; and asking them for water they did not choose to shew it me, making signs as if they did not understand me. Keeping the three chiefs with me, I ordered the sergeant, with twelve men, to search for water, and having fallen in with it, the Indians came out on their flank and attacked them, wounding one Spaniard. Seeing their treachery they were attacked and defeated, without other harm whatever. The land being in my power, I went over the town without finding anything but dried oysters and fish, and many cocoa-nuts, with which the land was well provided. We found no birds nor animals, except little dogs. They have many covered embarcations, with which they are accustomed to navigate to other islands, with latine sails made curiously of mats ; and of the same cloth their women are cloathed with little shifts and petticoats, and tlic men only round their waists and hips. From hence we put off" with the boats loaded with M'ater, but by the
|
Panel function test circuit, display panel, and methods for function test and electrostatic protection
ABSTRACT
A panel function test circuit is able to perform a function test when a display panel is in a first state and is able to perform electrostatic protection when the display panel is in a second state, whereby the display panel requires fewer components and less wiring space.
RELATED APPLICATIONS
The present application claims the benefit of Chinese Patent Application No.<PHONE_NUMBER>52.5, filed May 23, 2014, the entire disclosure of whichis incorporated herein by reference.
FIELD
The present disclosure relates to the field of liquid crystal display and particularly to a panel function test circuit, a display panel, and methods of providing for a function test and electrostatic protection.
BACKGROUND
For characteristics like small volume, low power consumption, free of radiation, etc., Thin Film Transistor Liquid Crystal Display (TFT-LCD)technology has developed rapidly in recent years and has become prevalent in current flat-panel displays. At present, the TFT-LCD technology is widely used in various sized products including small,medium, and large products, covering a broad spectrum of modern electronic products, such as a liquid crystal television, ahigh-definition digital television, a computer (desktop and laptop), a cell phone, a tablet, a GPS, a vehicle-mounted display, a projection display, a video camera, a digital camera, an electronic watch, a calculator, an electronic instrument, a meter, a public display, a virtual display, and so on.
At present, a production line of a TFT-LCD display panel is divided into four main working sections, i.e., Array, Color Filter (CF), Cell, and Module.
The Array section relates to the manufacture of a TFT array substrate,having a focus on the manufacture of signal lines of metal layers and individual pixel capacitor units on the TFT array substrate.
The CF section relates to the manufacture of a Black Matrix (BM) layer,an RGB layer, a transparent electrically conductive layer, etc. on the CF substrate.
The Cell section relates to adhering the TFT array substrate and the CF substrate to one another by using a seal to form an integrated and closed panel (liquid crystal screen), which mainly includes the steps of printing a rubbing film, aligning the rubbing film, dripping liquid crystal, curing with the seal, etc. In the Cell section, after a large glass substrate (motherboard glass) is fittingly adhered, it is cut to result in smaller pieces of liquid crystal screen units, and then a Cell Test is performed for the liquid crystal screen units. The Cell Test aims at detecting defects, which mainly include mura, block, cell stain,bright line, and so on, of the liquid crystal screen units appearing inthe Array and Cell sections. Generally, the display panel needs to be provided with a panel function test circuit for the Cell Test.
The Module section mainly includes assembling the manufactured liquid crystal screen units, on which a polarizer and a PCB drive circuit havebeen affixed, with a backlight to form a final finished display module product.
When the display panel works normally, a phenomenon of Electrostatic Discharge also exists. Electrostatic Discharge is a major factor in causing electronic assemblies and electronic systems to suffer Electrical Overstress damage, which may lead to permanent destruction of semiconductor devices, thus resulting in functional failure of the integrated circuit. Therefore, the display panel further needs to be provided with an electrostatic protection circuit for use during operation of the display panel, wherein the electrostatic protection circuit often connects electrically with a signal line of the displaypanel.
Since both a panel function test circuit and an electrostatic protection circuit need to be provided, respectively, more wiring space is required.
SUMMARY
An object of the present invention is to provide a panel function testcircuit, a display panel, and methods of providing for a function test and electrostatic protection, which can eliminate or at least mitigate one or more of the above problems, such as the need for more wiring space.
An exemplary embodiment of the present invention provides a panelfunction test circuit including a first subcircuit and a secondsubcircuit connecting electrically with the same data line of a displaypanel. The first subcircuit and the second subcircuit are configured toprovide a test signal for the data line of the display panel in a test state, or to perform electrostatic discharge of an electrostatic signal transferred through the data line of the display panel in a work state.
Because the panel function test circuit may also serve as anelectrostatic protection circuit of the display panel in the subsequent work state, the functionality of two circuits, i.e., a panel functiontest circuit and an electrostatic protection circuit, is implemented by one circuit without additional elements, so that the number of components and the occupied wiring space are reduced.
According to an exemplary embodiment, the first subcircuit is configured to provide the test signal for the data line through its third terminal based on a first control signal accessed through its first terminal anda first test signal accessed through its second terminal, or for performing discharge for a high level electrostatic signal transferred through the data line and received through its third terminal based on a second control signal accessed through its first terminal and a first level signal accessed through its second terminal. The second subcircuitis configured to provide the test signal for the data line through its third terminal based on the second control signal accessed through its first terminal and a second test signal accessed through its secondterminal, or for performing discharge for a low level electrostatic signal transferred through the data line and received through its third terminal based on the first control signal accessed through its first terminal and a second level signal accessed through its second terminal.
In this embodiment, both the first subcircuit and the second subcircuitmay provide the test signal for the function test when the display panel is in the test state and may also serve, respectively, as a positive electrostatic discharge circuit and a negative electrostatic discharge circuit when the display panel is in the work state.
According to another exemplary embodiment, the first subcircuit includes a first transistor, and the second subcircuit includes a second transistor. A gate of the first transistor is the first terminal of thefirst subcircuit, a source of the first transistor is the secondterminal of the first subcircuit, and a drain of the first transistor isthe third terminal of the first subcircuit. A gate of the second transistor is the first terminal of the second subcircuit, a source ofthe second transistor is the second terminal of the second subcircuit,and a drain of the second transistor is the third terminal of the secondsubcircuit.
In this embodiment, since the first subcircuit is the first transistor and the second subcircuit is the second transistor, the circuit can be easily implemented and has a simple structure.
According to yet another exemplary embodiment, the first transistor is aP MOS transistor, and the second transistor is an NMOS transistor.
According to still another exemplary embodiment, the first controlsignal is a low level signal, and the second control signal is a highlevel signal; and the first level signal is a high level signal, and thesecond level signal is a low level signal.
An exemplary embodiment of the present invention provides a displaypanel including a plurality of data lines and a panel function testcircuit as described above.
The exemplary embodiments of the present invention provide various advantages by combining a panel function test circuit and anelectrostatic protection circuit, wherein the panel function testcircuit provides the test signal when a function test is performed forthe display panel and provides electrostatic protection when the displaypanel is at work, thus reducing the overall number of components needed and saving wiring space.
An exemplary embodiment of the present invention further provides a function test method for a display panel, which adopts a panel functiontest circuit as described above and includes: inputting a first controlsignal through a first terminal of the first subcircuit, inputting a first test signal through a second terminal of the first subcircuit, andproviding the test signal for the data line of the display panel through a third terminal of the first subcircuit; and/or, inputting a secondcontrol signal through a first terminal of the second subcircuit,inputting a second test signal through a second terminal of the secondsubcircuit, and providing the test signal for the data line of thedisplay panel through a third terminal of the second subcircuit.
According to an exemplary embodiment, the first subcircuit is a PMOStransistor, and the steps of inputting the first control signal throughthe first terminal of the first subcircuit, inputting the first test signal through the second terminal of the first subcircuit, andproviding the test signal for the data line of the display panel throughthe third terminal of the first subcircuit correspond to inputting thefirst control signal through a gate of the PMOS transistor, inputtingthe first test signal through a source of the PMOS transistor, andproviding the test signal for the data line of the display panel through a drain of the PMOS transistor, respectively.
According to another exemplary embodiment, the second subcircuit is anN MOS transistor, and the steps of inputting the second control signal through the first terminal of the second subcircuit, inputting thesecond test signal through the second terminal of the second subcircuit,and providing the test signal for the data line of the display panel through the third terminal of the second subcircuit correspond toinputting the second control signal through a gate of the NMOStransistor, inputting the second test signal through a source of theN MOS transistor, and providing the test signal for the data line of thedisplay panel through a drain of the NMOS transistor.
According to yet another exemplary embodiment, the first control signal is a low level signal, and the second control signal is a high levelsignal.
The exemplary embodiments of the present invention are advantageous as a result of the panel function test circuit having function test and electrostatic protection functionality, and both the first subcircuitand the second subcircuit may provide the test signal when the functiontest is performed for the display panel, such that there is no need toprovide a separate panel function test circuit, thus reducing the overall number of components needed and saving wiring space.
An exemplary embodiment of the present invention also provides anelectrostatic protection method for a display panel, which adopts a panel function test circuit as described above and includes: inputting a second control signal for controlling switch-off of the first subcircuitof the panel function test circuit through a first terminal of the firstsubcircuit, and inputting a first level signal through a second terminal of the first subcircuit; inputting a first control signal for controlling switch-off of the second subcircuit through a first terminal of the second subcircuit, and inputting a second level signal through a second terminal of the second subcircuit; and performing, by the firstsubcircuit or the second subcircuit, electrostatic discharge for anelectrostatic signal, upon arrival of the electrostatic signal transferred through the data line.
According to an exemplary embodiment, the first subcircuit is a PMOStransistor, and the second subcircuit is an NMOS transistor; the first control signal is a low level signal, and the second control signal is ahigh level signal; and the first level signal is a high level signal,and the second level signal is a low level signal.
According to another exemplary embodiment, the step of performing, bythe first subcircuit or the second subcircuit, electrostatic discharge of the electrostatic signal, when the electrostatic signal transferred through the data line arrives includes: performing, by the firstsubcircuit, electrostatic discharge of the electrostatic signal, if the electrostatic signal is a high level electrostatic signal, and the level of the electrostatic signal is higher than the level of the secondcontrol signal; and performing, by the second subcircuit, electrostaticdischarge of the electrostatic signal, if the electrostatic signal is alow level electrostatic signal, and the level of the electrostatic signal is lower than the level of the first control signal.
The exemplary embodiments of the present invention are advantageous as a result of the panel function test circuit having function test and electrostatic protection functionality, and the first subcircuit and thesecond subcircuit can provide, respectively, positive electrostaticdischarge and negative electrostatic discharge when the display panel isat work, such that there is no need to provide a separate electrostatic protection circuit, thus reducing the overall number of components and saving wiring space.
BRIEF DESCRIPTION OF THE DRAWINGS
FIG. 1 is a schematic diagram of the general structure of a panelfunction test circuit according to an exemplary embodiment;
FIG. 2 is a schematic diagram of the specific structure of a panelfunction test circuit according to an exemplary embodiment;
FIG. 3 is a schematic diagram of a panel function test circuit,according to an exemplary embodiment, being used to perform a functiontest of a display panel;
FIG. 4 is a schematic diagram of a panel function test circuit,according to an exemplary embodiment, being used to perform electrostatic protection; and
FIG. 5 is a flowchart showing an electrostatic protection method,according to an exemplary embodiment.
DETAILED DESCRIPTION
Implementation of various exemplary embodiments of the present invention is described in detail in the following description and the accompanying drawings. It is to be noted that the same or similar reference signs throughout represent the same or similar elements or elements with thesame or similar functions. The embodiments described below by reference to the accompanying drawings are exemplary and provided merely for the purpose of explaining the present invention and should not be construed as limiting to the general concepts of the present invention as described and suggested herein.
For the consideration of improving yield of display panels (e.g.,TFT-LCD display panels), various tests are performed during the production of the display panel. Generally, a plurality of display panels are formed as one production cell wherein the display panels area single unit before being cut. A Cell Test is performed by the panelfunction test circuit before the display panels are cut. When cut into separate display panels, each separated display panel needs anelectrostatic protection circuit for ensuring it works in a stable state. Therefore, conventionally, the panel function test and the electrostatic protection have been implemented by two distinct circuits,which requires more space for the components and wiring associated with each circuit. In order to solve problems arising from this conventional approach, the present disclosure provides a panel function test circuit,a display panel, and methods of providing for a function test and electrostatic protection.
Referring to FIG. 1, a panel function test circuit 100, according to an exemplary embodiment, includes a first subcircuit 101 and a secondsubcircuit 102, each connected electrically with the same data line data of a display panel. The first subcircuit 101 and the second subcircuit102 are configured to provide a test signal for the data line of thedisplay panel in a test state, or to perform electrostatic discharge ofan electrostatic signal transferred through the data line of the displaypanel in a work state.
In an exemplary embodiment of the present invention, the panel functiontest circuit 100 may serve as an electrostatic protection circuit of thedisplay panel in the subsequent work state, wherein the functionality ofthese two circuits, i.e. a panel function test circuit and anelectrostatic protection circuit, are implemented by one circuit (i.e.,the panel function test circuit 100) without requiring additional elements, such that the overall number of needed components and the occupied wiring space are reduced.
According to an exemplary embodiment, the first subcircuit 101 is configured to provide the test signal for the data line through its third terminal A3 based on a first control signal accessed through its first terminal A1 and a first test signal accessed through its secondterminal A2, or for performing discharge of the electrostatic signal transferred through the data line and received through its third terminal A3 based on a second control signal accessed through its first terminal A1 and a first level signal accessed through its secondterminal A2.
The second subcircuit 102 is configured to provide the test signal forthe data line through its third terminal B3 based on the second controlsignal accessed through its first terminal B1 and a second test signal accessed through its second terminal B2, or for performing discharge ofthe electrostatic signal transferred through the data line and received through its third terminal B3 based on the first control signal accessed through its first terminal B1 and a second level signal accessed through its second terminal B2.
In this exemplary embodiment, both the first subcircuit 101 and thesecond subcircuit 102 may provide the test signal for the function test of the display panel in the test state, and may also serve,respectively, as a positive electrostatic discharge circuit and a negative electrostatic discharge circuit when the display panel is inthe work state.
Referring to FIG. 2, a more specific schematic diagram of the panelfunction test circuit 100 is provided. In this exemplary embodiment, thefirst subcircuit 101 is a first transistor M1 and the second subcircuit102 is a second transistor M2. In FIG. 2, by way of illustration and not by way of limitation, the first subcircuit 101 is illustrated as a PMOStransistor and the second subcircuit 102 is illustrated as an NMOStransistor. In other exemplary embodiments, the first subcircuit 101 andthe second subcircuit 102 could be any type of transistors known in the art.
A gate of the first transistor M1 is the first terminal A1 of the firstsubcircuit 101, a source of the first transistor M1 is the secondterminal A2 of the first subcircuit 101, and a drain of the first transistor M1 is the third terminal A3 of the first subcircuit 101.
A gate of the second transistor M2 is the first terminal B1 of thesecond subcircuit 102, a source of the second transistor M2 is thesecond terminal B2 of the second subcircuit 102, and a drain of thesecond transistor M2 is the third terminal B3 of the second subcircuit102.
In this embodiment, the first subcircuit 101 is the first transistor M1and the second subcircuit 102 is the second transistor M2. In this manner, the panel function test circuit 100 can be easily implemented and has a simple structure.
Referring to FIG. 3, the panel function test circuit 100 being used to perform a function test of a display panel is illustrated. By way of example, and not by way of limitation, the first subcircuit 101 is thefirst transistor M1 wherein the first transistor M1 is a PMOStransistor, and the second subcircuit 102 is the second transistor M2wherein the second transistor M2 is an NMOS transistor.
Both the drain (the third terminal A3 of the first subcircuit 101) ofthe first transistor M1 and the drain (the third terminal B3 of thesecond subcircuit 102) of the second transistor M2 connect electrically with the same data line data of the display panel.
A low level signal VGL is accessed through the gate (the first terminalA1 of the first subcircuit 101) of the first transistor M1, and a first test signal ds is accessed through the source (the second terminal A2 ofthe first subcircuit 101) of the first transistor M1. In this case, thefirst transistor M1 is switched on, accordingly providing the test signal ds to the data line data.
A high level signal VGH is accessed through the gate (the first terminalB1 of the second subcircuit 102) of the second transistor M2, and a second test signal ds is accessed through the source (the secondterminal B2 of the second subcircuit 102) of the second transistor M2.In this case, the second transistor M2 is switched on, accordingly providing the test signal ds to the data line data.
That is to say, the first subcircuit 101 and the second subcircuit 102may provide the same test signal ds to the same data line data simultaneously. Based on the principle of testing the display panel according to this exemplary embodiment, when the function test is performed for the display panel, either the first subcircuit 101 or thesecond subcircuit 102 may be utilized, which is not further described to avoid repetition.
In at least some of the above exemplary embodiments, the first controlsignal is a low level signal, and the second control signal is a highlevel signal; and the first level signal is a high level signal, and thesecond level signal is a low level signal.
Referring to FIG. 4, the panel function test circuit 100 being used to perform electrostatic protection of a display panel is illustrated. Byway of example, and not by way of limitation, the first subcircuit 101is the first transistor M1 wherein the first transistor M1 is a PMOStransistor, and the second subcircuit 102 is the second transistor M2wherein the second transistor M2 is an NMOS transistor.
A high level signal VGH, for example a +5V level signal, is accessed through both the gate (the first terminal A1 of the first subcircuit101) of the first transistor M1 and the source (the second terminal A2of the first subcircuit 101) of the first transistor M1. The high levelsignal accessed through the gate of the first transistor M1 and the highlevel signal accessed through the source of the first transistor M1 maybe the same or different. In some exemplary embodiments, the same highlevel signal is applied for simplifying the implementation.
A low level signal VGL, for example a −5V level signal, is accessed through both the gate (the first terminal B1 of the second subcircuit102) of the second transistor M2 and the source (the second terminal B2of the second subcircuit 102) of the second transistor M2. The low levelsignal accessed through the gate of the second transistor M2 and the lowlevel signal accessed through the source of the second transistor M2 maybe the same or different. In some exemplary embodiments, the same lowlevel signal is applied for simplifying the implementation.
For example, when there is a high level electrostatic signal of +50V onthe data line data, the drain voltage of the first transistor M1 is+50V, which is higher than the gate voltage of +5V, i.e., the gate circuit has a negative voltage compared to that of the drain circuit.Accordingly, the first transistor M1 is switched on, and thus the first transistor M1 performs discharge of the high level electrostatic signal.
Also for example, when there is a low level electrostatic signal of −50Von the data line data, the drain voltage of the second transistor M2 is−50V, which is lower than the gate voltage of −5V, i.e., the gate circuit has a positive voltage compared to that of the drain circuit.Accordingly, the second transistor M2 is switched on, and thus thesecond transistor M2 performs discharge of the low level electrostatic signal.
An exemplary embodiment of the present invention provides a displaypanel, which includes a plurality of data lines and a panel functiontest circuit as described above.
These exemplary embodiments of the present invention are advantageous in that they combine a panel function test circuit and an electrostatic protection circuit, which allows the panel function test circuit to also provide electrostatic protection, according to a change of the input signal, during normal operation of the display panel, which reduces thenumber of necessary components and corresponding wiring, and thus reduces the overall space required.
An exemplary embodiment of the present invention provides a functiontest method for a display panel, which adopts the panel function testcircuit as described above and includes: inputting a first controlsignal through a first terminal of the first subcircuit, inputting a first test signal through a second terminal of the first subcircuit, andproviding a test signal for the data line of the display panel through a third terminal of the first subcircuit; and/or, inputting a secondcontrol signal through a first terminal of the second subcircuit,inputting a second test signal through a second terminal of the secondsubcircuit, and providing the test signal for the data line of thedisplay panel through a third terminal of the second subcircuit.
According to an exemplary embodiment, the first subcircuit is a PMOStransistor, and the steps of inputting the first control signal throughthe first terminal of the first subcircuit, inputting the first test signal through the second terminal of the first subcircuit, andproviding the test signal for the data line of the display panel throughthe third terminal of the first subcircuit correspond to inputting thefirst control signal through a gate of the PMOS transistor, inputtingthe first test signal through a source of the PMOS transistor, andproviding the test signal for the data line of the display panel through a drain of the PMOS transistor, respectively.
According to another exemplary embodiment, the second subcircuit is anN MOS transistor, and the steps of inputting the second control signal through the first terminal of the second subcircuit, inputting thesecond test signal through the second terminal of the second subcircuit,and providing the test signal for the data line of the display panel through the third terminal of the second subcircuit correspond toinputting the second control signal through a gate of the NMOStransistor, inputting the second test signal through a source of theN MOS transistor, and providing the test signal for the data line of thedisplay panel through a drain of the NMOS transistor, respectively.
According to yet another exemplary embodiment, the first control signal is a low level signal, and the second control signal is a high levelsignal.
These exemplary embodiments of the present invention are advantageous because the panel function test circuit provides both function test and electrostatic protection functionality, and both the first subcircuitand the second subcircuit may provide the test signal when the functiontest is performed for the display panel, such that there is no need toprovide a separate panel function test circuit, which reduces the numberof needed components and corresponding wiring space.
Referring to FIG. 5, an electrostatic protection method for a displaypanel, according to an exemplary embodiment, is shown, which adopts a panel function test circuit as described above. In step 501, a secondcontrol signal for controlling switch-off of the first subcircuit of the panel function test circuit is input through a first terminal of thefirst subcircuit, and a first level signal is input through a secondterminal of the first subcircuit; and, a first control signal for controlling switch-off of the second subcircuit is input through a first terminal of the second subcircuit, and a second level signal is input through a second terminal of the second subcircuit. In step 502, thefirst subcircuit or the second subcircuit performs electrostaticdischarge for an electrostatic signal, when the electrostatic signal arrives through the data line.
According to an exemplary embodiment, the first subcircuit is a PMOStransistor, the second subcircuit is an NMOS transistor; the first control signal is a low level signal, and the second control signal is ahigh level signal; and the first level signal is a high level signal,and the second signal is a low level signal.
According to another exemplary embodiment, the step of the firstsubcircuit or the second subcircuit performing electrostatic discharge for the electrostatic signal, when the electrostatic signal arrives through the data line (i.e., step 502) includes that the firstsubcircuit performs electrostatic discharge of the electrostatic signal,if the electrostatic signal is a high level electrostatic signal and the level of the electrostatic signal is higher than the level of the secondcontrol signal; and the second subcircuit performs electrostaticdischarge for the electrostatic signal, if the electrostatic signal is alow level electrostatic signal and the level of the electrostatic signal is lower than the level of the first control signal.
The exemplary embodiments of the present invention are advantageous because the panel function test circuit has both function test and electrostatic protection functionality, and the first subcircuit and thesecond subcircuit provide, respectively, positive electrostaticdischarge and negative electrostatic discharge when the display panel isin the work state, such that there is no need to provide a separate electrostatic protection circuit, thereby reducing the number of needed components and corresponding wiring space.
It is apparent that those skilled in the art could make various modifications and variations to the present invention without departing from the spirit and scope of the general inventive concepts.Accordingly, the present invention is also intended to include all such modifications and variations, as well as equivalents thereof.
1. A panel function test circuit, comprising a first subcircuit and a second subcircuit electrically connected to a data line of a displaypanel, wherein the panel function test circuit is operable to provide atest signal to the data line when the display panel is in a test state,and wherein the panel function test circuit is operable to perform electrostatic discharge of an electrostatic signal transferred throughthe data line when the display panel is in a work state.
2. The panelfunction test circuit of claim 1, wherein the first subcircuit has a first terminal, a second terminal, and a third terminal; wherein thesecond subcircuit has a first terminal, a second terminal, and a third terminal; wherein the first subcircuit is operable to provide the test signal to the data line through its third terminal based on a first control signal accessed through its first terminal and a first test signal accessed through its second terminal; wherein the firstsubcircuit is operable to perform discharge of a high level electrostatic signal transferred through the data line and received through its third terminal based on a second control signal accessed through its first terminal and a first level signal accessed through its second terminal; wherein the second subcircuit is operable to provide the test signal to the data line through its third terminal based on thesecond control signal accessed through its first terminal and a second test signal accessed through its second terminal; and wherein the secondsubcircuit is operable to perform discharge of a low level electrostatic signal transferred through the data line and received through its third terminal based on the first control signal accessed through its first terminal and a second level signal accessed through its second terminal.3. The panel function test circuit of claim 2, wherein the firstsubcircuit comprises a first transistor; wherein the second subcircuitcomprises a second transistor; wherein a gate of the first transistor isthe first terminal of the first subcircuit, a source of the first transistor is the second terminal of the first subcircuit, and a drain of the first transistor is the third terminal of the first subcircuit;and wherein a gate of the second transistor is the first terminal of thesecond subcircuit, a source of the second transistor is the secondterminal of the second subcircuit, and a drain of the second transistor is the third terminal of the second subcircuit.
4. The panel functiontest circuit of claim 3, wherein the first transistor is a PMOStransistor; and wherein the second transistor is an NMOS transistor. 5.The panel function test circuit of claim 4, wherein the first controlsignal is a low level signal; wherein the second control signal is ahigh level signal; wherein the first level signal is a high levelsignal; and wherein the second level signal is a low level signal.
6. A display panel comprising a data line and a panel function test circuit electrically connected to the data line, wherein the panel function testcircuit is operable to provide a test signal to the data line when thedisplay panel is in a test state, and wherein the panel function testcircuit is operable to perform electrostatic discharge of anelectrostatic signal transferred through the data line when the displaypanel is in a work state.
7. A function test method for a display panel comprising a data line and a panel function test circuit including a first subcircuit and a second subcircuit electrically connected to thedata line, the method comprising at least one of: (1) inputting a first control signal through a first terminal of the first subcircuit,inputting a first test signal through a second terminal of the firstsubcircuit, and providing the test signal for the data line of thedisplay panel through a third terminal of the first subcircuit; and (2)inputting a second control signal through a first terminal of the secondsubcircuit, inputting a second test signal through a second terminal ofthe second subcircuit, and providing the test signal for the data line of the display panel through a third terminal of the second subcircuit.8. The function test method of claim 7, wherein the first subcircuit isa PMOS transistor, and wherein the steps of inputting the first controlsignal through the first terminal of the first subcircuit, inputting thefirst test signal through the second terminal of the first subcircuit,and providing the test signal to the data line of the display panel through the third terminal of the first subcircuit correspond toinputting the first control signal through a gate of the PMOStransistor, inputting the first test signal through a source of the PMOStransistor, and providing the test signal to the data line of thedisplay panel through a drain of the PMOS transistor, respectively. 9.The function test method of claim 7, wherein the second subcircuit is anN MOS transistor, and wherein the steps of inputting the second controlsignal through the first terminal of the second subcircuit, inputtingthe second test signal through the second terminal of the secondsubcircuit, and providing the test signal to the data line of thedisplay panel through the third terminal of the second subcircuitcorrespond to inputting the second control signal through a gate of theN MOS transistor, inputting the second test signal through a source ofthe NMOS transistor, and providing the test signal to the data line ofthe display panel through a drain of the NMOS transistor, respectively.10. The function test method of claim 7, wherein the first controlsignal is a low level signal; and wherein the second control signal is ahigh level signal.
11. An electrostatic protection method for a displaypanel comprising a data line and a panel function test circuit including a first subcircuit and a second subcircuit electrically connected to thedata line, the method comprising: inputting a second control signal for controlling switch-off of the first subcircuit of the panel functiontest circuit through a first terminal of the first subcircuit, andinputting a first level signal through a second terminal of the firstsubcircuit; inputting a first control signal for controlling switch-off of the second subcircuit through a first terminal of the secondsubcircuit, and inputting a second level signal through a secondterminal of the second subcircuit; and performing, by one of the firstsubcircuit and the second subcircuit, electrostatic discharge of anelectrostatic signal, when the electrostatic signal arrives through thedata line.
12. The electrostatic protection method of claim 11, wherein the first subcircuit is a PMOS transistor; wherein the second subcircuitis an NMOS transistor; wherein the first control signal is a low levelsignal; wherein the second control signal is a high level signal;wherein the first level signal is a high level signal; and wherein thesecond level signal is a low level signal.
13. The electrostatic protection method of claim 12, wherein the step of performing, by one ofthe first subcircuit and the second subcircuit, electrostatic discharge of the electrostatic signal, when the electrostatic signal arrives through the data line comprises: performing, by the first subcircuit,electrostatic discharge of the electrostatic signal, if the electrostatic signal is a high level electrostatic signal, and the level of the electrostatic signal is higher than the level of the secondcontrol signal; and performing, by the second subcircuit, electrostaticdischarge of the electrostatic signal, if the electrostatic signal is alow level electrostatic signal, and the level of the electrostatic signal is lower than the level of the first control signal.
|
With no explanation, label text_A→text_B with either "not-entailed" or "entailed".
text_A: It was my understanding with the EOL Team that all divisions would have the legal incorporated entity as part of the name .
text_B: The incorporating happened
entailed.
|
Coleopterological Notices, IV. 615
striction very feeble; disk coarsely, moderately closely punctate, the punctures tending slightly to coalesce longitudinally ; median im punctate line distinct except toward the apex. Elytra only just visibly wider than the prothorax, the sides feebly convergent, the apex not very narrowly rounded ; disk finely but deeply striate, the intervals from two to three times as wide as the grooves, rather coarsely, moderately densely, rugosely and indistinctly punctate throughout their widths. Prosternum deeply channeled along the middle, the groove squamose and limited at each side by an elevated straight ridge, the coxae separated by nearly one-third of their own width. Length 4.6-5.0 mm. ; width 1.9-2.1 mm.
Florida (Enterprise and Haw Creek). In the female the antennae are inserted at the middle of the beak, and the first joint of the funicle is a little longer, the second shorter ; the beak however does not differ much from that of the male, being merely a little less stout, somewhat less coarsely punctate and about as long as the head and prothorax. The statements in the original description, that the beak is slender and the anterior coxae widely separated, are greatly misleading.
CENTRINITES n. gen.
The chief characters differentiating this genus from Centrinus, are those w 7 hich relate to mandibular and antennal structure, but, although in several other respects the single species representing it is somewhat peculiar, it cannot be denied that Centrinites is one of the few unsatisfactory genera necessitated by a mandibular basis of classification — unsatisfactory because there is not a sufficiently great peculiarity of habitus. I believe, however, that any other taxo nomic basis for the genera in this part of the Barini, would give rise to much more pronounced and wide-spread ambiguity.
The mandibles in Centrinites are nearly as in Nicentrus, very feebly decussate and rather prominent when closed, but at the same time quite deeply notched within near the apex. The antennae are inserted slightly beyond the middle of the beak, and the outer joints of the funicle are finely pubescent like the club, having also, how ever, the usual long bristling setae or squamules ; the outer joints do not merge gradually into the club, the latter being sensibly ab rupt.
|
•vrhen lie was only a military tribune lie relieved tlie army from great anxiety the day before king Perseus was con quered by Paidus^ ; for lie Avas brought by the general into a public assembly, in order to predict the eclipse, of which he afterwards gave an account in a separate treatise. Among the Greeks, Thales the Milesian first investigated the sub ject, in the foui'th year of the forty-eighth ol}Tnpiad, pre dicting the eclipse of the sun which took place in the reign of Alyattes, in the 170th year of the City^ After them Hip parchus calculated the course of both these stars for the term of 600 years^, including the months, days, and hours, the situation of the different places and the aspects adapted to each of them ; all this has been confirmed by experience, and could only be acquired by partaking, as it were, in the councils of nature. These were indeed great men, superior to ordinary mortals, who having discovered the laws of these divine bodies, relieved the miserable mind of man from the fear which he had of eclipses, as foretelling some dreadful
* Tliis eclipse is calculated to have occurred on the 28th of Jime, 168 B.C. ; Brewster's Encyc. " Chronology," p. 415, 424. We have an account of this transaction in Livy, xliv. 37, and in Plutarch, Life of Paulus ^milius, Langhome's trans, ii. 279 ; he however does not mention the name of Gallus. See also Yal. Maximus, viii. 11. 1, and Quintihan, i. 10. Yal. Maximus does not say that Gallus predicted the ecUpse, but explained the cause of it when it had occm'red ; and the same statement is made by Cicero, De Eepub. i. 15. For an account of Sulpicius, see Hardouin's Index auctorum, Lemaire, i. 214.
2 An accovmt of tliis event is given by Herodotus, CHo, § 74. There has been the same kind of discussion among the commentators, respect ing the dates in the text, as was noticed above, note ^, p. 29 : see the remarks of Brotier and of Marcus in Lemaire and Ajasson, in loco. As tronomers have calculated that the echpse took place May 28th, 585 B.C. ; Brewster, ut supra, pp. 414, 419.
■* Hipparchus is generally regarded as the first astronomer who pro secuted the science in a regular and systematic manner. See "Wliewell, C. 3. p. 169 et seq., 177-179. He is supposed to have made his observa tions between the years 160 and 125 B.C. He made a catalogue of the fixed stars, which is preserved in Ptolemy's Magn. Const. The only work of his now extant is his commentary on Aratus ; it is contained in Petau's Uranologie. We find, among the ancients, many traces of their acquaintance with the period of 600 years, or what is termed the great year, when the solar and lunar phsenomena recur precisely at the same points. Cassini, Mem. Acad., and Bailly, Hist. Anc. Astron., have shown that there is an actual fovmdation for this opinion. See the remarks of Marcus ia Ajasson, ii. 302, 303.
|
I mean Either grow all of it out or shave it Off 68
Difficulty: Moderate
Instructions
Things You'll Require
Recommend Edits
Advocate product
Resources
University of Florida IFAS Extension; Grow Your Own Veggies Without having Earth; James M. Stephens
|
Mwangi SEKOU, petitioner, v. John KERESTES, Superintendent, State Correctional Institution at Mahanoy, et al.
No. 13-7648.
Supreme Court of the United States
Jan. 27, 2014.
Petition for writ of certiorari to the United States Court of Appeals for the Third Circuit denied.
|
User blog:Calua/OP Female Tournament Round 3 - Perona
Group 1 Makino Ishilly
Group 1
* 1) Makino
* 2) Ishilly
Group 2 Nami Conis
Group 2
* 1) Nami
* 2) Conis
Group 3 Hina Boa Hancock
Group 3
* 1) Hina
* 2) Boa Hancock
Group 4 Perona Moodie
Group 4
* 1) Perona
* 2) Moodie
<mainpage-leftcolumn-start /> Group 5 Xiao Keimi <mainpage-endcolumn />
<mainpage-rightcolumn-start /> Group 5 <mainpage-endcolumn />
* 1) Xiao
* 2) Keimi
<mainpage-leftcolumn-start /> Group 6 Shyarly Whitey Bay <mainpage-endcolumn />
<mainpage-rightcolumn-start /> Group 6 <mainpage-endcolumn />
* 1) Shyarly
* 2) Whitey Bay
<mainpage-leftcolumn-start /> Group 7 Paula Rika <mainpage-endcolumn />
<mainpage-rightcolumn-start /> Group 7 <mainpage-endcolumn />
* 1) Paula
* 2) Rika
<mainpage-leftcolumn-start /> Group 8 Nojiko Victoria Cindry <mainpage-endcolumn />
<mainpage-rightcolumn-start /> Group 8 <mainpage-endcolumn />
* 1) Nojiko
* 2) Victoria Cindry
|
Spotlights
March 24, 1970 B. HABRO ET AL 3,502,858
' SPOTLIGHTS Filed May 18, 1966 4 Sheets-Sheet 2 Fig. 3
INVENTORS BERT/L HAS/70 BY HARRY m rss/A/a M7Q7 W z A 7'TORNE Y8 March 24, 1970 B. HA BRo ET 3,502,858
' SPOTLIGHTS Filed May 18, 1966 4 Sheets-Sheet 5 Fig.5
INV TORE; BERT/L H 8R0 HARE BY Y TRYSS/NG ATTORNEY March 24, 1970 B. HABRQ ET AL. 3,502,858
SPOTLIGHTS i Filed May 18, 1966 4 Sheets-Sheet 4 AFN \jg ll 8 I. l/vvmrows A TTORNEYS United States Patent 3,502,858 SPOTLIGHTS Berti] Hzibro, Lid ingo, and Harry Tryssing, Alvsjo,
Sweden, assign ors to Aktiebolaget Deltaljus, Stockholm, Sweden, a corporation of Sweden Filed May 18, 1966, Ser. No. 551,122 Claims priority, application Sweden, May 26, 1965,
6,981/ 6 Int. Cl. F21p /00; F21v 29/00 US. Cl. 240-3 3 Claims ABSTRACT OF THE DISCLOSURE BACKGROUND OF THE INVENTION Spotlights, e.g. spotlights for illuminating sporting grounds, are frequently provided with linear light sources, said light sources being located at or close to the focal line of a reflecting mirror, said mirror having the general shape in cross-section of a parabolic or hyperbolic cylindrical surface. Said reflecting mirror is located in a housing which has a corresponding cylindrical shape. The housing is, as a rule, moulded of, for example, light metal, and it is generally provided with gables which also are moulded and are integral with the mantle part of the housing. Further, the housing is generally provided with projecting cooling flanges on the outer mantle-surface thereof. In hitherto known spotlights, said cooling flanges extend in a direction at a right angle to the longitudinal axis of the cylindrical mirror, which means, that in the operating position, the cooling flanges are vertical. It has been assumed, that a better cooling effect would be obtained by such a device, because the heated air is considered to be streaming upwards between the cooling flanges.
A spotlight of that kind has the disadvantage that it is rather expensive, because the housing has to be moulded, for example, in a sand mould, and its surface has to be rubbed of and provided with surface-finish in a conventional way.
SUMMARY OF THE INVENTION According to the present invention, it is possible to make the housing of the spotlight in a much less expensive and simpler way, which is particularly suited for mass production and very advanced automation.
The invention relates to a housing for a spotlight, comprising a cylindrical mantle part, wherein said mantle part consists of at least one cut piece of a continuously casted or extrusion-pressed profiled rod.
The invention is, among others, based on the knowledge, that the cooling flanges very well may be arranged in the longitudinal direction of the spotlight housing, so that they may be located in planes, which project radially from the cylindrical mantle surface of the housing. In that case, the air can not stream past the mantle surface and between the cooling flanges because of the heating of the air. But, surprisingly, this fact has proved to be of very little importance. In the practical case, the air is seldom or never standing still. The movements in the air which may be present because of different circumstances, such as wind, are generally of horizontal direction. Therefore,
ice
when the cooling flanges are located horizontally, the air will stream between the cooling flanges in the horizontal direction, whereby cooling of the flanges and of the mantle surface will take place. It has been found out, that this cooling is at least equal to or, in many cases, better than the cooling which is obtained by conventionally arranged, vertical cooling flanges.
According to a further embodiment of the invention, there is a second housing forming a junction box, which encloses the terminal board of the spotlight, and which is fastened outside the spotlight housing. This junction box is also made of a cut piece of a continuously cast or extrusion-pressed profiled rod, e.g. of li=ght-metal. The junction box may be fastened to the spotlight housing by means of grooves which are provided at one of said parts in which ribs, which are provided on the other part, are inserted.
The invention will now be described more in detail, reference being had to the accompanied drawings, in which FIG. 1 is a perspective view of the spotlight according to the invention as viewed from one side and from behind,
FIG. 2 is a cross-section of the spotlight housing and a junction box for a terminal board which is attached to the spotlight housing,
FIG. 3 is a gable, forming a part of the spotlight housing, as viewed from the outside,
FIG. 4 illustrates the same gable as viewed from the inside thereof,
FIGURE 4a is a cross section of the gable along line EE of FIGURE 4.
FIG. 5 is the same gable in cross-section,
FIG. 6 is a gable belonging to the junction box, as viewed from the outside,
FIG. 7 is the same gable in cross-section,
FIG. 8 is a fastening member which is connected to the junction box, said fastening member being provided with a socket for a ball and socket joint,
FIG. 9 is a cross-section of the fastening member shown in FIG. 8, viewed at a right angle as compared to FIG. 8.
In the drawing, 1 designates the mantle part of a housing for a spotlight. The mantle-part 1 has. an inner surface 2 which is shaped substantially as a parabolic cylinder. To that cylindrical surface a reflecting mirror can be attached. Such a reflecting mirror may have a shape which may differ from the shape of the surface 2. The reflecting mirror may also be provided with longitudinal folds or offsets in a manner known per se. By this means, the mantle part 1 may be used for different reflectors which give different dispersing angles in a vertical direction of the light beam generated by the spotlight.
The mantle part 1 is provided, on the outside thereof, with longitudinal cooling flanges. Further, the mantle part 1 is provided with two longitudinal ribs or tongues 4 and 5 which, as viewed in cross-section, have a narrower, inner portion 6 and 7, respectively, and an outer, wider portion 8 and 9, respectively.
According to the invention, the mantle part 1 consists of a cut piece of a continuously cast or extrusion-pressed profile rod, such a profiled aluminum or a profile of any other light metal. Therefore, the mantle part is very inexpensive, and it may be produced with very exact dimensions. Further, the surface of the mantle part 1 is smooth and even, and it may easily be provided with a layer of protecting finish of paint or varnish.
The junction box 10 for a terminal board is connected to the mantle part 1. In said junction box the different electrical connecting means for the spotlight are located. Also the junction box consists of a cut piece of a continuously cast or extrusion-pressed profiled rod of, for example, light metal. As viewed in cross section, said profile has a trapeziform portion 11, and two arms 12, 13 projecting from said portion. The ends of said arms are provided with grooves 1 4, 15, respectively, each of said grooves having a wider inner portion 16, 17 and a narrower outer portion 18, 19. The grooves 14, 15 are fitted to the ribs or tongues 4, 5 on the mantle part of the spotlight housing 1, so that the junction box for the terminal board may be fastened to the mantle part of the spotlight housing by pushing the grooves 14, over the ribs 4, 5 from one end of the mantle part 1.
Before the junction box is fastened to the mantle part of the spotlight housing, the last mentioned mantle part should be provided with an opening, opposite to the place, where the junction box should be located, for the conductors which connect the terminals in the junction box to the spotlight lamp inside the mantle part of the housing for the spotlight. A corresponding opening should also be provided in the wall part of the junction box 10.
The opening in the mantle part 1 should be located at the bottom of the channel formed portion 21a which is enclosed by the arms 12, 13 of the junction box. This channel-formed portion provides a space for the cables which are coming from the ends from the tube-shaped lamp to said opening which is located just opposite to the junction box.
Between the mantle part 1 and the junction box 10, the conductors are surrounded by an aluminium tube, the ends of which are inserted into said openings in the mantle part for the spotlight and in the wall of the junction box, and which are hermetically sealed to said devices by expanding the ends of said tube.
The junction box 10 has a rear wall 21, which is thicker than the other walls. In this rear wall there is an opening provided, in which a bushing is inserted, which serves for leading-in the current supply cable.
At the inner surface of the front wall part 22 of the junction box, there are two fastening ribs 23, 24, which serve to keep the terminal board in place. On the outer surface of said wall portion there are two fastening ribs 25, 26, which serve. the purpose of keeping a marking label or a sign in place.
The terminal board may be attached to a metal plate which can be pushed in between the ribs 23, 24. The same metal plate may also be provided with clamping means for the cable which is connected to the housing for the terminal board.
The electrical connection and the fastening of the cable in the clamping means should preferably be carried out before the metal plate when the terminal board is pushed in between the ribs 23, 24. The plate is thereafter pushed in against an abutment, which is formed at one end of the housing 10, by clamping the one end of the grooves in one or more of the ribs 23, 24 together. After inserting the plate, the gables are attached to the junction box, which will be described in the following.
The bottom wall portion 27 of the junction box is provided with two rigid fastening ribs 28, 29 which serve the purpose of fastening a clamping member 30, 31 for the spotlight.
The clamping member 30, 31 for the spotlight is illustrated more in detail in FIGS. 8 and 9. It comprises two parts 30 and 31 which may be made from light metal by chilled casting, die casting or the like. The parts 30 and 31 are kept together by means of a screw 32, which runs freely through the part 31 and is threaded in the part 30. The bottom portions of the parts 30 and 31 are formed as cup-shaped sockets for enclosing a ball 33, which is fastened to a rod 34, said rod being carried by a framework, not shown.
The upper portion of the parts 30 and 31 are provided with grooves 35. In each part the groove is somewhat wedge-shaped and of such a form, that when the screw 32 has been tightened, there will be a clamping action between the walls of the grooves 35 and the ribs 28, 29, in order that the fastening member may be. securely kept in place to the junction box.
In order to close the mantle portion of the housing for the spotlight at the ends thereof, gables 36 are provided. There are one left-hand gable and one right-hand gable. In FIGS. 3 to 5 the gable which is located at the left-hand, when the spotlight is viewed from the rear, is illustrated more in detail.
The gable 36 consists of a plate 37 on the outside of which cooling flanges 38 are provided. The plate 37 has a plane rim portion 39, which is arranged to abut against the end of the mantle part 1. The outer contours of the rim portion has such a shape, that it follows a line drawn through the summits of the cooling flanges of the mantle portion 1. Further, the plate 37 has an elevated middle portion 40, which is oblique with respect to the plane of the rim portion and which has its lowermost part located at the rear portion of the gable and its top part located at the front portion of the gable.
The gable 36 is, at the inside thereof, provided with a flange 41, the outer side of which is matched to the contours of the inside of the mantle surface 1 and a number of projections 42 outside of the flange, at such a distance from the latter, that the end of the mantle surface may be inserted between said projections and the flange. The gables 36 may be made from light metal, for example by means of chilled casting or die casting.
The gables are fastened to the mantle part by screws or rivets, which are inserted in openings provided through the mantle part and through the flange 41 on each gable. In order to obtain suflicient sealing between the. gables and the mantle portion, there may be a sealing means provided between the gables and the abutting parts of the mantle portion, for example a self-vulcanizing solution of silicon. Each gable has a cylindrical projection 50 at the inside of the gable. To the projection 50, there may be a tube (not shown) attached, which also may be made of a cut piece of an extruded or continuously cast profile of, for example, light metal. Between those tubes, which form the gables project against each other, the elongated lamp of the spot-light may be supported by means of suitable lamp sockets.
Also the junction box 10 is provided with gables 43. The right-hand gable is illustrated in FIGS. 6 and 7.
The gable 43 consists of a plate 44, the outside of which is plane and the inside of which is provided with two ridges 45, 46, which are matched to the inside dimensions of the housing, so that they define the position of the gable with respect to said housing. Further, the right-hand gable has a projecting bushing 47 at the inside of the gable, in which a threaded opening 48 is provided.
The left-hand gable, which is not shown, has at the corresponding place an opening through the gable, so that the gables, when they are attached to the junction box, may be kept together by means of a bolt, which goes through the left-hand gable and which is threaded into the bushing 47 of the right-hand gable.
The gables 43 of the junction box are elongated downwards by means of a portion 49, which covers the grooves in the ribs 28, 29. By this means, the fastening member 30, 31 will be prevented from sliding out from the grooves.
Also the gables 43 of the junction box may be made from light metal by means of chilled casting or die cast mg.
In order that also the junction box should be sufficiently sealed and watertight, it is possible to provide a suitable sealing means or a suitable packing between the surfaces of the gables and the mantle part of the junction box, which are abutting against each other.
The invention may be modified in different ways within the scope of the appended claims. Thus, it is possible, for example, for producing very big spotlights, to divide the mantle portions into two or more segments or sections, each section comprising a cut piece of an extruded or continuously cast profile of, for example, a light metal. The different sections may be attached to each other by, for example, longitudinal grooves in one of those-sections and longitudinal ribs in the other section, said grooves and said ribs being of about the same shape as the grooves 14, 15, in the junction box and the ribs 4, on the mantle portion 1. In the joints between the. diflerent sections a suitable sealing may be provided.
The different pieces of extruded or continuously cast profiles may, in some cases, be made of some other material than light metal. It is possible to use a synthetic resin of a suitable kind for spotlights, in which the temperature rise is not too big.
What is claimed is:
1. A spotlight housing comprising: a reflector mantle part consisting of at least one cut piece of a continuously linearly profiled rod and a junction box mantle part consisting of at least one cut piece of a continuously linearly profiled rod, and means comprising engaging linearly profiled interlocking tongue and groove devices securing said two parts together, said reflecting mantle part being provided with part of said interlocking devices and said junction box mantle part being provided with another part of said interlocking devices which are complementary to said part of the interlocking devices of said reflector mantle part, and said interlocking devices permit said junction box mantle part to be secured to said reflector mantle part by slidably inter fitting one of the mantle parts onto the other mantle part in the longitudinal direction of said mantle parts.
2. A spotlight housing according to claim 1, wherein the groove portions of said interlocking devices have a cross-section with a relatively narrow outer portion and a broader inner portion and that the tongue portions of said devices correspondingly have a cross-section with a broader outer portion and a narrower inner portion.
3. -A spotlight housing comprising: a reflector mantle part consisting of at least one out piece of a continuously linearly profiled rod and a junction box mantle part consisting of at least one cut piece of a continuously linearly profiled rod, means including engaging linearly profiled portions of both said reflector mantle part and said junction box mantle part securing said two parts together, and said junction box mantle part being provided with cooling' flanges, said cooling flanges being located parallel to the focal line of the spotlight housing.
References Cited UNITED STATES PATENTS 2,857,508 10/1958 Klugman 240-47 3,103,314 9/1963 Heisler 240-47 XR 3,152,764 10/ 1964 Rice 240-47 XR 3,265,885 8/1966 Porter 240-47 3,099,404 7/1963 Kaufman et al. 240-78 FOREIGN PATENTS 555,538 6/1957 Italy.
NORTON ANSHER, Primary Examiner F. L. BRAUN, Assistant Examiner U.S. Cl. X.R. 240-47
|
Sauro-class destroyer
Ships
These ships formed the 3rd Squadrilla and were based in the Red Sea.
* Cesare Battisti -
* Named after patriot Cesare Battisti,
* built by Odero, Sestri Ponente, completed 13 April 1927.
* Based in the Red Sea, Scuttled on 3 April 1941.
* Daniele Manin -
* Named after patriot Daniele Manin,
* built by CNQ Fiume, completed 1 March 1927.
* Based in the Red Sea, she was sunk by aerial bombing on 3 April 1941.
* Francesco Nullo -
* Named after Francesco Nullo,
* built by CNQ Fiume, completed 15 April 1927.
* Nazario Sauro -
* Named after Italian naval hero Nazario Sauro,
* built by Odero, Sestri Ponente. Completed 23 September 1926.
* She was sunk 3 April 1941 by an Allied bombing.
Operational history
Attack on convoy BN 7
End of the surviving units
|
E-text prepared by Juliet Sutherland, Sandra Brown, and the Project
Gutenberg Online Distributed Proofreading Team
See 15526-h.htm or 15526-h.zip:
(https://www.gutenberg.org/dirs/1/5/5/2/15526/15526-h/15526-h.htm)
or
(https://www.gutenberg.org/dirs/1/5/5/2/15526/15526-h.zip)
JOHN L. STODDARD'S LECTURES, VOLUME 10 (of 10)
Southern California
Grand Cañon of the Colorado River
Yellowstone National Park
Illustrated and Embellished with Views of the
World's Famous Places and People, Being
the Identical Discourses Delivered
during the Past Eighteen
Years under the Title
of the Stoddard
Lectures
Boston
Balch Brothers Co.
Norwood Press
J. S. Gushing & Co.--Berwick & Smith
Norwood, Mass., U.S.A.
Macdonald & Sons, Bookbinders, Boston
MCM
SOUTHERN CALIFORNIA
Nature has carefully guarded Southern California. Ten thousand miles
of ocean roll between her western boundary and the nearest continent;
while eastward, her divinity is hedged by dreary deserts that forbid
approach. Although the arid plains of eastern Arizona are frequently
called deserts, it is not till the west-bound tourist has passed
Flagstaff that the word acquires a real and terrible significance.
Then, during almost an entire day he journeys through a region which,
while it fascinates, inspires him with dread. Occasionally a flock of
goats suggests the possibility of sustaining life here, but sometimes
for a distance of fifty miles he may see neither man nor beast. The
villages, if such they can be called, are merely clusters of rude
huts dotting an area of rocky desolation. No trees are visible. No
grazing-ground relieves the dismal monochrome of sand. The mountains
stand forth dreary, gaunt, and naked. In one locality the train runs
through a series of gorges the sides of which are covered with
disintegrated rock, heaped up in infinite confusion, as if an awful
ague-fit had seized the hills, and shaken them until their ledges had
been broken into a million boulders. At another point, emerging from
a maze of mountains, the locomotive shoots into a plain, forty or
fifty miles square, and sentineled on every side by savage peaks.
Once, doubtless, an enormous lake was held encompassed by these
giants; but, taking advantage of some seismic agitation, it finally
slipped through their fingers to the sea, and now men travel over its
deserted bed. Sometimes these monsters seemed to be closing in upon
us, as if to thwart our exit and crush us in their stony arms; but
the resistless steed that bore us onward, though quivering and
panting with the effort, always contrived to find the narrow opening
toward liberty. Occasionally our route lay through enormous fields of
cactus and yucca trees, twelve feet in height, and, usually, so
hideous from their distorted shapes and prickly spikes, that I could
understand the proverb, "Even the Devil cannot eat a cactus."
[Illustration: LIFE ON THE DESERT.]
[Illustration: THE DESERT'S MOUNTAINS.]
[Illustration: DESERT VEGETATION.]
As the day wore on, and we were drawn from one scene of desolation to
another, I almost doubted, like Bunyan's Pilgrim, whether we should
ever reach the promised land alive; but, finally, through a last
upheaval of defiant hills which were, if possible, more desolate and
weird than any we had seen, we gained the boundary of California and
gazed upon the Colorado River. It is a stream whose history thrilled
me as I remembered how in its long and tortuous course of more than a
thousand miles to this point it had laboriously cut its way through
countless desert cañons, and I felt glad to see it here at last,
sweeping along in tranquil majesty as if aware that all its struggles
were now ended, and peace and victory had been secured.
It was sunset when our train, having crossed this river, ran along
its western bank to our first stopping-place in California,--the
Needles. Never shall I forget the impression made upon me as I looked
back toward the wilderness from which we had emerged. What! was that
it--that vision of transfiguration--that illumined Zion radiant with
splendor? Across the river, lighted by the evening's after-glow of
fire, rose a celestial city, with towers, spires, and battlements
glittering as if sheathed in burnished gold. Sunshine and distance
had dispelled all traces of the region's barrenness, and for a few
memorable moments, while we watched it breathlessly, its sparkling
bastions seemed to beckon us alluringly to its magnificence; then,
fading like an exquisite mirage created by the genii of the desert,
it swiftly sank into the desolation from which the sun had summoned
it, to crown it briefly with supernal glory. Turning at last from its
cold immobility to the activity around us, I saw some representatives
of the fallen race of California, as Indian bucks and squaws came
from their squalid hovels to sell the trifling products of their
industry, and stare at what to them is a perpetual miracle,--the
passing train. Five races met upon that railroad platform, and
together illustrated the history of the country. First, in respect to
time, was the poor Indian, slovenly, painted and degraded, yet
characterized by a kind of bovine melancholy on the faces of the men,
and a trace of animal beauty in the forms of the young squaws.
Teasing and jesting with the latter were the negro porters of the
train, who, though their ancestors were as little civilized as those
of the Indians, have risen to a level only to be appreciated by
comparing the African and the Indian side by side. There, also, was
the Mexican, the lord of all this region in his earlier and better
days, but now a penniless degenerate of Old Castile. Among them stood
the masterful Anglo-Saxon, whose energy has pushed aside the
Spaniard, civilized the Negro, developed half a continent, built this
amazing path of steel through fifteen hundred miles of desert, and
who is king where-ever he goes. While I surveyed these specimens of
humanity and compared them, one with another, there suddenly appeared
among them a fifth figure,--that of Sing Lee, formerly a subject of
the oldest government on earth, and still a representative of the
four hundred millions swarming in the Flowery Kingdom. Strangely
enough, of all these different racial types, the Mongol seemed the
most self-satisfied. The Yankee was continually bustling about,
feeding passengers, transporting trunks, or hammering car-wheels; the
Negroes were joking with the Indians, who appeared stolidly apathetic
or resigned; the Mexicans stood apart in sullen gloom, as if
secretly mourning their lost estate; but Sing Lee looked about him
with a cheerful calmness which seemed indicative of absolute
contentment and his face wore, continually, a complacent smile. What
strange varieties of human destiny these men present, I thought as I
surveyed them: the Indian and the Mexican stand for the hopeless
Past; the Anglo-Saxon and the Negro for the active Present; while
Sing Lee is a specimen of that yellow race which is embalmed in its
own conservatism, like a fly in amber.
[Illustration: LOOKING BACK AT THE MOUNTAINS.]
[Illustration: A CALIFORNIA RANCH SCENE.]
[Illustration: INDIAN HUTS.]
[Illustration: "A FALLEN RACE."]
[Illustration: A MEXICAN HOUSE AND FAMILY.]
[Illustration: THE BLOSSOMING WILDERNESS.]
[Illustration: COMPLACENT MONGOLS.]
[Illustration: CHARACTERISTIC SCENERY.]
The unsuspecting traveler who has crossed the Colorado River and
entered Southern California, naturally looks around him for the
orange groves of which he has so often heard, and is astonished not
to find himself surrounded by them; but, gradually, the truth is
forced upon his mind that, in this section of our country, he must
not base his calculations upon eastern distances, or eastern areas.
For, even after he has passed the wilderness of Arizona and the
California frontier, he discovers that the Eldorado of his dreams
lies on the other side of a desert, two hundred miles in breadth,
beyond whose desolate expanse the siren of the Sunset Sea still
beckons him and whispers: "This is the final barrier; cross it, and I
am yours." The transit is not difficult, however, in days like these;
for the whole distance from Chicago to the coast can be accomplished
in seventy-two hours, and where the transcontinental traveler of less
than half a century ago was threatened day and night with attacks
from murderous Apaches, and ran the risk of perishing of thirst in
many a waterless "Valley of Death," the modern tourist sleeps
securely in a Pullman car, is waited on by a colored servant, and
dines in railway restaurants the management of which, both in the
quality and quantity of the food supplied, even in the heart of the
Great American Desert, is justly famous for its excellence.
At San Bernardino, we enter what is called the Garden of Southern
California; but even here it is possible to be disappointed, if we
expect to find the entire country an unbroken paradise of orange
trees and roses. Thousands of oranges and lemons, it is true, suspend
their miniature globes of gold against the sky; but interspersed
between their groves are wastes of sand, reminding us that all the
fertile portion of this region has been as truly wrested from the
wilderness, as Holland from the sea. Accordingly, since San
Bernardino County alone is twice as large as Massachusetts, and the
County of Los Angeles nearly the size of Connecticut, it is not
difficult to understand why a continuous expanse of verdure is not
seen. The truth is, Southern California, with a few exceptions, is
cultivated only where man has brought to it vivifying water. When
that appears, life springs up from sterility, as water gushed forth
from the rock in the Arabian desert when the great leader of the
Israelites smote it in obedience to Divine command. Hence, there is
always present here the fascination of the unattained, which yet is
readily attainable, patiently waiting for the master-hand that shall
unlock the sand-roofed treasure-houses of fertility with a crystal
key. It can be easily imagined, therefore, that this is a land of
striking contrasts. Pass, for example, through the suburbs of Los
Angeles, and you will find that, while one yard is dry and bare, the
next may be embellished with a palm tree twenty feet in height, with
roses clambering over the portico of the house, and lilies blooming
in the garden. Of the three things essential to vegetation--soil,
sun, and water--man must contribute (and it is all he can contribute)
water.
[Illustration: STRIKING CONTRASTS.]
[Illustration: WRESTED FROM THE SAND.]
[Illustration: A PALM-GIRT AVENUE, LOS ANGELES.]
Once let the tourist here appreciate the fact that almost all the
verdure which delights his eyes is the gift of water at the hand of
man, and any disappointment he may have at first experienced will be
changed to admiration. Moreover, with the least encouragement this
country bursts forth into verdure, crowns its responsive soil with
fertility, and smiles with bloom. Even the slightest tract of
herbage, however brown it may be in the dry season, will in the
springtime clothe itself with green, and decorate its emerald robe
with spangled flowers. In fact, the wonderful profusion of wild
flowers, which, when the winter rains have saturated the ground,
transform these hillsides into floral terraces, can never be too
highly praised. Happy is he who visits either Palestine or Southern
California when they are bright with blossoms and redolent of
fragrance. The climax of this renaissance of Nature is, usually,
reached about the middle of April, but in proportion as the rain
comes earlier or later, the season varies slightly. At a time when
many cities of the North and East are held in the tenacious grip of
winter, their gray skies thick with soot, their pavements deep in
slush, and their inhabitants clad in furs, the cities of Southern
California celebrate their floral carnival, which is a time of great
rejoicing, attended with an almost fabulous display of flowers. Los
Angeles, for example, has expended as much as twenty-five thousand
dollars on the details of one such festival. The entire city is then
gay with flags and banners, and in the long procession horses,
carriages, and riders are so profusely decked with flowers, that they
resemble a slowly moving throng of animated bouquets. Ten thousand
choice roses have been at such times fastened to the wheels, body,
pole, and harness of a single equipage. Sometimes the individual
exhibitions in these floral pageants take the form of floats, which
represent all sorts of myths and allegories, portrayed elaborately
by means of statues, as well as living beings, lavishly adorned with
ornamental grasses, and wild and cultivated flowers.
Southern California is not only a locality, it is a type. It cannot
be defined by merely mentioning parallels of latitude. We think of it
and love it as the dreamland of the Spanish Missions, and as a region
rescued from aridity, and made a home for the invalid and the winter
tourist. Los Angeles is really its metropolis, but San Diego,
Pasadena, and Santa Barbara are prosperous and progressive cities
whose population increases only less rapidly than their ambition.
[Illustration: AN ARBOR IN WINTER.]
[Illustration: MAIN STREET, LOS ANGELES.]
One of the first things for an eastern visitor to do, on arriving at
Los Angeles, is to take the soft sound of _g_ out of the city's name,
and to remember that the Spaniards and Mexicans pronounce _e_ like
the English _a_ in fate. This is not absolutely necessary for
entrance into good society, but the pronunciation "Angeelees" is
tabooed. The first Anglo-Saxon to arrive here was brought by the
Mexicans, in 1822, as a prisoner. Soon after, however, Americans
appeared in constantly increasing numbers, and, on August 13, 1846,
Major Fremont raised at Los Angeles the Stars and Stripes, and the
house that he occupied may still be seen. Nevertheless, the
importance of Los Angeles is of recent date. In 1885 it was an adobe
village, dedicated to the Queen of the Angels; to-day, a city of
brick and stone, with more than fifty thousand inhabitants, it calls
itself the Queen of the State. Its streets are broad, many of its
buildings are massive and imposing, and its fine residences
beautiful. It is the capital of Southern California, and the
headquarters of its fruit-culture. The plains and valleys surrounding
it are one mass of vineyards, orange groves and orchards, and, in
1891, the value of oranges alone exported from this city amounted to
one and a quarter millions of dollars. It must be said, however, that
there is less verdure here than in well-cared-for eastern towns of
corresponding size, and that Los Angeles, and even Pasadena,
notwithstanding their many palm trees, have on the whole a bare
appearance, compared with a city like New Haven, with its majestic
elms and robe of vivid green, which even in autumn seems to dream of
summer bloom. Nevertheless, Los Angeles is clean, and poverty and
squalor rarely show themselves; while, in the suburbs of the city,
even the humblest dwellings are frequently surrounded by palm trees,
and made beautiful by flowers.
[Illustration: FREMONT'S HEADQUARTERS.]
[Illustration: PALATIAL RESIDENCES IN LOS ANGELES.]
[Illustration: LOS ANGELES.]
Another charm of Los Angeles is the sudden contrasts it presents.
Thus, a ride of three minutes from his hotel will bring the tourist
to the remains of the humble Mexican village which was the forerunner
of the present city. There he will find the inevitable Plaza with its
little park and fountain, without which no Mexican town is complete.
There, too, is the characteristic adobe church, the quaint interior
of which presents a curious medley of old weather-beaten statues and
modern furniture, and is always pervaded by that smell peculiar to
long-inhabited adobe buildings, and which is called by Steele, in his
charming "Old California Days," the national odor of Mexico.
Los Angeles, also, has its Chinatown, which in its manners and
customs is, fortunately, as distinct from the American portion of the
city as if it were an island in the Pacific; but it gave me an odd
sensation to be able to pass at once from the handsome, active
settlement of the Anglo-Saxon into the stupidity of Mexico, or the
heathenism of China.
[Illustration: PLAZA AND ADOBE CHURCH, LOS ANGELES.]
[Illustration: BROADWAY, LOS ANGELES.]
"How can I distinguish here a native Californian from an eastern
man?" I asked a resident.
"There are no native Californians," was the somewhat exaggerated
reply; "this is not only a modern, but an eastern city. Nine-tenths
of our inhabitants came here from the East less than fifteen years
ago, many of them less than five. We are an old people with a new
home."
Ostrich rearing is now a profitable industry of California, and farms
have been established for this purpose at half a dozen points in the
southern section of the State. Two of them are in the vicinity of Los
Angeles, and well repay a visit; for, if one is unacquainted with the
habits of these graceful birds, there is instruction as well as
amusement in studying their appearance, character, and mode of life.
My first view of the feathered bipeds was strikingly spectacular. As
every one knows, the ostrich is decidedly _décolleté_ as well as
utterly indifferent to the covering of its legs. Accordingly a troop
of them, as they came balancing and tiptoeing toward me, reminded me
of a company of ballet dancers tripping down the stage. While the
head of the ostrich is unusually small, its eyes are large and have
an expression of mischief which gives warning of danger. During a
visit to one of the farms, I saw a male bird pluck two hats from
unwary men, and it looked wicked enough to have taken their heads as
well, had they not been more securely fastened. It is sometimes
sarcastically asserted that the ostrich digests with satisfaction to
itself such articles as gimlets, nails, and penknives; but this is a
slander. It needs gravel, like all creatures of its class which have
to grind their food in an interior grist-mill; but though it will
usually bite at any bright object, it will not always swallow it. I
saw one peck at a ribbon on a lady's hat, and, also, at a pair of
shears in its keeper's hands, but this was no proof that it intended
to devour either. On another occasion, an ostrich snatched a purse
from a lady's hand and instantly dropped it; but when a gold piece
fell from it, the bird immediately swallowed that, showing how easily
even animals fall under the influence of Californian lust for gold.
[Illustration: AN OSTRICH FARM.]
[Illustration: ORANGE GROVE AVENUE, PASADENA.]
Sixteen miles from Los Angeles, yet owing to the clear atmosphere,
apparently, rising almost at the terminus of the city's streets,
stand the Sierra Madre Mountains, whose copious reservoirs furnish
this entire region with water. An excursion toward this noble range
brought me one day to Pasadena, the pride of all the towns which,
relatively to Los Angeles, resemble the satellites of a central sun.
Pasadena seems a garden without a weed; a city without a hovel; a
laughing, happy, prosperous, charming town, basking forever in the
sunshine, and lying at the feet of still, white mountain peaks, whose
cool breath moderates the semi-tropical heat of one of the most
exquisitely beautiful valleys in the world. These mountains, although
sombre and severe, are not so awful and forbidding as those of the
Arizona desert, but they are notched and jagged, as their name
_Sierra_ indicates, and scars and gashes on their surfaces give proof
of the terrific battles which they have waged for ages with the
elements. A striking feature of their scenery is that they rise so
abruptly from the San Gabriel Valley, that from Pasadena one can look
directly to their bases, and even ride to them in a trolley car; and
the peculiar situation of the city is evidenced by the fact that, in
midwinter, its residents, while picking oranges and roses in their
gardens, often see snow-squalls raging on the neighboring peaks of
the Sierra.
[Illustration: THREE MILES FROM ORANGES TO SNOW.]
It would be difficult to overpraise the charm of Pasadena and its
environs. Twenty-five years ago the site of the present city was a
sheep-pasture. To-day it boasts of a population of ten thousand
souls, seventy-five miles of well-paved streets, numerous handsome
public buildings, and hundreds of attractive homes embellished by
well-kept grounds. One of its streets is lined for a mile with
specimens of the fan palm, fifteen feet in height; and I realized the
prodigality of Nature here when my guide pointed out a heliotrope
sixteen feet in height, covering the whole porch of a house; while,
in driving through a private estate, I saw, in close proximity, sago
and date palms, and lemon, orange, camphor, pepper, pomegranate, fig,
quince, and walnut trees.
[Illustration: A PASADENA HOTEL.]
[Illustration: A PASADENA RESIDENCE.]
[Illustration: PASADENA.]
As we stood spellbound on the summit of Pasadena's famous Raymond
Hill, below us lay the charming town, wrapped in the calm repose that
distance always gives even to scenes of great activity; beyond this
stretched away along the valley such an enchanting vista of green
fields and golden flowers, and pretty houses nestling in foliage, and
orchards bending 'neath their luscious fruits, that it appeared a
veritable paradise; and the effect of light and color, the
combination of perfect sunshine and well-tempered heat, the view in
one direction of the ocean twenty miles away, and, in the other, of
the range of the Sierra Madre only seven miles distant, with the
San Gabriel Valley sleeping at its base, produced a picture so
divinely beautiful, that we were moved to smiles or tears with the
unreasoning rapture of a child over these lavish gifts of Nature. Yet
this same Nature has imposed an inexorable condition on the
recipients of her bounty; for most of this luxuriance is dependent
upon irrigation. "The palm," said my informant, "will grow with
little moisture here, and so will barley and the grape-vine; but
everything else needs water, which must be artificially supplied."
"How do you obtain it?" I asked.
"We buy the requisite amount of water with our land," was the reply.
"Do you see that little pipe," he added, pointing to an orange grove,
"and do you notice the furrows between the trees? Once in so often
the water must be turned on there; and, as the land is sloping, the
precious liquid gradually fills the trenches and finds its way to the
roots of the trees."
[Illustration: A RAISIN RANCH.]
Dealers in California wines declare that people ought to use them in
preference to the imported vintage of Europe, and the warehouses they
have built prove the sincerity of their conviction. One storehouse in
the San Gabriel Valley is as large as the City Hall of New York, and
contains wooden receptacles for wine rivaling in size the great tun
of Heidelberg. We walked between its endless rows of hogsheads,
filled with wine; and, finally, in the sample-room were invited to
try in turn the claret, burgundy, sherry, port, and brandy.
[Illustration: AN ORANGE GROVE, PASADENA.]
[Illustration: A CALIFORNIA VINEYARD.]
"How much wine do you make?" I asked the gentleman in charge.
"In one year," was the reply, "we made a million gallons."
I thought of the Los Angeles River which I had crossed that morning,
and of its sandy bed one hundred feet in width, with a current in
the centre hardly larger than the stream from a hose-pipe, and
remarked, "Surely, in some portions of this land there is more wine
than water." "Where do you sell it?" I presently inquired.
"Everywhere," was the answer, "even in France; and what goes over
there you subsequently buy, at double the price, for real French
wine."
[Illustration: AT THE BASE OF THE MOUNTAINS.]
It was the old story, and I doubt not there is truth in it; but the
products of California vineyards, owing, possibly, to the very
richness of the soil, do not seem to me to possess a flavor equal in
delicacy to that of the best imported wines. This will, however, be
remedied in time, and in the comparatively near future this may
become the great wine-market of the world. Certainly no State in the
Union has a climate better adapted to vine-growing, and there are now
within its borders no less than sixty million vines, which yield
grapes and raisins of the finest quality.
No visit to Pasadena would be complete without an excursion to the
neighboring mountains, which not only furnish the inhabitants with
water, but, also, contribute greatly to their happiness and
recreation. For, having at last awakened to the fact that comfort and
delight awaited them in the recesses and upon the summits of their
giant hills, the Californians have built fine roads along the
mountain sides, established camping-grounds and hostelries at several
attractive points, and, finally, constructed a remarkable elevated
railroad, by which the people of Los Angeles can, in three hours,
reach the crest of the Sierra Madre, six thousand feet above the sea.
Soon after leaving Pasadena, a trolley takes the tourist with great
rapidity straight toward the mountain wall, which, though presenting
at a distance the appearance of an unbroken rampart, disintegrates as
he approaches it into separate peaks; so that the crevices, which
look from Pasadena like mere wrinkles on the faces of these granite
giants, prove upon close inspection to be cañons of considerable
depth. I was surprised and charmed to see the amount of cultivation
which is carried to the very bases of these cliffs. Orchards and
orange groves approach the monsters fearlessly, and shyly drop golden
fruit, or fragrant blossoms at their feet; while lovely homes are
situated where the traveler would expect to find nothing but desolate
crags and savage wildness. The truth is, the inhabitants have come to
trust these mountains, as gentle animals sometimes learn by
experience to approach man fearlessly; and, seeing what the
snow-capped peaks can do for them in tempering the summer heat and
furnishing them water from unfailing reservoirs, men have discerned
behind their stern severity the smile of friendship and benevolence,
and have perceived that these sublime dispensers of the gifts of
Nature are in reality beneficent deities,--their feet upon the land
which they make fertile, their hands uplifted to receive from the
celestial treasure-house the blessings they in turn give freely to
the grateful earth.
[Illustration: LOOKING DOWN ON THE SAN GABRIEL VALLEY.]
[Illustration: THE ALPINE TAVERN.]
[Illustration: THE GREAT INCLINE.]
To reach their serrated crests the trolley car, already mentioned,
conveys us through a wild gorge known as Rubio Cañon, and leaves us
at the foot of an elevated cable-road to ascend Mount Lowe. Even
those familiar with the Mount Washington and Catskill railways, or
who have ascended in a similar manner to Mürren from the Vale of
Lauterbrunnen, or to the summit of Mount Pilate from Lucerne, look
with some trepidation at this incline, the steepest part of which has
a slope of sixty-two degrees, and, audaciously, stretches into the
air to a point three thousand feet above our heads. Once safely out
of the cable car, however, at the upper terminus, we smile, and think
the worst is over. It is true, we see awaiting us another innocent
looking electric car by which we are to go still higher; but we are
confident that nothing very terrible can be experienced in a trolley.
This confidence is quickly shattered. I doubt if there is anything in
the world more "hair lifting" than the road over which that car
conveys its startled occupants. Its very simplicity makes it the more
horrifying; for, since the vehicle is light, no massive supports are
deemed essential; and, as the car is open, the passengers seem to be
traveling in a flying machine. I never realized what it was to be a
bird, till I was lightly swung around a curve beneath which yawned a
precipice twenty-five hundred feet in depth, or crossed a chasm by a
bridge which looked in the distance like a thread of gossamer, or saw
that I was riding on a scaffolding, built out from the mountain into
space. For five appalling miles of alternating happiness and horror,
ecstasy and dread, we twisted round the well-nigh perpendicular
cliffs, until, at last the agony over, we walked into the mountain
tavern near the summit, and, seating ourselves before an open fire
blazing in the hall, requested some restorative nerve-food. Yet this
aërial inn is only one hundred and eighty minutes from Los Angeles;
and it is said that men have snow-balled one another at this tavern,
picked oranges at the base of the mountain, and bathed in the bay of
Santa Monica, thirty miles distant, all in a single afternoon. It
certainly is possible to do this, but it should be remembered that
stories are almost the only things in California which do not need
irrigation to grow luxuriantly. I was told that although this
mountain railway earns its running expenses it pays no interest on
its enormous cost. This can readily be believed; and one marvels, not
only that it was ever built, but that it was not necessary to go to a
lunatic asylum for the first passenger. Nevertheless, it is a
wonderfully daring experiment, and accomplishes perfectly what it was
designed to do; while in proportion as one's nervousness wears away,
the experience is delightful.
[Illustration: THE CIRCULAR BRIDGE.]
[Illustration: IMITATING A BIRD.]
[Illustration: SWINGING ROUND A CURVE.]
[Illustration: THE INNOCENT TROLLEY.]
Living proofs of the progress made in California are the patient
burros, which, previous to the construction of this railroad, formed
the principal means of transportation up Mount Lowe. Why has the
donkey never found a eulogist? The horse is universally admired. The
Arab poet sings of the beauties of his camel. The bull, the cow, the
dog, and even the cat have all been praised in prose or verse; but
the poor donkey still remains an ass, the butt of ridicule, the
symbol of stupidity, the object of abuse. Yet if there be another and
a better world for animals, and if in that sphere patience ranks as a
cardinal virtue, the ass will have a better pasture-ground than
many of its rivals. The donkey's small size is against it. Most
people are cruel toward dumb beasts, and only when animals have power
to defend themselves, does caution make man kinder. He hesitates to
hurt an elephant, and even respects, to some extent, the rear
extremities of a mule; but the donkey corresponds to the small boy in
a crowd of brutal playmates. It is difficult to see how these useful
animals could be replaced in certain countries of the world.
Purchased cheaply, reared inexpensively, living on thistles if they
get nothing better, and bearing heavy burdens till they drop from
exhaustion, these little beasts are of incalculable value to the
laboring classes of southern Europe, Egypt, Mexico, and similar
lands. If they have failed to win affection, it is, perhaps, because
of their one infirmity,--their fearful vocal tones, which in America
have won for them the sarcastic title of "Rocky Mountain Canaries."
[Illustration: MIDWINTER IN CALIFORNIA.]
[Illustration: A CALIFORNIAN BURRO.]
[Illustration: ROMEO AND JULIET.]
Westward from Los Angeles stretches the famous "kite-shaped" track
which takes the traveler through the most celebrated orange and lemon
districts of the State. Starting upon this memorable excursion, our
route lay through the world-renowned San Gabriel Valley, a glorious
expanse ten miles in width and seventy in length, steeped in
sunshine, brilliant with every shade of yellow, emerald, and brown,
and here and there enriched by spots of brighter color where beds of
wild flowers swung their sweet bells noiselessly, or the light green
of orange trees, with mounds of golden fruit heaped in profusion on
the ground, relieved the sombre groves of eucalyptus whose foliage
was so dark as to be nearly black. Occasionally, however, our train
traversed a parched area which illustrated how the cloven-foot of the
adversary always shows itself in spots unhallowed by the benison of
water. In winter and spring, these sterile points would not be so
conspicuous, but on that summer day, in spite of the closed windows,
dust sometimes filled the cars, and for a little while San Gabriel
Valley was a paradise lost. For seventy miles contrasts of hot sand
and verdant orchards, arid wastes and smiling valley, followed one
another in quick succession,--and down upon it all frowned the long
wall of the Sierra Madre.
[Illustration: SAN GABRIEL VALLEY.]
[Illustration: GATHERING POPPIES AT THE BASE OF THE SIERRA MADRE.]
It is a wonderful experience to ride for such a distance in a
perfectly level valley, and see an uninterrupted range of mountains,
eight thousand feet in height, rising abruptly from the plain like
the long battle-line of an invading army. What adds to its
impressiveness is the fact that these peaks are, for the entire
country which they dominate, the arbiters of life and death. Beyond
them, on one side, the desert stretches eastward for a thousand
miles; upon the other, toward the ocean, whose moisture they receive
and faithfully distribute, extends this valley of delight. The height
of the huge granite wall is generally uniform, save where, like
towers on the mighty rampart, old San Antonio and the San Bernardino
Brothers lift their hoary heads two miles above the sea,--their
silvery crowns and dazzling features standing out in the crystalline
clearness of the atmosphere as if they had been carved in high
relief.
[Illustration: AN ADOBE HOUSE.]
[Illustration: A PASADENA LEMON TREE.]
We sped along, with feelings alternating between elation and
dejection, as the scenery was beautiful or barren, till, suddenly,
some sixty miles from Los Angeles, our train drew up before a city,
containing asphalt pavements, buildings made of brick, and streets
embowered in palms. This city which, in 1872, was a sheep-ranch, yet
whose assessed valuation, in 1892, was more than four million
dollars, is called Riverside; but, save in the rainy season, one
looks in vain for the stream from which it takes its name. The
river has retired, as so many western rivers do, to wander in
obscurity six feet below the sand. "A providential thing," said a wag
to me, "for, in such heat as this, if the water rose to the surface
it would all evaporate." The sun was, indeed, ardent as we walked
through the town, and we were impressed by the fact that the
dwellings most appropriate for this region are those which its first
settlers seem to have instinctively adopted; for the white,
one-storied adobe house, refreshing to the eye, cool in the heat,
warm in the cold, caressed by clinging vines and overhung with trees,
is surely the ideal residence for Southern California. Such buildings
can, of course, be greatly varied and embellished by wealthy owners;
but modern houses of red brick, fanciful "Queen Annes," and
imitations of castles, seem less suited to this land of sun and sand,
where nothing is so much to be desired as repose in form and color. I
always welcomed, therefore, genuine southern dwellings and, in the
place of asphalt pavements, natural roadways domed by arching trees.
[Illustration: A HOUSE MODELED AFTER THE OLD MEXICAN FASHION.]
[Illustration: THE IDEAL HOME.]
The pride of Riverside is its far-famed Magnolia Avenue, fifteen
miles in length, with two broad driveways lined with pepper and
eucalyptus trees. Beyond these also are palm-girt sidewalks twenty
feet in breadth; while, here and there, reflecting California's
golden sunshine from their glistening leaves, stand groups of the
magnificent magnolias which give the avenue its name.
"Why did you make this splendid promenade?" I asked in mingled
curiosity and admiration.
"It is one of our ways of booming things," was the reply; "out of the
hundreds of people who come to see it, some stay, build houses, and
go into business. Without it they might never have come at all."
"Was not the cost of laying it out enormous?" I inquired.
"Not so great as you would naturally suppose," was the answer, "for
after this country has once been irrigated, whatever is planted on
watered land will grow like interest, day and night, summer and
winter."
[Illustration: MAGNOLIA AVENUE, RIVERSIDE.]
[Illustration: A MAGNOLIA BLOSSOM.]
Riverside's fortunes were made in orange culture, and there was a
time when every one who planted orange trees was prosperous; but now,
under inevitable competition, this enterprise is rivaled in value by
other large industries, particularly the cultivation of lemons and
olives. Thousands of acres of olive orchards are now flourishing in
Southern California, and are considered a sure and profitable
investment.
Another celebrated "orange city" is Redlands, where the visitor
ceases to wonder at nature, and devotes himself to marveling at man.
How can he do otherwise when, in a place that was a wilderness ten
years ago, he drives for twenty miles over well-curbed roads, sixty
feet wide and as hard as asphalt, or strolls through handsome streets
adorned with palms and orange trees, and frequently embellished with
residences worthy of Newport? No doubt it is a surprise to many
tourists to find such elegant homes in these cities which were born
but yesterday; for Americans in the East, though far from
conservative themselves, do not, as a rule, appreciate the wonderful
growth of these towns which but a few years since had no existence.
Occasionally some neighbor goes out to the Pacific coast, and tells
his friends on his return what he has seen; but it makes little
impression until they go themselves. They think he is exaggerating.
"Would you like to see a converted mountain?" inquired my guide.
"What do you mean?" I asked incredulously.
"You will see," he replied, "and in ten minutes we shall be there."
[Illustration: PART OF THE "CONVERTED MOUNTAIN," REDLANDS.]
Accordingly, up we drove over magnificent, finely graded roads, till
we arrived at what appeared to be a gentleman's private park. The
park, however, seemed to have no limit, and we rode on through a
bewildering extent of cemented stone walls, umbrageous trees,
luxuriant flowers, trailing vines, and waving palms. At last we
reached the summit, and what a view unrolled itself before us!
Directly opposite, the awful wall of the Sierra swept up to meet our
vision in all its majesty of granite glory, like an immense,
white-crested wave, one hundred miles in length, which had by some
mysterious force been instantaneously curbed and petrified, just as
it was about to break and overwhelm the valley with destruction.
Beneath it, for seventy miles in exquisitely blended hues, stretched
the wonderful San Gabriel intervale, ideal in its tranquil
loveliness. Oh, the splendor, opulence, and sweetness of its
countless flowers, whose scarlet, gold, and crimson glowed and melted
into the richest sheen of velvet, and rendered miles of pure air
redolent with perfume, as grapes impart their flavor to good wine!
In gazing on this valley from a distance one would fain believe it to
be in reality, as in appearance, an idyllic garden of Arcadian
innocence and happiness, and, forgetting the disillusions of maturer
years, dream that all human hearts are as transparent as its
atmosphere, and that all life is no less sweet and pure.
[Illustration: A DRIVEWAY IN REDLANDS.]
But, presently, I asked again, "What do you mean by a _converted_
mountain?"
"Eight years ago," was the reply, "this elevation on which we stand
was a heap of yellow sand, like many unconverted mountains that we
see about us; now it has been transformed into a dozen miles of
finished roads and extensive gardens enclosing two fine residences."
"Pardon me," I exclaimed, "here are trees thirty feet high."
"All grown in eight years," he answered.
"Still," I again protested, "here are stone walls, and curbed and
graded roads."
"All made in eight years," he reiterated.
"But, in addition to this mountain, how about the twenty miles of
orange groves surrounding it, the thirty thousand dollar public
library of Redlands, and its miles of asphalt streets?"
"All in eight years," he said again, as if, like Poe's raven, he had
been taught one refrain.
[Illustration: THE SIERRA MADRE AND THE SAN GABRIEL VALLEY.]
[Illustration: A FEW "UNCONVERTED MOUNTAINS," NEAR REDLANDS.]
In fact, it should be said that this entire mountain was purchased by
two wealthy brothers who now come every winter from the East to this
incomparable hill, the whole of which has been, as if by magic,
metamorphosed into an estate, where visitors are allowed to find
instruction and delight upon its lofty terraces of forest and of
flowers. Is it strange, then, that such sudden transformations of
sterile plains and mountains into bits of paradise make tourists in
Southern California wildly enthusiastic? They actually see fulfilled
before their eyes the prophecy of Isaiah, "The desert shall rejoice,
and blossom as the rose." The explanation is, however, simple. The
land is really rich. The ingredients are already here. Instead of
being worthless, as was once supposed, this is a precious soil. The
Aladdin's wand that unlocks all its treasures is the irrigating
ditch; its "open sesame" is water; and the divinity who, at the call
of man, bestows the priceless gift, is the Madre of the Sierras. A
Roman conqueror once said that he had but to stamp upon the earth and
legions would spring up to do his bidding. So Capital has stamped
upon this sandy wilderness, and in a single generation a civilized
community has leaped into astonished life. Yet do we realize the
immense amount of labor necessitated by such irrigation? This
mountain, for example, is covered with water pipes, as electric wires
are carried through our houses. Every few rods a pipe with a faucet
rises from the ground; and as there are miles of roads and hundreds
of cultivated acres, it can with difficulty be imagined how many of
these pipes have been laid, and how innumerable are the little
ditches, through which the water is made to flow. Should man relax
his diligence for a single year, the region would relapse into
sterility; but, on the other hand, what a land is this for those who
have the skill and industry to call forth all its capabilities! What
powers of productiveness may still be sleeping underneath its soil,
awaiting but the kiss of water and the touch of man to waken them to
life! Beside its hidden rivers what future cities may spring forth
to joyous being; and what new, undiscovered chemistry may not this
mingling of mountain, sun, and ocean yet evolve to prove a permanent
blessing to mankind!
[Illustration: GROUNDS OF THE SMILEY BROTHERS ON THE "CONVERTED
MOUNTAIN."]
[Illustration: IRRIGATING DITCHES.]
One hundred and twenty-six miles southwest of Los Angeles, one could
imagine that he had reached the limit of the civilized world:
eastward, the desert stretches far away to the bases of the San
Jacinto Mountains; westward, thousands of miles of ocean billows
shoulder one another toward the setting sun; southward, extends that
barren, almost unknown strip of earth, the peninsula of Lower
California; yet in this _cul-de-sac_, this corner between mountain,
desert, and sea, rises a charming and inspiring picture,--San Diego.
[Illustration: SAN DIEGO.]
The beautiful harbor of this city is almost closed, on one side, by a
bold majestic promontory called Point Loma; and on the other, by a
natural breakwater, in the form of a crescent, twelve miles long,
upon the outer rim of which the ocean beats a ceaseless monody. At
one extremity of this silver strand, directly opposite Point Loma and
close to the rhythmic surf, stands the Hotel Coronado; its west front
facing the Pacific, its east side looking on the azure of the
peaceful bay, beyond which rises San Diego with a population of
twenty thousand souls. To reach this hotel, the tourist crosses the
harbor from the city by a ferry, and then in an electric car is
whirled for a mile along an avenue which he might well suppose was
leading him to some magnificent family estate. The pavement is
delightfully smooth and hard; on either side are waving palms and
beds of radiant flowers; two charming parks, with rare botanical
shrubs and trees, are, also, visible and hold invitingly before him
the prospect of delightful hours in their fragrant labyrinths; and,
finally, out of a semi-tropical garden, the vast extent of which he
does not comprehend at first, rises the far-famed hostelry which,
itself, covers about four and a half acres of ground, at the extreme
southwestern corner of the Union, and on a spot which yesterday was a
mere tongue of sand. In the tourist season this palatial place of
entertainment presents a brilliant throng of joyous guests who have,
apparently, subscribed to the motto: "All care abandon ye, who enter
here." It is one of the few spots on this continent where the great
faults of our American civilization--worry and incessant work--are
not conspicuous. Men of the North too frequently forget that the
object of life is not work, but that the object of work is life. In
lands like Southern California, however, where flowers fill the air
with fragrance, where fruits are so abundant that starvation is
impossible, and where the nerves are not continually whipped by
atmospheric changes into restless energy, men live more calmly,
probably more rationally. Sunshine, roses, and the throbbing tones of
the guitar would seem to be the most appropriate sources of amusement
here. Meanwhile the northern millionaire breaks down from overwork
and leaves his money to be squandered by his relatives. Yet he also,
till the last gasp, claims that he is happy. What is happiness?
_Quien sabe_?
[Illustration: POINT LOMA.]
[Illustration: HOTEL CORONADO.]
[Illustration: COURTYARD OF THE HOTEL.]
The country about San Diego is a miniature reproduction of the plains
of Arizona and New Mexico, and just above the city rises a genuine
_mesa_, which, though comparatively small, resembles the large
table-lands of the interior, and was formed in the same way. Cutting
it, here and there, are little cañons, like that through which the
Colorado rolls, not a mile deep, but still illustrative of the
erosion made here by the rivers of a distant age; for these gashes
are the result of rushing water, and every stone upon this small
plateau has been worn round and smooth by friction with its fellows,
tossed, whirled, and beaten by the waves of centuries. Strange, is
it not, that though, like many other areas of our continent, this
region was once fashioned and completely ruled by water, at present
it has practically none; and men must often bring the precious liquid
fifty miles to crown the soil with beauty and fertility.
[Illustration: VIEW FROM THE TABLE-LAND.]
[Illustration: PACHANGO INDIANS AT HOME.]
[Illustration: A CHRISTIANIZED INDIAN.]
[Illustration: THE MISSION BELLS.]
The old town of San Diego, four miles north of the present city, is
now almost abandoned. Only a dozen adobe buildings kept in fair
repair, and as many more in ruins, mark the site. The little chapel
is still used for worship, and from an uncouth wooden frame outside
its walls hang two of the old Mission bells which formerly rang out
the Angelus over the sunset waves. My guide carelessly struck them
with the butt of his whip, and called forth from their consecrated
lips of bronze a sound which, in that scene of loneliness, at first
seemed like a wail of protest at the sacrilege, and finally died away
into a muffled intonation resembling a stifled sob. Roused by the
unexpected call, there presently appeared an Indian who looked as if
he might have been contemporary with Methuselah. No wrinkled leaf
that had been blown about the earth for centuries could have appeared
more dry and withered than this centenarian, whose hair drooped from
his skull like Spanish moss, and whose brown hands resembled lumps of
adobe.
[Illustration: AN AGED SQUAW.]
"I am glad to have you see this man," said the guide, "for he has
rung these bells for seventy years, and is said to be more than a
hundred years old."
I could not obtain a portrait of this decrepit bell-ringer, for many
Indians are superstitiously opposed to being photographed; but I
procured the picture of an equally shriveled female aged one hundred
and thirty who might have been his sister.
[Illustration: RELICS OF AN ANCIENT RACE.]
[Illustration: "ECSTATIC BATHERS."]
"This," remarked my guide with a smile, "is what the climate of San
Diego does for the natives."
"The glorious climate of California" has been for years a theme of
song and story, and a discussion of its merits forms one of the
principal occupations of the dwellers on the Pacific coast. It is
indeed difficult to see how tourists could pass their time here
without this topic of conversation, so infinite is its variety and so
debatable are many of the conclusions drawn from it. It is the Sphinx
of California; differing, however, from the Sphinx of Egypt in that
it offers a new problem every day. The literature that treats of the
Pacific coast fairly bristles with statistics on this subject, and
many writers have found it impossible to resist the temptation of
adorning their pages with tables of humidity, temperature, and
rainfall. Some hotels even print in red letters at the top of the
stationery furnished to their guests:
"The temperature to-day is ----."
Among the photographs of San Diego are several which represent groups
of ecstatic bathers, ranging from small boys to elderly bald-headed
gentlemen, apparently ready to take a plunge into the Pacific; while
beneath them is displayed the legend, "January 1, 18--." Candor
compels me, however, to state that, as far as I was able to
ascertain, these pictured bathers rarely pay a New Year's call to
Neptune in his mighty palace, but content themselves in winter with
going no further than his ante-chambers,--the sheltered, sun-warmed
areas of public bath-houses.
[Illustration: MIDWINTER AT LOS ANGELES.]
"I believe this to be the best climate in the world," said a
gentleman to me in San Diego, "but I confess that, when strangers are
visiting me, it occasionally does something it ought not to do."
The truth is, there are several climates in Southern California, some
of which are forced upon the resident, while others can be secured by
going in search of them in a trolley car or a railway carriage. The
three determining factors in the problem of temperature are the
desert, the ocean, and the mountains. Thus, in midsummer, although
it may be fiercely hot in the inland valleys, it is invariably cool
in the mountains on account of their altitude, and near the shore
because the hot air rising from the desert invites a daily ocean
breeze. Even at a distance from the comfortable coast, humanity never
passes into that abject, panting, and perspiring condition in which
the inhabitants of the Eastern States are usually seen when the
mercury goes to ninety. The nights are always cool; although not
quite as much so in July as the enthusiasts tell us who have never
seen the country later in the season than the month of May, and who
weary us with the threadbare tale of never sleeping without a
blanket.
"Is it true, madam," I said to a lady of San Diego, "that here one
must always take a blanket to bed with him?"
"Hush," she replied, "never ask that question unless you are sure
that there are no tourists within hearing."
[Illustration: PIER AT SANTA MONICA.]
[Illustration: AVALON, SANTA CATALINA ISLAND.]
Three statements are, I think, unquestionably accurate: first, that
for many months of the year the residents need not take into
consideration for a moment the possibility of rain; second, that on
account of this drought there must inevitably be during that period a
superfluity of dust; and, third, that every day there will be felt "a
cool refreshing breeze," which frequently increases to a strong wind.
My memory of California will always retain a vivid impression of this
wind, and the effect of it upon the trees is evident from the fact
that it has compelled most of them to lean toward the east, while one
of the last sights I beheld in San Diego was a man chasing his hat.
Nevertheless, acclimated Californians would no more complain of their
daily breeze, however vigorous, than a man would speak disrespectfully
of his mother.
As in most semi-tropical countries, there is a noticeable difference
in temperature between sun and shade. In the sun one feels a genial
glow, or even a decided heat; but let him step into the shade, or
stand on a street-corner waiting for a car, and the cool wind from
the mountains or the ocean will be felt immediately. People
accustomed to these changes pay little heed to them; but to
new-comers the temperature of the shade, and even that of the
interiors of the hotels and houses, appears decidedly cool.
[Illustration: NOT AFRAID OF THE SUN.]
One day, in June, I was invited to dine at a fruit-ranch a few miles
from Pasadena. The heat in the sun was intense, and I noticed that
the mercury indicated ninety-five degrees; but, unlike the atmosphere
of New York in a heated term, the air did not remind me of a Turkish
bath. The heat of Southern California is dry, and it is absolutely
true that the highest temperature of an arid region rarely entails as
much physical discomfort as a temperature fifteen or twenty degrees
lower in the Eastern States, when accompanied by humidity. The
moisture in a torrid atmosphere is what occasions most of the
distress and danger, the best proof of which is the fact that while,
every summer, hundreds of people are prostrated by sunstroke near the
Atlantic coast, such a calamity has never occurred in New Mexico,
Arizona, or California. Moreover, when the mercury in Los Angeles
rises, as it occasionally does, to one hundred degrees, the
inhabitants of that city have a choice of several places of refuge:
in two or three hours they can reach the mountains; or in an hour
they can enjoy themselves upon Redondo Beach; or they may take a
trolley car and, sixty minutes later, stroll along the sands of Santa
Monica, inhaling a refreshing breeze, blowing practically straight
from Japan; or, if none of these resorts is sufficiently attractive,
three hours after leaving Los Angeles they can fish on Santa Catalina
Island, a little off the coast; or linger in the groves of Santa
Barbara; or, perhaps, best of all can be invigorated by the saline
breath of the Pacific sweeping through the corridors of the Coronado.
Santa Catalina Island is, in particular, a delightful pleasure-resort,
whose beautiful, transparent waters, remarkable fishing-grounds, and
soft, though tonic-giving air, which comes to it from every point of
the compass over a semi-tropic sea, are so alluring that thousands of
contented people often overflow its hotels and camp in tents along
the beach.
[Illustration: IN COTTONWOOD CAÑON, SANTA CATALINA.]
[Illustration: LILIPUTIAN AND GIANT.]
[Illustration: ON THE BEACH AT SANTA CATALINA.]
That the winter climate of Southern California, not only on the
coast, but in the interior, is delightful, is beyond question. What
was healthful a hundred years ago to the Spanish monks who settled
here, proved equally so to those adventurous "Forty-niners" who
entered California seeking gold, and is still more beneficial to
those who now come to enjoy its luxuries and comforts. Flowers and
fruit are found here throughout the entire year. The rainy days are
few, and frosts are as ephemeral as the dew; and to the aged, the
invalids, the fugitives from frost, and the "fallen soldiers of
civilization," who are no longer able to make a courageous fight
with eastern storms and northern cold, San Diego is a climatic
paradise. Accordingly, from early October until April the overland
trains roll westward from a land of snow and frost to one of sun and
flowers, bearing an annually increasing multitude of invalids and
pleasure-seekers, some of whom have expensive permanent homes and
costly ranches here--like that of Mr. Andrew McNally, at
Altadena--while others find abundant comfort in the fine hotels.
[Illustration: AN OLD CALIFORNIAN TRADING POST.]
[Illustration: A BIT OF NATURE ON THE COAST.]
Perhaps the principal secret of the charm of the winter climate of
Southern California, as well as that of its wonderfulhealth-restoring
properties, lies in the fact that its dry, pure air and even
temperature make it possible for one to live continuously out of
doors. Yet, though not cold, it is a temperature cool enough to be
free from summer languor.
[Illustration: CALIFORNIAN PALMS.]
Especially attractive to the visitors from the North are the palms of
Southern California. Many of these resemble monstrous pineapples
terminating in gigantic ferns. What infinite variety the palm tree
has, now dwarfed in height, yet sending out on every side a mass of
thick green leaves; now rising straight as an obelisk from the desert
sand, and etching its fine feathery tufts against the sky; now
bearing luscious fruit of different kinds; now furnishing material
for clothing, fishing-nets, and matting; or putting forth those
slender fronds, frequently twenty feet in length, which are sent
North by florists to decorate dwellings and churches for festivals
and weddings! The palm is typical of the South, as the pine is of the
North. One hints to us of brilliant skies, a tropic sun, and an easy,
indolent existence; the other suggests bleak mountains and the
forests of northern hills, and symbolizes the conflict there between
man and nature, in which both fortitude and daring have been needful
to make man the conqueror. One finds a fascination in contrasting
these two children of old Mother Earth, and thinks of Heine's lines:
"A pine tree standeth lonely
On a northern mountain's height;
It sleeps, while around it is folded
A mantle of snowy white.
"It is dreaming of a palm tree
In a far-off Orient land,
Which lonely and silent waiteth
In the desert's burning sand."
[Illustration: HERMIT VALLEY NEAR SAN DIEGO.]
On my last day at San Diego, I walked in the morning sunshine on
Coronado Beach. The beauty of the sea and shore was almost
indescribable: on one side rose Point Loma, grim and gloomy as a
fortress wall; before me stretched away to the horizon the ocean
with its miles of breakers curling into foam; between the surf and
the city, wrapped in its dark blue mantle, lay the sleeping bay;
eastward, the mingled yellow, red, and white of San Diego's buildings
glistened in the sunlight like a bed of coleus; beyond the city
heaved the rolling plains, rich in their garb of golden brown, from
which rose distant mountains, tier on tier, wearing the purple veil
which Nature here loves oftenest to weave for them; while, in the
foreground, like a jewel in a brilliant setting, stood the Coronado.
[Illustration: THE PACIFIC.]
The fascination of Southern California had at last completely
captured me. Its combination of ocean, desert, and mountain, its
pageantry of color, and its composite life of city, ranch, and beach
had cast over me a magic spell. It was, however, a lonely sea that
spread its net of foam before my feet. During my stay I had not seen
a single steamer on its surface, and only rarely had a few swift
sea-birds, fashioned by man's hand, dotted the azure for a little
with their white wings, ere they dipped below the horizon's rim.
Hence, though the old, exhilarating, briny odor was the same, I felt
that, as an ocean, this was unfamiliar. The Atlantic's waves are
haunted by historic memories, but few reminders of antiquity rise
ghostlike from the dreary waste of the Pacific. Few battles have been
fought, few conquests made upon these shores. On the Atlantic coast
one feels that he is looking off toward civilized and friendly lands,
across a sea which ocean greyhounds have made narrow; but here three
purple islands, floating on the limitless expanse, suggest mysterious
archipelagoes scattered starlike on its area, thousands of miles
away, before a continent is reached; and one vaguely imagines
unknown races, coral reefs, and shores of fronded palms, where
Nature smiles indulgently upon a pagan paradise. Nevertheless its
very mystery and vastness give to the Pacific a peculiar charm, which
changeful Orient seas, and even the turbulent Atlantic, never can
impart. Instinctively we stand uncovered in the presence of the
mightiest ocean on our planet. It is at once the symbol and the fact
of majesty; and the appalling sense of trackless space which it
inspires, the rhythm of unmeasured and immeasureable waves, together
with the moaning of the surf upon the sand, at times completely
overwhelm us with suggestions of the Infinite, until no language
seems appropriate, unless it shapes itself in prayer.
[Illustration: "A SEA-BIRD FASHIONED BY MAN'S HAND."]
[Illustration: A LONELY OCEAN.]
In Helen Hunt Jackson's novel, "Ramona," the romance of this region
has found immortality. What "Romola" is to mediaeval Florence,
"Ramona" is to Southern California. It has embalmed in the memory of
the nation a lost cause and a vanished race. Less than one hundred
years ago, where the Anglo-Saxon has since built railroads, erected
manufactories, and created cities, a life was lived, so different in
its character from all that followed or preceded it, that only a
story like "Ramona" could make it appear real. At that time about
twenty "Missions"--which were in reality immense ecclesiastical
farms--bordered the coast for seven hundred miles. For when the New
World had been suddenly revealed to the astonished gaze of Europe, it
was not merely the adventurous conqueror who hastened to these
shores. The priest accompanied him, and many enthusiastic soldiers of
the Cross embarked to bear to the benighted souls beyond the sea the
tidings of salvation. Missionary enterprises were not then what they
are to-day. Nothing was known with certainty of the strange tribes on
this side of the globe, and there was often a heroism in the labors
of self-sacrificing missionaries to America, which far surpassed the
courage of the buccaneer. Many exploring expeditions to this western
land received the blessing of the Church, and were conducted, not
alone for obtaining territory and gold, but for the conversion of
the inhabitants. In Mexico and Peru the priests had followed, rather
than led the way; but in California, under the lead of Father
Junipero, they took the initiative, and the salvation of souls was
one of the principal purposes of the invaders. This did not, however,
prevent the Franciscans, who took possession of the land, from
selecting with great wisdom its very best locations; but, having done
so, they soon brought tens of thousands of Indians under spiritual
and temporal control. These natives were, for the most part, as
gentle and teachable as the Fathers were patient and wise; and, in
1834, a line of Missions stretched from San Diego to Monterey, and
the converted Indians numbered about twenty thousand, many of whom
had been trained to be carpenters, masons, blacksmiths, saddlers,
tailors, millers, and farmers. Three-quarters of a million cattle
grazed upon the Mission pastures, as well as sixty thousand horses;
fruits, grain, and flowers grew in their well-cultivated valleys
until the country blossomed like the Garden of the Lord; and in the
midst of all this industry and agricultural prosperity the native
converts obeyed their Christian masters peacefully and happily, and
came as near to a state of civilization as Indians have ever come.
[Illustration: RAMONA'S HOME.]
[Illustration: THE CHAPEL, RAMONA'S HOME.]
[Illustration: PALMS NEAR SAN FERNANDO MISSION.]
[Illustration: CORRIDOR, SAN FERNANDO MISSION.]
Presently the Mexicans made their appearance here; but, though they
held and managed enormous ranches, the situation was comparatively
unchanged; for they maintained harmonious relations with the
Missions, and had no serious difficulties with the Indians. Thus life
went on for nearly half a century, and seemed to the good Fathers
likely to go on forever; for who, they thought, would ever cross the
awful eastern plains to interfere with their Arcadian existence, or
what invading force would ever approach them over the lonely sea? But
history repeats itself. The Missions soon became too rich not to
excite cupidity; and those who coveted their lands and herds
declared, as an excuse for violence, that the poor Indians were held
in a state of slavery, and should be made to depend upon themselves.
At length, in 1833, the Mexican Government by a decree of
secularization ruined the Missions; but the Indians, although not so
prosperous and well treated as under the Fathers, still kept, through
Mexican protection, most of their privileges and the lands they
owned. Finally came the Anglo-Saxon, and, under the imperious
civilization that poured into California from 1840 to 1860, the
pastoral age soon disappeared. The Missions, which had already lost
much of their property and power under the Mexican Government,
quickly shrank after this new invasion into decrepitude. The
practical Anglo-Saxon introduced railroads, electricity, commerce,
mammoth hotels, and scientific irrigation, all of which the Fathers,
Mexicans, and Indians never would have cared for. Nevertheless, with
his arrival, the curtain fell upon as peaceful a life-drama as the
world had seen.
[Illustration: SANTA BARBARA.]
[Illustration: SAN JUAN CAPISTRANO.]
[Illustration: GROUP OF FRANCISCAN FRIARS.]
To the reader, thinker, and poet the memories and associations of
these Missions form, next to the gifts of Nature, the greatest charm
of Southern California; and, happily, although that semi-patriarchal
life has passed away, its influence still lingers; for, scattered
along the coast--some struggling in poverty, some lying in
neglect--are the adobe churches, cloisters, and fertile
Mission-fields of San Juan Capistrano, San Fernando Rey, Santa
Monica, Santa Barbara, and Santa Cruz, all of which still preserve
the soft and gracious names, so generously given in those early days,
and fill us with a genuine reverence for the sandaled monks, who by
incessant toil transformed this barren region into a garden, covered
these boundless plains with flocks and herds, and dealt so wisely
with the Indians that even their poor descendants, to-day, reverence
their memory.
[Illustration: CHIEF OF A TRIBE OF MISSION INDIANS.]
The Saxon has done vastly more, it is true; but, in some ways, he has
done much less. The very names which he bequeathed to places not
previously christened by the Spaniards, such as Gold Gulch, Hell's
Bottom, and Copperopolis, tell a more forcible, though not as
beautiful a tale, as the melodious titles, San Buenaventura, San
Francisco Dolores, Santa Clara, San Gabriel, and La Purissima.
[Illustration: INDIAN WOMEN.]
It is not, therefore, the busy streets and handsome dwellings of Los
Angeles and Pasadena, but the adobe ruins, the battered statues, the
cracked and voiceless bells, the poor remnants of the Indian tribes,
and even the old Spanish names, behind which lies a century of
sanctity and romance, which give to Southern California an atmosphere
of the Old World and harmonize most perfectly with its history.
[Illustration: SAN DIEGO MISSION.]
Most of the Mission buildings are in a sad condition. Earthquakes
have shattered some; neglect and malice have disfigured others; but a
society, composed alike of Catholics and Protestants, is now, in the
interest of the past, endeavoring to rescue them from utter ruin. It
is a worthy task. What subjects for a painter most of them present!
How picturesque are their old cloisters, looming up dark, grand, and
desolate against the sky! How worn and battered are they by the
storms of years! How tremblingly stands the Cross upon their ancient
towers, as if its sacred form had become feeble like the fraternity
that once flourished here! What witnesses they are of an irrevocable
past! Their crumbling walls, if they could speak, might grow
sublimely eloquent, and thrill us with inspiring tales of heroism,
patience, tact, and fortitude exhibited when these Missions bloomed
like flowery oases on the arid areas of the South and West, and
taught a faith of which their melancholy cloisters are the sad
memorials.
Ten miles from Los Angeles, the Southern Pacific railroad passes a
long edifice, the massive walls of which might lead us to suppose it
was a fortress, but for its cross and a few antiquated bells. It is
the church of the San Gabriel Mission. All other buildings of the
institution have disappeared; but this old edifice remains, and,
unless purposely destroyed by man, may stand here for five centuries
more, since its enormous walls are five feet thick, and the mortar
used in their construction has rendered them almost as solid as if
hewn from rock. As I descended, at the station a quarter of a mile
away, a little barefooted Mexican boy approached and shyly offered me
his hand. "Are you the Father," he asked?
"No," I said, "I am not the Father, but I have come to see the
church; can you show it to me?"
"But Padre Joaquin said I was to meet a Father."
"Well," I answered, "I am the only passenger who has come by this
train, so you had better walk back with me."
[Illustration: SAN GABRIEL MISSION CHURCH.]
The Mexican boys seem to be the best part of what Mexico has left in
California. This lad, for example, was attending an American school,
and appeared bright and ambitious, though so extremely courteous and
respectful that he seemed almost timid. The little hut in which he
lived was opposite the church, and he seemed perfectly familiar with
the sacred structure. "See," he said, pointing to some mutilated
wooden statues in the poor, scantily furnished sacristy, "here are
some images which cannot be used, they are so broken, and here are
more," he added, opening some drawers and displaying four or five
smaller figures in various stages of dilapidation. Thus, for some
time he continued to call my attention to different curious relics
with such interest and reverence that I was almost sorry when Father
Joaquin appeared. It was sad to see the altar of the church defaced
and cracked, and its statues, brought a hundred years ago from
Spain, scarcely less battered than those which the boy had shown me
in the sacristy. Yet it was plain that worshipers as well as vandals
had been here. The basins for holy water, cut in the solid wall, were
worn, like the steps of an ancient building, with countless fingers,
long since turned to dust. There, also, were two old confessionals,
one of which was so hopelessly infirm that it had been set aside at
last, to listen to no more whispered tales of sin and sorrow. The
doors of the church at first looked ancient, but wore a really modern
air, when compared with the original portals, which, no longer able
to stand upright, had been laid against the wall, to show to
tourists. Yet, eighty years ago, this church stood proudly at the
head of all the Missions, and reared its cross above the richest of
their valleys. According to Father Joaquin's estimate, the Fathers of
San Gabriel must have had twenty thousand acres under cultivation,
and, in 1820, this Mission alone possessed one hundred and sixty
thousand vines, two thousand three hundred trees, twenty-five
thousand head of cattle, and fifteen thousand sheep. "It was all
ours," he said, with a sweep of his hand, "we had reclaimed it from
the desert, and, by the treaty between the United States and Mexico,
we were allowed to retain all lands that we had cultivated. Yet of
those twenty thousand acres, one hundred and fifty are all that are
left us!"
The Padre accompanied me to the station. "How large is your parish,
Father?" I asked.
"It is thirteen miles long," was his reply, "and I have in it eight
hundred souls, but most of them live too far away to walk to church,
and are too poor to ride."
"And how many Indians have you?"
"Perhaps a hundred," he answered, "and even they are dying off."
"What of their character?" I asked.
"They have sadly fallen away," was the response. "True, they are
Christians as far as they are anything, but they are hopelessly
degraded, yet they respect the Church, and are obedient and
reverential when under its influence."
[Illustration: DISCARDED SAINTS, SAN GABRIEL.]
[Illustration: MUTILATED STATUES.]
[Illustration: THE BAPTISMAL FONT.]
[Illustration: SAN GABRIEL, FROM THE SOUTHEAST.]
Most of the Californian Missions are really dead, and near that of La
Purissima may still be seen the rent in the ground made by the
earthquake which destroyed it. Others, like San Gabriel and San Juan
Capistrano, are dragging out a moribund existence, under the care of
only one or two priests, who move like melancholy phantoms through
the lonely cloisters, and pray among the ruins of a noble past. The
Mission of Santa Barbara, however, is in fairly good repair, and a
few Franciscan Fathers still reside there and carry on a feeble
imitation of their former life.
[Illustration: A DEGENERATE.]
It is on his way to this Mission that the traveler passes the reputed
residence of Ramona. There is, it is true, another structure near San
Diego which, also, claims this distinction; but the ranch on the
route from Los Angeles to Santa Barbara perfectly corresponds to
"H.H.'s" descriptions of her heroine's home, with its adjoining brook
and willows, and hills surmounted by the cross. The house is almost
hidden by the trees with which a Mexican ordinarily surrounds his
dwelling, and is, as usual, only one story high, with a projecting
roof, forming a porch along the entire front. As we learn in
"Ramona," much of the family life in those old days--sewing,
visiting, and siesta-taking--went on in the open air, under the shade
of the porticos which were wide and low. Here it was that Alessandro
brought Felipe back to health, watching and nursing him as he slept
outdoors on his rawhide bed; and we may see the arbor where the
lovers met, the willows where they were surprised by Señora Moreno,
and the hills on which the pious lady caused wooden crosses to be
reared, that passers-by might know that some good Catholics were
still left in California.
[Illustration: THE CROSS ON THE HILL.]
[Illustration: SANTA BARBARA MISSION.]
The Mission of Santa Barbara is of solid brick and stone, with walls
six feet in thickness. Its cloisters look sufficiently massive to
defy an earthquake, and are paved with enormous bricks each twelve
inches square. The huge red tiles of the roof, also, tell of a
workmanship which, although rude, was honest and enduring. The
interior, however, is of little interest, for the poor relics which
the Fathers keep are even less attractive than those displayed at the
Mission of San Gabriel; yet there are shown at least two enormous
missals which are no less than four feet long by two feet wide,
and beautifully inscribed on parchment.
[Illustration: SANTA BARBARA MISSION FROM THE FARM.]
[Illustration: WHERE THE FATHERS WALKED.]
"What is the Mission's income?" I asked the gentle monk who acted as
my guide.
"Alas!" he answered, "we have very little. You know our lands are
gone. We have barely twenty-five acres now. Moreover, we are outside
the village; and, as there is another church, most Catholics go
there. We receive, indeed, occasional offerings from travelers; but
we are very poor."
"Who cultivates your twenty-five acres?" I inquired.
"According to our ability, we are all busy," was the answer, "some
till the garden; others train young men for the priesthood; one of
our number is a carpenter; and another," he added, evidently laughing
at his own expense, "knows just enough about machinery to make a bad
break worse."
"And the Indians?" I said.
"Not one is left," was the reply. "Though once the Mission counted
them by thousands, they are all dead and gone. There are their
monuments," he added, pointing to the fragments of a mill and one or
two industrial shops.
[Illustration: THE CEMETERY, SANTA BARBARA.]
I looked and saw the remnants of a giant wheel which formerly had
been turned by water, brought from the hills to feed the Fathers'
lands. The water was still flowing, but the wheel lay, broken,--symbolic
of the link which bound the Mission to the vanished past.
The first Roman Catholic Bishop of California and some of the early
Fathers are buried in the chapel of the monastery, but interments are
now made in a neighboring cemetery, strictly reserved for members of
the Mission, each of whom has there his predestined place. Yet even
in this humble Campo Santo life will not yield entirely to death. The
hum of droning insects breaks the stillness of the empty cloisters;
occasionally a lizard darts like a tongue of flame along the walls;
grasses and trailing plants adorn impartially the ground containing
human dust, and that which still awaits an occupant; while round a
stately crucifix, which casts its shadow like a benediction on the
sleeping dead, sweet wild flowers bloom throughout the year, and from
their swinging censers offer incense to the figure of the Saviour
with each passing breeze. The hush of melancholy broods over the
entire place. The mountains, gazing down upon it in stony silence,
are haggard and forbidding; below it lies the modern town; while from
a neighboring hillside the inmates of a villa look directly into the
monastery garden, on which the earlier Fathers little dreamed a
female eye would ever rest. A little life, however, was still visible
about this Santa Barbara Mission. Two brown-robed monks were hoeing
in the field; occasionally, visitors came and went; and, just as I
was leaving, one of the priests, in obedience to a summons, hurried
away to minister to the sick; yet over all there hung an atmosphere
of unreality and sadness. I felt myself the guest of an anachronism.
[Illustration: DREAMING OF OTHER DAYS.]
A fashionable city has risen at the feet of these old monks, but they
regard it not. A trolley car brings curious tourists to their doors;
but the ways of the Santa Barbara Fathers are those of long ago. Like
agèd pilgrims, dreaming by their firesides, they seem to be living in
the past; they certainly have no present worthy of the name; and when
I sought to draw forth from my priestly guide some idea of their
future, he answered me by pointing to a grave.
GRAND CAÑON OF THE COLORADO RIVER
While the Old World is better able than the New to satisfy the
craving of the mind for art and history, no portion of our globe can
equal the North American continent in certain forms of natural
scenery which reach the acme of sublimity. Niagara, the Yosemite, the
Yellowstone National Park, and the Grand Cañon of the Colorado in
Arizona are the four great natural wonders of America. Niagara is
Nature in the majesty of liquid motion, where, as the outlet of vast
inland seas, a mighty river leaps in wild delirium into a gorge two
hundred feet below, and boils and seethes tumultuously till its
heart is set at rest and its fever cooled by the embrace of Lake
Ontario. The Yosemite is Nature pictured, in a frame of granite
precipices, as reclining on a carpet woven with a million flowers,
above which rise huge trees three centuries old, which, nevertheless,
to the spectator, gazing from the towering cliffs, appear like waving
ferns. The Yellowstone Park is the arena of an amphitheatre in which
fire and water, the two great forces which have made our planet what
it is, still languidly contend where formerly they struggled
desperately for supremacy. But the Grand Cañon of Arizona is Nature
wounded unto death, and lying stiff and ghastly with a gash, two
hundred miles in length and a mile in depth, in her bared breast,
from which is flowing fast a stream of life-blood called the
Colorado.
[Illustration: A PETRIFIED FOREST, ARIZONA.]
[Illustration: PACK-MULES OF THE DESERT.]
[Illustration: EVIDENCES OF EROSION.]
[Illustration: THE NAVAJO CHURCH.]
[Illustration: FANTASTIC FORMS.]
The section of country through which one travels to behold this
last-named marvel is full of mystery and fascination. It is a land
where rivers frequently run underground or cut their way through
gorges of such depth that the bewildered tourist, peering over their
precipitous cliffs, can hardly gain a glimpse of the streams flowing
half a mile below; a land of colored landscapes such as elsewhere
would be deemed impossible, with "painted deserts," red and yellow
rocks, petrified forests, brown grass and purple grazing grounds; a
land where from a sea of tawny sand, flecked here and there with
bleached bones, like whitecaps on the ocean, one gazes upon mountains
glistening with snow; and where at times the intervals are so brief
between aridity and flood, that one might choose, like Alaric, a
river-bed for his sepulchre, yet see a host like that of Pharaoh
drowned in it before the dawn. In almost every other portion of the
world Nature reveals her finished work; but here she partially
discloses the secrets of her skill, and shows to us her modes of
earth-building. Thus, the entire country is dotted with _mesas_, or
table-lands of sandstone, furrowed and fashioned in a tremendous
process of erosion, caused by the draining through this area of a
prehistoric ocean, whose rushing, whirling, and receding waters
molded the mountains, carved the cañons, and etched innumerable
grotesque figures and fantastic forms. A feeling of solemnity steals
over us, as we reflect upon the lapse of geologic time which such a
record covers, unnumbered ages before man's advent on this planet;
and these deep cañons and eroded valleys, whose present streams are
only miniature representatives of those which formerly wrought havoc
here, teach lessons of patience to the restless mortals who behold
them; while some of the singular formations on the cliffs present
perplexing problems which Nature, as it were in mocking humor, bids
us solve.
[Illustration: A SPECIMEN OF NATURE'S HANDIWORK.]
Was Nature ever really sportive? In the old days, when she produced
her uncouth monsters of the deep, was she in manner, as in age, a
child? Did she then play with her continents, and smile to see them
struggle up from the sea only to sink again? Was it caprice that made
her wrap her vast dominions in the icy bands of glaciers, or pour
upon them lava torrents, and frequently convulse them with a mighty
earthquake? If so, New Mexico and Arizona must have been her favorite
playgrounds. At many points her rock formations look like whimsical
imitations of man's handicraft, or specimens of the colossal
vegetation of an earlier age. Some are gigantic, while others bear a
ludicrous resemblance to misshapen dwarfs, suggesting, as they stand
like pygmies round their mightier brethren, a group of mediaeval
jesters in a court of kings. In the faint dusk of evening, as one
flits by them in the moving train, their weird, uncanny forms appear
to writhe in pain, and he is tempted to regard them as the material
shapes of tortured souls.
[Illustration: A MESA.]
The _mesas_ of New Mexico and Arizona are, usually, regular in
outline, sometimes resembling in the distance cloud-banks on the edge
of the horizon, but oftener suggesting mighty fortresses, or ramparts
to resist invasion, like the wall of China. These are not only
beautiful in form and color, but from the fact that they recall the
works of man, we gaze at them with wonder, and find in them a
fascinating interest. They prove that Nature needs some human
association to appeal strongly to us, and how man's history of smiles
and tears gives pathos, mystery, and romance to scenes which
otherwise would be merely coldly beautiful or terribly sublime. It is
for this reason, doubtless, that we are always endeavoring to
personify Nature. We think of solitary trees as lonely, of
storm-tossed waves as angry, and of a group of mountains as members
of one family. Thus some of the Arizona mountains are called
brothers. No doubt their birth was attended by the same throes of
Mother Earth, and they possess certain family resemblances in their
level summits, huge square shoulders, and the deep furrows in their
rugged cheeks; while all of them evince the same disdain for
decoration, scorning alike the soft rich robes of verdure and the
rough storm-coats of the pines.
[Illustration: A GROUP OF MESAS.]
[Illustration: ON THE OLD SANTA FÉ TRAIL.]
The idea of companionship in Nature is not wholly fanciful. Is not
the fundamental law of the universe the attraction which one mass of
matter has for another? Even the awful distances in interstellar
space form no exception to this rule; for telescopic scrutiny reveals
the fact that planets, suns, and systems move in harmony, on paths
which indicate that they are all associated in the stupendous drama
of the skies. The human interest connected with the mountains and the
_mesas_ of New Mexico and Arizona is not very great. No mediaeval
mystery haunts these castles sculptured by the hand of Nature. No
famous romancer has lighted on their cliffs the torch of his poetic
fancy. No poet has yet peopled them with creatures of his
imagination. We can, unfortunately, conjure up from their majestic
background no more romantic picture than that of some Pueblo Indian
wooing his dusky bride. Yet they are not without some reminiscences
of heroism; for valiant men, a half century ago, following the
westward moving star of empire, braved almost inconceivable hardships
in their shadow, when, after four thousand years, American pioneers
repeated the old, old story, begun upon the plains of Shinar, as the
"Sons of the East" went westward in their quest of fortune. How few
of us think of those unrecorded heroes now, as we cross this region
in luxurious cars! To most of us the dead, whose bones once whitened
many of these lonely plains, are nothing more than the last winter's
snowdrifts melted by the sun; yet how effectively the Saxon has
succeeded in his conquest of the continent we have continual evidence
as we glide swiftly, from the Atlantic to the Pacific, through
glowing grain fields, prosperous cities, and states that rival
empires in size. Where formerly the Spanish conquerors, in their
fruitless search for the reputed Seven Cities glittering with gold,
endured privations and exhibited bravery which have hardly been
surpassed in the entire history of the world; and where, too, as if
it were but yesterday, the American Argonauts toiled painfully for
months through tribes of hostile Indians, across desert wastes and
over cloud-encompassed mountains, we find ourselves the inmates of a
rolling palace, propelled by one of Nature's tireless forces, and
feel at times in our swift flight as if we were the occupants of a
cushioned cannon-ball of glass. Even the crossing of one of the many
viaducts along our route is a reminder of how science has been
summoned to assist the invader in his audacious enterprise of
girdling a continent with steel.
[Illustration: AN ARIZONA CLOUD-EFFECT.]
[Illustration: OLD HOME OF KIT CARSON, TAOS, N.M.]
[Illustration: GRAVE OF KIT CARSON, TAOS, N.M.]
[Illustration: THE BRIDGE OF CAÑON DIABLO.]
The art of bridge-building in some form or other is one of the
earliest necessities of civilization. Even the apes in equatorial
regions will link themselves together, and swing their living line
across a stream to trees on the opposite bank, thus forming a
connected path of bodies along which other monkeys pass in safety.
Bridges of ropes or reeds are, also, made by the most primitive of
men; while viaducts of stone rose gradually in perfection, from the
rude blocks heaped up by savages to the magnificent structures
fashioned by the Romans. But with the introduction of iron and steel
into their composition, bridges are now constructed quickly, with
consummate skill, and in a multitude of different forms assist in
making possible the safe and rapid transit of our great Republic.
[Illustration: HOMES OF CLIFF DWELLERS.]
[Illustration: SKULLS OF CLIFF DWELLERS.]
In addition to all the wonderful natural features of Arizona and New
Mexico, the insight into ancient and modern Indian life which they
afford is of extraordinary interest, particularly as aboriginal
civilization, evidently, reached a higher level here than was
attained by any of the tribes which roamed throughout the regions now
known as the Middle and Eastern States. The natives of the arid
regions of the great Southwest, though subdivided into numerous
tribes, are usually known under the general title of Pueblos. The
name itself, bestowed upon them by the Spaniards, is significant;
since _pueblo_ is the Spanish word for village, and this would seem
to prove that the race thus designated three hundred and fifty years
ago was not nomadic, but had been settled here for many years.
[Illustration: LAGUNA.]
[Illustration: CLIFF PALACES.]
Antiquity and mystery impart a charm to these Pueblo Indians. They
are foundlings of history. We see their immemorial settlements, and
know that, centuries before Columbus landed on San Salvador, a number
of advantageously situated places in the western portion of this
continent served as the homes of powerful tribes, whose towns and
villages formed the scenes of warfare and barbaric splendor. But of
the men who built those villages we know comparatively nothing. Their
origin is almost as trackless as the sand which hides so many of
their relics in a tawny sepulchre. We may be certain, however, that
the remnants who survive are the representatives of myriads who once
made most of the American valleys palpitant with life, but over whom
oblivion has swept like a huge tidal wave, leaving the scattered
fragments of their history like peaks rising from a submerged world.
[Illustration: A TWO-STORY CLIFF PALACE.]
The best conclusions of scientists in regard to the geological
periods of our planet consider that the Glacial Epoch began about two
hundred and forty thousand, and ended about eighty thousand, years
ago. Traces of the existence of men in North America during that
glacial period have been found in abundance, and make it probable
that a human population existed, toward the close of that era, all
the way from the Atlantic Coast to the Upper Mississippi Valley.
Where these men of the Ice Age originally came from is a matter of
conjecture; but it seems probable that they migrated hither from the
Old World, since it is certain that during the various elevations and
depressions of the two continents, it was possible, several times,
for men to go from Europe or from Asia into America without crossing
any ocean, either by the northwestern corner of Alaska, which has
been repeatedly joined to Siberia through the elevation of the
shallow Bering Sea, or by the great Atlantic ridge which more than
once has risen above the ocean between Great Britain and Greenland.
Yet, though the first inhabitants of America, in all probability,
came thus from the Old World at a very distant period of antiquity,
it is believed by the best students of the subject that, until within
the last few centuries, there had been no intercourse between America
and either Europe or Asia, for at least twenty thousand years. Hence
the Aborigines of this continent developed in the course of ages
peculiarities which distinguish them from other races, and justify
their being regarded as, practically, native to the soil.
[Illustration: AN EARLY PLACE OF SHELTER.]
The Indians of New Mexico and Arizona were, probably, fugitives from
more fertile lands, whence they had been expelled by the ancestors of
the bloodthirsty and cruel Apaches. The country to which they came,
and where they made a final stand against their predatory foes, was
well adapted to defense. For hundreds of square miles the land is
cleft with chasms, and dotted with peculiar, isolated table-lands
hundreds of feet in height, with almost perfectly level surfaces and
precipitous sides. The origin and formation of these _mesas_, due to
erosion through unnumbered centuries, by water draining from an
inland sea, has been already referred to, and it can be readily seen
that they originally formed ideal residences for the peace-loving
Pueblos, who either made their homes as Cliff Dwellers in the
crevices of cañon walls, or took advantage of these lofty rocks,
already shaped and fortified by Nature, and built on them their
dwellings. These in themselves were no mean strongholds. Their thick
walls, made of rock fragments cemented with adobe, constituted a
natural fortress, against which weapons such as savages used before
they acquired fire-arms could do little harm; and even these houses
the Indians constructed like the cliffs themselves, lofty and
perpendicular, tier above tier, and, save for ladders, almost as
inaccessible as eagles' nests. Again, since these _pueblos_ stood on
table-lands, the approach to which could be easily defended, they
were almost impregnable; while their isolation and elevation, in the
treeless regions of New Mexico, enabled watchmen to discover the
approach of an enemy at a considerable distance and to give warning
for the women, children, and cattle roaming on the plain to be
brought to a place of safety. The instinct of self-preservation and
even the methods of defense are, after all, almost identical in every
age and clime; and the motive which led the Indians to the summits of
these _mesas_ was, no doubt, the same that prompted the Athenians to
make a citadel of their Acropolis, and mediaeval knights to build
their castles on the isolated crags of Italy, or on the mountain
peaks along the Rhine.
[Illustration: "CREVICES OF CAÑON WALLS."]
[Illustration: THE SUMMIT OF A MESA.]
[Illustration: THE MESA ENCANTADA.]
As times became more peaceful, the Pueblos located their villages
upon the plains, and one of these, called Laguna, is now a station
of the Santa Fé railway. But a mere glance at this, in passing, was
far too brief and unsatisfactory for our purpose, aside from the fact
that its proximity to the railroad had, naturally, robbed the
settlement of much of its distinctive character. We therefore
resolved to leave our train, and go directly into the interior, to
visit a most interesting and typical _pueblo,_ known as Ácoma.
Arriving at the station nearest to it, early in the morning, we found
a wagon and four horses waiting to receive us, and quickly started
for our destination over a natural road across the almost level
prairie. At the expiration of about two hours we saw before us, at a
distance of three miles, a _mesa_ of such perfect symmetry and
brilliant pinkish color, that it called forth a unanimous expression
of enthusiasm. Although the form of this "noblest single rock in
America" changes as one beholds it from different points of view, the
shape which it presented, as we approached it, was circular; and
this, together with its uniform height and perpendicular walls,
reminded me of the tomb of Cæcilia Metella on the Appian Way,
magnified into majesty, as in a mirage. It was with added interest,
therefore, that we learned that this was the Enchanted Mesa, about
which there had been recently considerable scientific controversy.
Enchanting, if not enchanted, it certainly appeared that morning,
and, as we drew nearer, its imposing mass continued to suggest old
Roman architecture, from Hadrian's Mausoleum by the Tiber to the huge
circle of the Colosseum.
[Illustration: HOUSES AT LAGUNA.]
[Illustration: THE MESA FROM THE EAST.]
The Indian name of this remarkable cliff is _Katzímo_, and the title
_Haunted Mesa_ would be a more appropriate translation of the Spanish
name, _Mesa Encantada_, than _Enchanted;_ for the people of Ácoma
believe its summit to be haunted by the spirits of their ancestors. A
sinister tradition exists among them that one day, many centuries
ago, when all the men of the village were at work upon the plain, a
mass of rock, detached by the slow action of the elements, or else
precipitated by an earthquake shock, fell into the narrow cleft by
which alone an ascent or descent of the _mesa_ was made, and
rendered it impassable. The women and children, left thus on the
summit of a cliff four hundred and thirty feet in height, and cut off
from communication with their relatives and friends, who were unable
to rejoin and rescue them, are said to have slowly perished by
starvation, and their bones, pulverized in the course of centuries,
are believed to have been, finally, blown or washed away. To test the
truth of this tradition, at least so far as traces of a previous
inhabitancy of the _mesa_ could confirm it, Mr. Frederick W. Hodge,
in 1895, made an attempt to reach the summit; but, though he climbed
to within sixty feet of the top, he could on that occasion go no
higher. He found, however, along the sides of the cliffs enormous
masses of _débris_, washed down by the streams of water which, after
a tempest, drain off from the summit in a thousand little cataracts.
Not only did Mr. Hodge discover in this rubbish several fragments of
Indian pottery, but he, also, observed certain holes in the cliff
which seemed to him to have been cut there specially for hands and
feet. These he believed to be traces of an ancient trail. Stimulated
by the announcement of this discovery, Professor William Libbey, of
Princeton College, in July, 1896, made the ascent of the Enchanted
Mesa by means of a life line fired over the mound from a Lyle gun.
Stout ropes having then been drawn over the cliffs and made secure,
the adventurous aëronaut was actually hauled up to the summit in a
boatswain's chair, as sailors are sometimes pulled ashore from a
sinking ship. On his descent, however, he declared that he had found
nothing to indicate that the crest had ever been inhabited, or even
previously visited. Nothing daunted by this statement, a few weeks
later Mr. Hodge again attempted the ascent in which he had failed the
year before. This time he was successful, and scaled the cliff by
means of an extension ladder and several hundred feet of rope. But
very different were the conclusions reached by him as to the probable
authenticity of the tradition; for after having been on the _mesa_
only a short time, he found a piece of ancient pottery, and, during a
search of twenty hours, not only were several more fragments of
earthenware discovered, but also two stone ax-heads, an arrow-point
of flint, and part of a shell bracelet. Moreover, a little monument
of stone, arranged with evident design, was found on the edge of the
cliff. Mr. Hodge and his party concluded, therefore, that beyond a
doubt the Mesa Encantada had once been inhabited, and that the legend
of the destruction of its last occupants may be true.
[Illustration: LOOKING THROUGH A CREVICE OF THE ENCHANTED MESA.]
[Illustration: THE LYLE GUN AND ROPES.]
[Illustration: MAN IN BOATSWAIN'S CHAIR.]
[Illustration: THE HODGE PARTY.]
[Illustration: INDIAN RELICS.]
The discovery of pieces of pottery here does not of itself prove
great advancement in the race that made them; for, curiously enough,
the manufacture of rude pottery is one of the first steps taken by
man from a savage to a semi-civilized state. The various races of
mankind have usually reached this art soon after their discovery of
fire. In fact, such an invention is almost inevitable. Thus, an early
method of cooking food has always been to put it into a basket
smeared with clay, which is supported over a fire. The clay served
the double purpose of preventing liquids from escaping and protecting
the basket from the flame. Now, even the dullest savage could not
have failed to notice, after a time, that the clay became hardened by
the fire, and in that state was sufficient for his purpose without
the basket. Simple as it seems, the discovery of this fact marks an
important epoch in the progress of every primitive race, and some
authorities on ethnology distinguish the two great divisions of
Savagery and Barbarism by placing in the lower grade those who have
not arrived at the knowledge of making pottery.
[Illustration: THE TOP OF THE MESA ENCANTADA.]
[Illustration: THE APPROACH TO ÁCOMA.]
Soon after passing this haunted rock, and driving further over the
_mesa_-dotted plain, we came in sight of the weird city of the sky
called Ácoma. It occupies the summit of a table-land, the ascent to
which is now a winding defile, flanked by frowning cliffs. Even this
path, though readily ascended on horseback, is too precipitous and
sandy for a wagon. Accordingly, as none of our party that day enjoyed
the privilege of being an equestrian, we left our vehicle at the foot
of the _mesa,_ and completed the journey on foot. Some adventurous
spirits, however, chose a short cut up the precipice along a natural
fissure in the rocks, which, having been transformed with loose
stones into a kind of ladder, was formerly, before these peaceful
times, the only means of access to the summit. A steeper scramble
would be hard to find. I must confess, however, that before taking
either of these routes, we halted to enjoy a lunch for which the
drive had given us the keenest appetite, and which we ate _al fresco_
in the shadow of a cliff, surrounded by a dozen curious natives.
Then, the imperious demands of hunger satisfied, we climbed three
hundred and fifty feet above the surrounding plain, and stood in what
is, with perhaps the exception of Zuñi, the oldest inhabited town in
North America. Before us, on what seemed to be an island of the air,
was a perfect specimen of the aboriginal civilization found here by
the Spanish conqueror, Coronado, and his eager gold-seekers, in 1540.
For now, as then, the members of the tribe reside together in one
immense community building. It is rather droll to find among these
natives of the desert the idea of the modern apartment house; but, in
this place, as in all the settlements of the Pueblo Indians, communal
dwellings were in existence long before the discovery of America, and
the _mesa_ of Ácoma was inhabited as it now is, when the Pilgrims
landed upon Plymouth Rock.
[Illustration: RAIN WATER BASIN, ÁCOMA.]
[Illustration: THE COURTYARD OF ÁCOMA.]
An Indian _pueblo_ is really a honeycomb of adobe cells, built up in
terraces. The outer walls, being the most exposed, are the highest,
and from them toward the centre of the village, projecting stories
descend in such a way that the balcony of one series of rooms forms a
roof for the next below it. Finally, in the heart of the _pueblo_ is
an open area where horses are corralled. When the space on the summit
of the _mesa_ is sufficient, these apartment dwellings may be
increased indefinitely by adding cells to the original mass, till it
is six or seven stories high, and may contain one hundred, five
hundred, or even a thousand persons, according to the size of the
tribe. Formerly there were no doorways in the lowest stories; but in
these peaceful days they are now introduced occasionally by Indian
architects. Where they do not exist, the only means of entering the
ground-floor rooms is by climbing a ladder from the courtyard to the
first terrace, and thence descending by another ladder through a hole
in the roof. The upper stories, being safer from attack, are more
liberally supplied with doors and windows, the latter being
sometimes glazed with plates of mica. At present, panes of glass are
also used, though they were pointed out to us as special luxuries. At
night, and in times of danger, the ladders in these _pueblos_ used
always to be drawn up after the last climbers had used them; since
these industrious and sedentary Indians were ever liable to raids
from their nomadic enemies, who coveted their stores of food and the
few treasures they had gradually accumulated. This precaution on the
part of the Pueblos again reminds us that human nature, in its
primitive devices for self-protection, is everywhere very much the
same. Thus, there is no connection between the Swiss Lake Dwellers
and the Indians of New Mexico; yet as the latter, on retiring to
their houses, draw up their ladders after them, so the old occupants
of the villages built on piles in the Swiss lakes pulled after them
at night the bridges which connected them with the land.
[Illustration: HOUSE OF A PUEBLO CHIEF.]
[Illustration: A GROUP OF PUEBLO INDIANS.]
[Illustration: A PUEBLO TOWN.]
One can well imagine that the people of Ácoma do not spend many of
their waking hours in their apartments. In this warm climate, with
its superb air and almost rainless sky, every one lives as much as
possible out of doors, and a true child of the sun always prefers the
canopy of heaven to any other covering, and would rather eat on his
doorstep and sleep on his flat roof, than to dine at a sumptuous
table or recline on a comfortable bed. Nature seems to be peculiarly
kind and indulgent to the people of warm climates. They need not only
less clothing but less food, and it is only when we travel in the
tropics that we realize on how little sustenance man can exist. A few
dates, a cup of coffee, and a bit of bread appear to satisfy the
appetites of most Aridians, whether they are Indians or Arabs. In
the North, food, clothing, and fire are necessities of life; but to
the people of the South the sun suffices for a furnace, fruits give
sufficient nourishment, and clothing is a chance acquaintance. Yet
life is full of compensation. Where Nature is too indulgent, her
favorites grow shiftless; and the greatest amount of indoor luxury
and comfort is always found where Nature seems so hostile that man is
forced to fight with her for life.
[Illustration: CHARACTERISTIC PUEBLO HOUSES.]
[Illustration: IN THE PUEBLO.]
Most of the cells which we examined in the many-chambered honeycomb
of Ácoma had very little furniture except a primitive table and a few
stools, made out of blocks of wood or trunks of trees. Across one
corner of each room was, usually, stretched a cord on which the
articles of the family wardrobe had been thrown promiscuously. The
ornaments visible were usually bows and arrows, rifles, Navajo
blankets, and leather pouches, hung on wooden pegs. Of beds I could
find none; for Indians sleep by preference on blankets, skins, or
coarse-wool mattresses spread every night upon the floor. When we
consider that the forty millions of Japan, even in their
comparatively high degree of civilization, still sleep in much the
same way, we realize how unnecessary bedsteads are to the majority
of the human race. In a few rooms I discovered wooden statuettes of
saints, one or two crucifixes, and some cheap prints, which were
evidently regarded with great veneration. The floors, which were not
of wood, but of smooth adobe nearly as hard as asphalt, were in every
instance remarkably clean.
[Illustration: INTERIOR OF A PUEBLO APARTMENT.]
It is an interesting fact, in the domestic economy of the Indian life
led in these aërial villages, that the woman is always the complete
owner of her apartment and its contents; for it is the women of the
tribe who build the dwellings. Accordingly, the position of a Pueblo
woman is extraordinary; and should her husband ill-treat her, she has
the right and power to evict him, and to send him back to his
original home. On the other hand, the man is sole possessor of the
live stock of the family and of the property in the field; but when
the crops are housed, the wife is at once invested with an equal
share in their ownership. Pueblo children, too, always trace their
descent through the mother and take her clan name instead of the
father's. I noticed that at Ácoma the children seemed to be obedient
to their parents and respectful to age, as I have invariably found
them to be in all partially civilized countries of the world; for,
paradoxical as it may seem, it is only in highly civilized
communities, where individualism is cultivated at the expense of
strict discipline and parental control, that children become
indifferent to their fathers and mothers, and insolent to their
superiors in age and wisdom.
[Illustration: PUEBLO WATER-CARRIERS.]
We lingered for some time upon this citadel of Ácoma, profoundly
interested in the life and customs of a people that asks no aid of
the United States, but is, to-day, as self-supporting as it has
always been. The number of Pueblo Indians was never very large. It is
probable that there were in all about thirty thousand of them at the
time of the Spanish conquest, in 1540, and there are now about
one-third that number scattered through more than twenty settlements.
In an arid land where the greatest need is water, it is not strange
that the dwellers on these rocky eyries should be called in the
Indian dialect "Drinkers of the dew," for it would seem as if the dew
must be their only beverage. But there are springs upon the
neighboring plains whose precious liquid is brought up the steep
trail daily on the heads of women, in three or five gallon jars, the
carrying of which gives to the poise of the head and neck a native
grace and elegance, as characteristic of Pueblo women as of the girls
of Capri. Moreover, on the summit of the _mesa_ there are, usually,
hollows in the rock, partly natural, partly artificial, which serve
as reservoirs to retain rain water and keep it fresh and cool.
[Illustration: AN ESTUFA.]
Besides the communal apartment-house, every _pueblo_ contains two
characteristic edifices. One is as ancient as the tribe itself and
thoroughly aboriginal, the other is comparatively modern and bears
the imprint of the Spaniard; they are the _estufa_ and the Roman
Catholic church. The _estufa_ has always played a prominent part in
the history of these Indians. It is a semi-subterranean council hall,
where matters of public business are discussed by the chiefs. The
government of the Pueblos is practically the same as when the Spanish
found them. Each village seems to be completely independent of its
neighbors, and no member of one tribe is allowed to sell real estate
to members of another, or to marry into another clan without
permission from his own. Each settlement is governed by a council,
the members of which, including its chief, are chosen annually.
Heredity counts for nothing among them, and official positions are
conferred only by popular vote. Even their war-chieftains are elected
and are under the control of the council. All matters of public
importance are discussed by this body in the _estufa_, the walls of
which are usually whitewashed; but a more dismal place can hardly be
imagined, not only from the dubious light which there prevails, but
from the fact that it contains no furniture whatever, and no
decoration. Sometimes a village will have several _estufas_, each
being reserved for a separate clan of the tribe. In any case, whether
many or few, they are used exclusively by men, women never being
allowed to enter them except to bring food to their male relatives.
As we approached the Ácoma _estufa_, it presented the appearance of a
monstrous bean pot, from the opening of which a ladder rose to a
height of twenty feet. This proved to be the only means of descending
into an enclosure, to which we were politely but firmly denied
admission. Peering into the aperture, however, and noting the warm,
close air which came from it, I understood why the Spanish word
_estufa_, or oven, was applied to these underground cells by their
European discoverers; for neither light nor ventilation is obtainable
except through the one opening, and in summer the temperature of the
shallow cavern must be warm indeed.
[Illustration: ESTUFA AND SURROUNDINGS.]
[Illustration: MEXICAN OVENS.]
[Illustration: THE OLD CHURCH AT ÁCOMA.]
The only other notable structure in Ácoma is the Roman Catholic
church, the walls of which are sixty feet in height and ten feet
thick. One can realize the enormous amount of labor involved in its
construction, when he reflects that every stone and every piece of
timber used in building it had to be brought hither on the backs of
Indians, over the plains, from a considerable distance, and up the
desperately difficult and narrow trail. Even the graveyard, which
occupies a space in front of the church, about two hundred feet
square, is said to have required a labor of forty years, since the
cemetery had to be enclosed with stone walls, forty feet deep at one
edge and filled with earth brought in small basket-loads up the steep
ascent from the plain below. The church itself is regarded by the
Indians with the utmost reverence, although it must be said that
their religion is still almost as much Pagan as Christian. Thus,
while they respect the priests who come to minister to them, they
also have a lurking reverence for the medicine man, who is known as
the _cacique_. He is really the religious head of the community, a
kind of augur and prophet, who consults the gods and communicates to
the people the answers he claims to have received. This dignitary is
exempt from all work of a manual kind, such as farming, digging
irrigation-ditches, and even hunting, and receives compensation for
his services in the form of a tract of land which the community
cultivates for him with more care than is bestowed on any other
portion of their territory, while his crops are the first harvested
in the autumn. He also derives an income in the form of grain,
buckskin, shells, or turquoises, from those who beg him to fast for
them, and to intercede with the gods in case of sickness. On the
other hand, the _cacique_ must lodge and feed all the strangers who
come to the village, as long as they stay, and he is, also, the
surgeon and the nurse of the community.
[Illustration: THE ALTAR.]
[Illustration: DANCE IN THE PUEBLO.]
While, therefore, the Pueblos go to church and repeat prayers in
accordance with Christian teaching, they also use the prayer-sticks
of their ancestors, and still place great reliance on their dances,
most of which are of a strictly religious character, and are not only
dedicated to the sun, moon, rainbow, deer, elk, and sheep, but are
usually performed for the specific purpose of obtaining rain.
Formerly, too, when their lives were far less peaceful than they are
to-day, the Pueblos indulged in war and scalp dances; but these are
now falling into disuse. The most remarkable exhibition of dancing,
still in vogue, is the repulsive Snake Dance of the Moquis of
Arizona, which takes place every year alternately in four villages
between the 10th and the 30th of August according to the phase of the
moon. The origin of this extraordinary custom is not intelligible now
even to the Indians themselves, but the object in performing it is to
obtain rain, and the dance, itself, is the culmination of a religious
ceremonial which continues for nine days and nights. During that time
only those who have been initiated into the Sacred Fraternities of
the tribe may enter the _estufa_, on the floor of which weird
pictures have been made with colored sand.
[Illustration: PUEBLO GIRLS.]
[Illustration: THREE SNAKE PRIESTS.]
In the tribe of Moquis there are two fraternities known as the
Antelopes and the Snakes, Each has from twenty to thirty members,
some of whom are boys who serve as acolytes. When the open air
ceremony of the Snake Dance begins, the members of these brotherhoods
appear scantily clothed, with their faces painted red and white, and
with tortoise-shell rattles tied to their legs. The Antelope
fraternity first enters the square, preceded by a venerable priest
carrying two bags filled with snakes. These serpents, which have been
previously washed and covered with sacred meal, are deposited by the
priest in a small leaf-embowered enclosure called the _kisi_. Around
this the Antelopes now march, stamping with the right foot violently,
to notify the spirits of their ancestors (presumably in the lower
world) that the ceremony has begun. After making the circuit of the
enclosure four times, they halt, and stand in line with their backs
turned toward it. Then the Snake fraternity appears, headed by its
priest, and performs the same ceremony. Then they too form a line,
facing the Antelopes, and all of them, for about five minutes, wave
their wands and chant some unintelligible words. Suddenly one
Antelope and one Snake man rush to the _kisi_, and the priest who is
presiding over the serpents presents them with a snake. The Snake man
immediately places the wriggling reptile in his mouth, and holds it
by the centre of its body between his teeth, as he marches around the
little plaza, taking high steps. Meantime the, Antelope man
accompanies him, stroking the snake continually with a wand tipped
with feathers. Then all the members of the two fraternities follow in
couples and do the same thing. Finally, each Snake man carries at
least two snakes in his mouth and several in his hands; and even
little boys, five years old, dressed like the adults, also hold
snakes in their hands, fearlessly. Once in a while a snake is
purposely dropped, and a man whose special duty it is to prevent its
escape rushes after it and catches it up.
[Illustration: THE SNAKE DANCE.]
All the time that this hideous ceremony is going on, a weird chant is
sung by the men and women of the tribe; and, at last, the chief
priest draws on the ground a mystic circle with a line of sacred
meal, and into this the men unload their snakes until the whole space
becomes a writhing mass of serpents. Suddenly the members rush into
this throng of squirming reptiles, most of which are rattlesnakes,
and each, grabbing up a handful of them, runs at full speed down the
_mesa_ and sets them at liberty, to act as messengers to carry to the
gods their prayers for rain. This ends the ceremony for the snakes,
but not for the men; for after they have liberated the reptiles, the
members of the brotherhoods return and bathe themselves in a kind of
green decoction, called Frog-water. Then they drink a powerful
emetic, and having lined up on the edge of the _mesa_, vomit in
unison! This is to purge them from the evil effects of snake-handling;
and lest it should not be sufficiently effectual, the dose is
repeated. Then they sit down, and eat bread, given them by the women
as a kind of communion or religious rite.
[Illustration: AFTER THE EMETIC.]
[Illustration: CHIEF SNAKE PRIEST.]
The seventy or eighty snakes used in this dance are treated from
first to last with the utmost kindness and respect, especially the
rattlesnakes, a dozen of which will frequently be squirming on the
ground at once. It is noticeable that the Indians never pick up a
rattlesnake when coiled, but always wait until it straightens itself
out under the feather stroking, for it is claimed that the
rattlesnake cannot strike uncoiled. At all events, when one is at its
full length, the Indians not only catch it up fearlessly, but carry
it with impunity in their mouths and hands. As might be supposed,
however, the Moquis are said to possess an antidote against the
poison of a rattlesnake, which, if a man is bitten, is given to him
at once; and it is said that none of them ever dies from the effects
of a snake-bite.
[Illustration: WHERE THE SNAKES ARE KEPT.]
The religious element in all these ceremonies should not be lost
sight of, for the life of the Pueblo Indians is permeated with
religion, or superstition, to the minutest details. Thus, it is an
interesting fact that vicarious atonement has been a custom among
them from time immemorial, and their _cacique_ is compelled to fast
and do penance in many ways for the sins of his people. In some of
the villages, also, certain men and women are chosen to expiate the
wrongdoings of the tribe; and for more than a century there has been
in New Mexico an order of Penitents, who torture themselves by
beating their bodies with sharp cactus thorns, by carrying heavy
crosses for great distances, and even by actual crucifixion. The
severest of these cruel rites have, finally, been suppressed by the
Roman Catholic church, but it encountered great difficulty in so
doing, and the last crucifixion took place in 1891.
[Illustration: RELICS OF CLIFF DWELLERS.]
[Illustration: SUMMIT OF A MOQUI MESA.]
Such, then, are the Pueblos of New Mexico and Arizona; a race uniting
aboriginal Pagan rites with Christian ceremonies: cherishing at the
same time their idols and their churches; using to-day their rifles,
and to-morrow their bows and arrows; pounding occasionally with a
hammer, but preferably with a stone; and handling American money for
certain purchases, while trading beads, shells, and turquoises for
others. Sometimes we wonder that they have not made more progress
during the centuries in which they have been associated with
Europeans; but it is hard to realize the difficulties which they have
encountered in trying to comprehend our civilization, and in grasping
its improvements. Even the adoption of the antique Spanish plow, the
clumsy two-wheeled cart, the heavy ax and the rude saw, which are
still found among them, caused them to pass at one stride from the
Stone to the Iron Age, which, but for the intervention of the
Spaniards, they would not naturally have reached without centuries of
patient plodding. Moreover, before the arrival of the Europeans, the
Aborigines of America had never seen horses, cows, sheep, or dogs,
and the turkey was the only domestic animal known to them. Hence, in
ancient American society there was no such thing as a pastoral stage
of development; and the absence of domestic animals from the western
hemisphere is a very important reason why the progress of mankind in
this part of the world was not more rapid. Still it is a remarkable
fact that the most ancient race, of which we have any actual
knowledge on this continent, is, also, the most peaceful,
self-supporting, and industrious, subsisting principally on the sale
of their curiously decorated pottery, and the products of their arid
soil. We saw here a young man who had been educated in the Government
School at Carlisle; but, like most of his race, after returning to
his village he had reverted to the ways of his ancestors,
disqualified by his birth and instincts of heredity from doing
anything else successfully.
[Illustration: MOQUI CART AND PLOW.]
[Illustration: MOQUI CHILDREN.]
It was late on the night succeeding our visit to Ácoma that we
arrived at Flagstaff, and our entire party was asleep. Suddenly we
were aroused by a prolonged shout and the discharge of half a dozen
revolvers. Five minutes later there came a general fusillade of
pistol shots, and near and distant cries were heard, in which our
half-awakened faculties could distinguish only the words: "Hurry up!"
"Call the crowd!" "Down the alley!" Then a gruff voice yelled just
beneath my window: "Let her go," and instantly our locomotive gave a
whistle so piercing and continuous that all the occupants of our car
sprang from their couches, and met in a demoralized group of
multicolored pajamas in the corridor. What was it? Had the train been
held up? Were we attacked? No; both the whistle and the pistol shots
were merely Flagstaff's mode of giving an alarm of fire. We hastily
dressed and stepped out upon the platform. A block of buildings just
opposite the station was on fire, and was evidently doomed; yet
Flagstaff's citizens, whose forms, relieved against the lurid glow,
looked like Comanche Indians in a war dance, fought the flames with
stubborn fury. The sight of a successful conflagration always thrills
me, partly with horror, partly with delight. Three hundred feet away,
two buildings formed an ever-increasing pyramid of golden light. We
could distinguish the thin streams of water thrown by two puny
engines; but, in comparison with the great tongues of fire which they
strove to conquer, they appeared like silver straws. Nothing could
check the mad carousal of the sparks and flames, which danced,
leaped, whirled, reversed, and intertwined, like demons waltzing with
a company of witches on Walpurgis Night. A few adventurous men
climbed to the roofs of the adjoining structures, and thence poured
buckets of water on the angry holocaust; but, for all the good they
thus accomplished, they might as well have spat upon the surging,
writhing fire, which flashed up in their faces like exploding bombs,
whenever portions of the buildings fell. Meantime huge clouds of
dense smoke, scintillant with sparks, rolled heavenward from this
miniature Vesuvius; the neighboring windows, as they caught the
light, sparkled like monster jewels; two telegraph poles caught fire,
and cut their slender forms and outstretched arms against the jet
black sky, like gibbets made of gold. How fire and water serve us,
when subdued as slaves; but, oh, how terribly they scourge us, if
ever for a moment they can gain the mastery! Too interested to
exchange a word, we watched the struggle and awaited the result. The
fury of the fire seemed like the wild attack of Indians, inflamed
with frenzy and fanaticism, sure to exhaust itself at last, but for
the moment riotously triumphant. Gradually, however, through want of
material on which to feed itself, the fiery demon drooped its shining
crest, brandished its arms with lessening vigor, and seemed to writhe
convulsively, as thrust after thrust from the silver spears of its
assailants reached a vital spot. Finally, after hurling one last
shower of firebrands, it sank back into darkness, and its hereditary
enemy rushed in to drown each lingering spark of its reduced
vitality.
[Illustration: FLAGSTAFF STATION.]
[Illustration: PACKING WOOD.]
[Illustration: A MEXICAN HOME.]
[Illustration: OUR CAR AT FLAGSTAFF.]
[Illustration: THE HEAVENS FROM THE OBSERVATORY, FLAGSTAFF.]
[Illustration: TWILIGHT.]
Upon a hill near Flagstaff stands an astronomical observatory from
which distinguished students of the midnight skies search for the
secrets of the moon and stars. Few better sites on earth could have
been chosen for this purpose, since Arizona's atmosphere is so
transparent that the extent of celestial scenery here disclosed is
extraordinary. We visited the structure at the solemn hour that marks
the hush between two days, when the last sound of one has died away,
and before the first stir of the other thrills the morning air. Then,
gazing through the lenses of its noble telescope, we welcomed the
swift waves of light pulsating toward us from the shoreless ocean we
call space. There is a mysterious beauty about the radiance of a star
that far surpasses that of the moon. The latter glitters only with
reflected light; but a star (that is to say a distant sun), when seen
through a telescope, frequently scintillates with different colors
like a diamond, and quivers like a thing of life. Moreover, the moon,
forever waxing, waning, or presenting almost stupidly its great flat
face, is continually changing; but the fixed star is always there. It
fills the thoughtful soul with awe to look upon the starry heavens
through such an instrument as that at Flagstaff. Space for the moment
seems annihilated. We are apparently transported, as observers, from
our tiny planet to the confines of our solar system, and, gazing
thence still farther toward infinity, we watch with bated breath the
birth, the progress, and the death of worlds. To one of the most
distant objects in the depths of space, known as the Ring Nebula, the
author addressed the following lines:
TO THE RING NEBULA.
O, pallid spectre of the midnight skies!
|
<?php
namespace League\Collection;
use Iterator;
use InvalidArgumentException;
use League\Collection\Traits\IteratorTrait;
use League\Collection\Contracts\Collectible;
class Collection implements Iterator
{
use IteratorTrait;
/**
* Create a new Collection Instance
*/
public function __construct($dataset = [])
{
$this->items($this->getCollectibleItems($dataset));
}
/**
* Apply map function to items
*
* @param function $function
* @return Collection
*/
public function map(callable $function)
{
$this->items = array_map($function, $this->items);
return $this;
}
/**
* Apply reduce function to items
*
* @param function $function
* @return mixed
*/
public function reduce(callable $function, $initial = null)
{
return array_reduce($this->items, $function, $initial);
}
/**
* Results array of items from Collection or Collectible dataset.
*
* @param mixed $items
* @return array
*/
public function getCollectibleItems($items)
{
if (is_array($items)) {
return $items;
} elseif ($items instanceof self) {
return $items->all();
} elseif ($items instanceof Collectible) {
return $items->toCollection();
}
throw new InvalidArgumentException("Not valid data");
}
/**
* Group by given function
*
* @param function $function
* @return mixed
*/
public function groupBy(callable $function = null)
{
return $this->reduce(function ($result, $item) use ($function) {
return $result->addWithKey($function($item), $item);
}, new Collection([]));
}
/**
* Sort by given function
*
* @param function $function
* @return mixed
*/
public function sortBy(callable $function = null, $descending = false)
{
$itemsToSort = array_map(function ($item) use ($function) {
return $function($item);
}, $this->items);
($descending)?arsort($itemsToSort):asort($itemsToSort);
$keys = array_keys($itemsToSort);
$this->items = array_map(function ($key) {
return $this->items[$key];
}, $keys);
return $this;
}
/**
* create an array with n item filtered by given function
*
* @param function $function
* @return Collection
*/
public function filter(callable $function)
{
return $this->reduce(function ($collection, $row) use ($function) {
if ($function($row)) {
return $collection->add($row);
}
return $collection;
}, new Collection());
}
}
|
How to host two websites on one AWS lightsail instance
I'm quite new to this whole website thing and I'm looking for some guidance on how to configure bitnami apache so I can have two websites on the same server.
I have a domain (which i'll call example.com) using route53 and pointed it to my lightsail LAMP instance. Now what I want to do is have one main site at either www.example.com or example.com and then another site at test.example.com. I would also like to get https running using letsencrypt if possible.
Could I configure it so that the file structure would be something along the lines of
/opt/bitnami/apache/htdocs
/www
main website here
/test
second website here
Would really appreciate any pointers on how to do this. I presume I need to create virtual hosts in the apache config files but I have no idea how to do that for different subdomains and have https as well.
please let me know if there are any logs of command outputs anyone needs
There are many tutorials for "how to host two / multiple websites on apache", like this one https://www.liquidweb.com/kb/configure-apache-virtual-hosts-ubuntu-18-04/
|
Opera Klasik Sdn. Bhd. (Malaysia)
Logo: TBA
FX/SFX: TBA
Music/Sounds: TBA.
Availability: TBA
Scare Factor: None.
|
User:EmilBorecki
Hi! Currently I make edits on Zoomumba Wiki, so if you'd like to see, I'll be very happy :)
My favorite wikis
* Zoomumba Wiki
* PickCrafter Wiki
|
Fix V3083 warnings from PVS-Studio Static Analyzer
I'm a member of the Pinguem.ru competition on finding errors in open source projects. A bug found using PVS-Studio. Warnings:
V3083 Unsafe invocation of event 'DropDown', NullReferenceException is possible. Consider assigning event to a local variable before invoking it. CustomComboBox.cs 758
V3083 Unsafe invocation of event 'DropDownClosed', NullReferenceException is possible. Consider assigning event to a local variable before invoking it. CustomComboBox.cs 769
Corrected in master using nullable/Invoke pattern instead.
|
Upstream repository shutdowns/Fedorahosted.org
From Gentoo Wiki
Jump to:navigation Jump to:search
This page intends to organize required actions to prepare for the shutdown of fedorahosted.org. (bug #618046)
According to the retirement page, a lot of old packages might be hosted at https://pagure.io/
List of packages (2021-04-05)
Use the MD5 cache:
user $cd $(portageq get_repo_path / gentoo)/metadata/md5-cache; grep -lR "fedorahosted.org" | sort -u
dev-util/dropwatch-1.4_p20150706
media-tv/gtk-v4l-0.4
x11-themes/echo-icon-theme-<IP_ADDRESS>_pre20081031
x11-themes/gtk-engines-nodoka-0.7.5
|
What is the highest hex value in programming?
So when looking at integers, the highest value is 2^31-1 and min is -2^31. I was wondering what it would be for hex? Is that a realistic question or am I asking nonsense?
Assuming I understand your question correctly: the largest value for a 31 bit integer is<PHONE_NUMBER>. This number in hex is 0x7FFFFFFF, but the values are identical.
Since integers are usually stored in memory as signed integers in fields 32 bits long, this generally sets the maximum to be 214748347 regardless of how the number is stored, although many programming languages support long integer types that are 64 bits long. There is also a scientific notation representation that can represent larger numbers, but I think that it is "cheating" in regards to actually storing an integer.
|
Talk:Goblin Army/<EMAIL_ADDRESS>
I broke a Shadow Orb to get Vilethorn, and i got it! Though, i forgot that was third orb so...
Eater of Worlds has awoken!
|
Handling pulverulent materials
Nov. 15, 1955 w. c. LAPPLE HANDLING PULVERULENT MATERIALS 2 Sheets-Sheet 1 Filed May 21 1951 INVENTOR Walter C. Lupple BY MAM. MAa-LW ATTORNEY Nov. 15, 1955 w, c, LAPPLE HANDLING PULVERULENT MATERIALS 2 Sheets-Sheet 2 Filed May 21 1951 INVENTOR Walter C. Lopple ATTORNEY United States Patent HANDLING PULVERULEN T MATERIALS Walter C. L apple, Westport, Conn., assignor to Dorr- Oliver Incorporated, a corporation of Delaware Application May 21, 1951, Serial No. 227,434
1 Claim. (Cl. 302-17) This invention relates generally to the art of handling finely divided solids, particularly to ways and'means for controllably flowing such solids from an upper to a lower level and if desired into or out of the confined space in vessels of any sort such as enclosed react ors, storage containers, solids transport conduits and the like.
In moving finely divided solids from an upper to a lower level, use is commonly made of an ordinary standpipe or vertical chamber which serves as a solids conduction or flow-line. In such devices the rate of solids flow-like movement is controlled by the use of restrictive devices such as cone valves, screw conveyors, and the like in or attached to the flow-line. However, such devices are not particularly efficient due to high first cost and maintenance expense; also, such devices have a pronounced tendency to-plug and are only difiicultly accessible for clean out. Moreover, such devices do not provide adequate safeguards against gas leakage and blow-backs through the line; hence they are unsatisfactory for use in feeding or discharging solids from sealed or pressurized vessels'because they permit gas leakage and allow undesirable irregular or intermittent solids flow; this gas leakage also contributes to dust losses due to the constant agitation and entrainment of solids. Further, such devices are incapable of handling varying loads of solids without constant-attention. That is, if the rate at-which solids enter the flow-line should suddenly increase or decrease, then manual manipulation of controls is necessary in order to compensate for this change. If the-flow of high temperature solids is contemplated then mechanical devices such as screw con veyors cannot be used because they are unsatisfactory for high temperature operation.
A principal object of this invention is to provide ways and means for controllably flowing finely divided solids from an upper to a lower level while minimizing dust losses during such operation and leaving non-solids conditions such as temperature, pressure and the like on both such levels substantially unchanged.
"Another important object of this invention is to provide inexpensive and reliable ways and means for the automatic control of solids flow into or from a confined space without regard to the temperature of such solids and without changing substantially the non-solids conditions such as temperature, pressure and the like within that space, whereby the rate at which solids pass through a flow-line is automatically maintained to be substantially equal to the rate at which solids are supplied to such flow-line even though the rate of supply itself may vary.
Still another object of this invention is to provide an ever present gas-seal within the flow-line whether or not solids are being supplied thereto, thus minimizing the escape of obnoxious gases and preventing blow-backs from sealed or pressurized vessels while at the same time preventing undesirable irregular or intermittent solids flow.
-A still 'further object of this invention is to provide ways and means for handling finely divided solids where- 2,723,883 Patented Nov. 15, 1955 by dust losses are minimized or avoided so that such solids may be safely and economically discharged from pressurized vessels.
Broadly stated, this invention contemplates controllably descending finely divided solids through a conduit while maintaining a gas-seal therein and proposes to accomplish this by feeding such solids to a columnar solids conducting zone, such as a tube, to establish and maintain therein a dense gas-sealing column of such solids, supplying gas at a predetermined rate to such column at a point intermediate its upper and lower extremities, diverting a quantity of such gas from its point of entry downwardly through the column to expedite the gravity flow of solids therethrough at a rate proportioned to the quantity of gas so diverted, and controlling the quantity of gas so diverted and thus the rate at which solids pass through the column by controlling the rate at which solids are fed to the column, whereby the quantity of gas so diverted is directly proportioned to the rate at which solids are fed to the column and the rate at which solids pass through the column is equal to the rate at which solids are fed thereto.
In its briefest form the apparatus invention hereof comprises a generally vertical unobstructed tube connecting an upper Zone from which the tube receives solids with a lower zone to which solids are to be transferred. the conductor terminates at its lower end in an oifset solids discharge adapted to contain the angle of repose of solids admitted from the upper zone. A gas inlet is provided in the conductor intermediate its ends and spaced above the discharge opening a sufficient distance to provide a seal against the pressure differential between the upper and lower zones when a portion of the conductor below the gas inlet is filled with solids admitted from the upper zone.
In somewhat more detail, this invention contemplates establishing and maintaining in a hollow unobstructed columnar space a gas-sealing subjacent primary column of finely divided solids of substantially constant height and having a lower discharge opening through which such solids are prevented from flowing by their resistance to flow as defined by the angle of repose that the solids normally assume at the discharge, supplying gas at a fixed rate to the zone at a gas-entry point located intermediate the upper and lower extremities thereof, and causing solids to descend through the columnar zone and spill from the discharge by supplying such solids to an upper section of the zone to establish therein a superjacent column of solids of a variable height extending above the gas-entry point which column restricts gas-upflow and diverts a quantity of such supplied gas in proportion to whatever height the column of solids assumes, whereby the gas so diverted descends through the chamber to exert a force on the solids overcoming their resistance to flow so that they pass through the zone and discharge therefrom at a rate that varies in accordance with the rate of feed, whereby the rate of movement of solids from the discharge is controlled by regulating the rate at which solids are fed to the zone.
Summarizing, this invention proposes to control the flow of finely-divided solids from an upper to a lower level by feeding such solids to a generally vertical unobstructed tube having an upper feed inlet and a bottom discharge outlet to establish in the lower end portion thereof a primary column of such solids adapted to assume an angle of repose at the outlet, supplying gas to the tube at a gas-inlet substantially at the upper level of the primary column, restricting the upflow of such gas in the tube so that solids are discharged from the outlet by establishing in the tube a secondary column of such solids above the gas inlet, and controlling the height of the secondary column and the consequent rate at which solids are discharged from the outlet by regulating the rate of feed of such solids to the inlet.
Very briefly, the rate at which solids descend through the zone is controlled by the quantity of injected gas that is diverted to pass through the discharge; and the quantity of gas so diverted is regulated by the rate at which solids enter the zone.
Thus this invention provides an inexpensive and reliable met hd of controlling solids-flow without the use of manually operated obstructive devices in the solids-conducting line whereby the movement of solids therethrough is regulated to coincide with the rate at which solids enter such line while at the same time a gas-seal is provided in the line by the column of solids residual therein even though the feed has stopped. This constantly maintained gas-seal is insured by the fact that the i low impellihg force is exerted by downwardly diverted supplied gas that Will only descend through the columnar zone when there exists above the gas-entry point therein a suficient column of solids to divert a quantity of such gas downwardly by proportionately resisting or at least restricting its upward escape.
This invention has its chief application when employed in association with confined spaces, however, it has application in any case where it is desired to controllably flow finely-divided solids from any upper to any lower level especially when it is desired to minimize dust loss during such operation.
An important feature of this invention resides in the fact that there are no manual manipulations required once the system is put in operation. The gas is supplied to the columnar zone at a fixed rate and the rate at which solids flow through the zone is varied according to the proportion of supplied gas diverted downwardly from its point of entry; the proportion of downwardly diverted gas is dependent upon the height of the secondary column above the gas-entry point, and this height is regulated by the rate at which solids are fed into the zone so that the rate at which solids flow through the zone and are discharged therefrom is automatically controlled to coincide with the rate at which solids are fed to the zone.
Another important feature of this invention resides in the fact that the solids gravity-flow through the standpipe under the proper conditions rather than being carried or forced there though. That is, the gas supply merely overcomes the resistance of the solids and permits them to flow. I
Other objects and features of advantages of this invention will become apparent as this specification proceeds.
In connection with the gas-sealing column of solids residually in the chamber: It is to be noted that, when a constantly maintained although everchanging gas-seal is desired, the gas-entry point must be located a suilicient distance above the discharge end of the zone so that the primary column of solids that will remain residually in the zone is of sufficient height to prevent undesirable gas leakage through the line. By primary column of solids residually in the zone is meant those solids remaining in the zone after the feed of solids thereto and discharge therefrom has ceased. These solids remain in the zone because, when the feed is stopped, the discharge gradually diminishes until the column height becomes insnfiicient to divert gas-flow downwardly; and the discharge ceases. At this point there will always remain residually in the zone a primary column of solids extending at least to the gas-entry point.
In operation, a vertical standpipe or tube can serve as the columnar zone. Subtended to such standpipe is a short offset lateral or horizontal section, such as an elbow and nipple, the nipple being open to provide a discharge opening. This short section serves as a lower support for the column of solids and is of sufficient lateral length to prevent the solids from flowing out of its end; the angle of repose that the solids assume at this point being the controlling factor in determining the minimum length of such section. When no gas is being diverted downwardly through this section no solids will flow therefrom. A relatively small fixed rate of air or other gas is injected into the standpipe at a predetermined point located between its upper and lower extremities. This point is located by reference to the gas-sealing requirement previously mentioned.
Finely-divided solids are fed into the standpipe and cause a dense column of solids to build up in the lower section therein. As feeding continues this column of solids increases in height and eventually becomes of sufficient height to extend above the gas-entry point thus establishing variable height secondary column. The variable height secondary column above the gas-entry point creates a pressure head which restricts or opposes the normal tendency of the supplied gas to escape upwardly.
As the height of the secondary column increases due to solids being fed thereto so does the pressure exerted by it, and when this pressure becomes great enough it will oppose or at least restrict the upflow of gas and divert a quantity thereof from its point of entry downwardly through the standpipe and out through the discharge. This diverted gas will exert a motivating force on the solids overcoming their normal resistance and causing them to spill from the discharge.
The quantity of gas so diverted controls the rate at which solids spill from the discharge, and the quantity of gas diverted is in turn controlled by the height of the column of solids which is itself controlled by the rate at which solids are fed to the standpipe. Thus, the quantity of supplied gas that is diverted downwardly is proportioned to the rate at which solids are fed to the standpipe while the rate at which solids are spillingly discharged from the standpipe is proportioned to the quantity of gas so diverted. The result is that the rate of discharge is proportioned to the rate of feed.
According to this invention, the proportion between rate of feed and rate of discharge is substantially 1 to 1 so that solids will discharge from the standpipe at the same rate they are fed thereto. This proportion is automatically maintained irrespective of the rate of feed and is accomplished by the action of the secondary column of solids in downwardly diverting a quantity of supplied gas by opposing its upward escape. Since the rate of discharge is substantially equal to the rate of feed, it is seen that when the system is an equilibrium (i. e. constant feed rate) the height of the secondary column of solids will remain substantially constant. This height will vary with the feed rate, rising if such rate increases and lowering if it decreases, remaining constant, however, at any constant feed rate.
The total quantity of gas supplied to the chamber is a chosen fixed amount and the limiting range of solids discharge rates over which the automatic feature is operable is defined by this quantity of gas. The lower limit is zero rate of solids-discharge and is established whenever the downwardly diverted quantity of supplied gas is insufficient to overcome the resistance of the solids and cause them to flow from the discharge; That is, no solids will flow except under influence of the motivating gas. The upper limit is defined by the maximum rate of solids flow whereby all of the supplied gas is downwardly diverted from its point of entry. Within these limits the rate of solids discharge is made to automatically coincide with variations in the rate of feed.
The upper limit of solids fi ow may be varied either upwardly or downwardly by increasing or decreasing the quantity of motivating gas supplied to the chamber. If a larger amount is supplied, then the upper limit is raised because if all of this increased quantity is downwardly diverted, it will exert a correspondingly increased motivating force on the solids and consequently cause them to be discharged at an increased rate. If the amount of gas supplied is decreased'then the upper limit is corre' spondingly lowered 'because less gas is available for exerting a motivating force.
There is also an extreme upper limit of operation for the automatic control feature of this invention. This limit is defined by the maximum'rate at which solids would flow downwardly through an unobstructed column tube being impelled therethrough by gravitational force alone or by gravitational force in combination with other forces. That is to say, the rate at which such solids can be made available to the influence of the motivating gas defines the extreme upper limit of operation.
It is to be noted that the solids in the standpipe or flow line are in a dense phase. That is, they are resting compactly within the standpipe and are not turbulent ly mobilized therein. It is also noteworthy that the quantity of motivating gas admitted to the lower end 'of the standpipe is just suflicient to effect the desired rate of gravity flow discharge, and this quantity of gas. will give a gas velocity through the discharge nipple that is normally on the order of 1 to 2 feet per second (although it may go as high as feet per second depending upon the materials being flowed) and is therefore to be contrasted with the higher quantities of gas commonly used in solids transport lines wherein the solids are transported through conduits as entrained solids and the velocity of the entraining gas is normally on the order of 50 to 150 feet per second.
As this invention may be embodied in several forms without'departing from the spirit or essential characteristics thereof, the present embodiment is therefore illustrative and not restrictive, since the scope of the invention is defined by the appended claim rather than by the description preceding it, and all changes that fall within the metes and bounds of the claim, or equivalents of such metes and bounds, are therefore intended to be embraced by this claim.
In the drawings,
Figure 1 shows a preferred embodiment of this invention in association with a confined space represented here by a fluidized solids react or and an associated dust diminishing station. Figures 2 through 7 inclusive are detailed drawings of an embodiment of this invention showing its operation under varying conditions. V
In Figure 1, the invention is shown in association with a fluidized solids react or, system and the drawing depicts the invention in use as a feeding device as well as a discharging device.
Since Figure 1 shows an embodiment involving a fluidized solids react or it will be advisable to discuss briefly the general nature and operation of such react ors in solids fluidizing operations.
In general, in the fluidized solids technique for treating ores, a bed of finely divided ore particles is maintained as a dense mobilized homogeneous suspension behaving like a turbulent liquid and exhibiting a fluid level. This is accomplished by passing through the bed an uprising stream of gas at a velocity suflicient to considerably expand the depth of the bed as well as to maintain its particles in turbulent suspension in the uprising gas stream, but at a velocity insutncient to cause the gas to entrain and carry out of the react or any substantial quantity of solid particles. Under such conditions the bed is called a fluidized bed. The fluid level of this fluidized bed is maintained by the use of a spill-pipe or overflow arrangement so that as more solid particles are introduced into the bed the resulting increased depth causes the particles to overflow down through the spill-pipe just as a fluid does.
Due to the turbulence of the fluidized beds, heat exchange by and among the particles thereof is almost instantaneous so that if two portions of particles, each at a different temperature from the other, are commingled in a fluidized bed the resulting mixture will almost instantly assume a temperature intermediate the temperatures of the portions commingled. Further, this rapid heat exchange creates a substantially uniform tempera-v ture throughout the bed. i
In Figure 1 the total react or assembly called a react o R is preferably a vertical cylinder having a metal outer wall 12 and lined with insulation and fire brick 13. The react or has a top 14 and a coned bottom 15 provided with an outlet 16 valved as at 17. The react or is provided with a constriction plate. 20 having a plurality of orifices such as that one shown at 21. This plate extends across the react or throughout its cross-sectional area and is adapted to hold thereon a fluidized bed 22 of finely divided solids undergoing treatment, above which is a freeboard space 23. The fluidized bed 22 has its fluid level controlled by the entrance 24 to conduit or spill pipe 25 through which the treated solids pass to discharge.
Fluidizing gas is supplied to the react or through an inlet pipe suitably valved as at 31 at a velocity suflicient to fluidize solids in the bed. Exhaust gases pass upwardly through conduit 34 suitably'valved as at and enter a confined spaced here represented by a dust diminishing station or cyclone 70. Solids to be treated in the react or are supplied to the react or via conduit 46 which enters the react or at 75 and through which solids flow into freeboard space 23 through which they drop onto the bed. 7
Heat for initially heating the react or can be furnished by supplying fuel to the react or via conduit 32 suitably valved as at 33 and provided with a burner (not shown). Additional fuel it needed can be supplied into the fluidized bed for combustion therein through suitably valved conduits36.
In dust-diminishing station 70 entrained solids are separated from the exhaust gases, the dust-free gas is discharged through conduit 68 and the separated solids are discharged from the bottom of the dust-diminishing station into columnar zone standpipe or tube 61 where they form a primary column of solids 67 and a secondary column of solids 69. A gas-supply line 63 enters standpipe 61 at gas-entry or gas-injection point 65 and this gas supply line is provided with a control valve 64 in order to controllably fix the quantity of gas supplied through conduit 63. At the bottom of standpipe 61 is a short angled or offset horizontal section 62 which serves as a support for the solid sin standpipe 61, and which prevents such solids from flowing into conduit 66. The angled, solids-supporting section 62 is of suflicient length so that the solids resting thereon will not overflow into conduit 66; the flow'of such solids being prevented by their resistance to flow as defined by the angle of repose which they assume in section 62.
When the system is in operation solids are discharged from dust-diminishing station into standpipe 61. These solids form constant height subjacent column 67 and a variable height secondary column 69. A small fixed quantity of air or other gas enters standpipe 61 at point 65. The superjacent or secondary column of solids 69 restricts the upflow of the gas and diverts a quantity of the'supplied gas from point 65 downwardly through standpipe 61. This downwardly moving gas acts as a solids-impelling force overcoming the resistance of the,
solids and causing them to flow from section 62 into standpipe 66 where they gravity-flow or spill freely to storage or other use. If the quantity of solids entering standpipe 61 should decrease the discharge of solids from section 62 will continue at a diminishing rate until secondary column 69 is just high enough to divert suflicient gas downwardly from point 65 so that the rate of solids flow from section 62 is substantially equal to the diminished rate at which solids are entering standpipe 61. When this point is reached the rate of solids flow from section 62 becomes constant once more and coincides with the rate at which solids enter standpipe 61.
Conversely, if the rate at which solids'enter standpipe 61 should increase, then the rate of flow from section 62 will continue at an increasing rate until such time as secondary column 69 is of sufficient height to divert enough gas downwardly from point 65 so that the rate of solids flow from section 62 coincides with the increased rate at which solids enter standpipe 61, whereupon the solids flow from section 62 again becomes constant.
If the feed of solids to standpipe 61 ceases then solids will flow from section 62 at a diminishing rate until secondary column 69 has completely moved downwardly to become primary column 67. When this occurs secondary column 69 ceases to exist and, there being no secondary column to divert solids-impelling gas downwardly, solids flow from section 62 will cease.
Normally the upper level of primary column 67 will be above gas-entry point 65 and in no case will the column level be below point 65. In this way a constant gas seal is provided within standpipe 61 even though no solids are supplied thereto. In operation, the presence of this gas seal insures that the gas entering station 70 will be discharged via conduit 68 rather than through standpipe 61. Moreover, the dust is allowed to settle in the standpipe rather than being forcibly ejected from station 70.
Referring now to the mechanism for feeding the react or: Solids to be treated in the react or are fed by any suitable means into receiver 40, thence into columnar zone standpipe or tube 41 where they form a primary column of solids 47 and secondary column of solids 49. At the bottom of standpipe 41 is a short angled or offset solids-supporting substantially horizontal or lateral section 42 which supports the column of solids and which would normally prevent them from discharging out of standpipe 41 due to the fact that section 42 is of sufiicient length to contain the angle of repose which the solids normally assume when resting thereon thus preventing such solids from flowing into line 46 and thence into the react or. A motivating-gas supply line 43 is provided for introducing gas into standpipe 41 at gas-entry or gas-injection point 45. This line is suitably valved as at 44 in order to fix the quantity of gas being supplied.
In operation, the finely divided solids to be treated are fed into feed receiver and then into the react or R by means of standpipe 41, gas supply entering at gas-entry or gas-injection point 45, section 42, and conduit 46. These elements cooperate in the same manner as similar elements .previously described in connection with the discharge of solids from station 60. In the case of feeding into a freeboard section 23 as here, the gas-seal provided by column 47 insures that all exhaust gases from the freeboard 23 will exit through conduit 34 rather than having a portion of them escape through conduit 46 and feed receiver 40. Moreover, fluctuations of pressure within freeb'oard 23 will not afl ect the rate of feed since the feed is essentially a gravity-flow feed.
Referring now to overflow conduit 25 by means of which solids are discharged from the fluidized bed 22: Conduit o'r standpipe 25 has attached to its lower end a columnar zone, standpipe, or tube 51; solids discharging from the bed to standpipe 25 gravitate downwardly into standpipe 51 to form primary column of solids 57 and secondary column of solids 59. Primary column 57 reduces the leakage of gas from the react or down through the standpipe to a minimum which will not initiate solids flow. At the bottom of standpipe 51 is a short offset solids-supporting, substantially horizontal section 52, and attached to this horizontal section is a spill-pipe 56. Section 52 is of sufficient length so that the column of solids in standpipe 51 is prevented from flowing into standpipe 56 due to the fact that the angle of repose of the solids prevents them from flowing unless an additional motivating force is exerted on such solids. Conduit 53 suitably valved as at 54 is provided in order to supply gas to standpipe 51 at point 55 for the purpose of exerting a motivating force on the solids therein to cause them to flow.
The operation of the elements controlling the bed solids discharge, such as standpipe 51, gas supply line 53, section 52 and primary and secondary solids columns 57 and 59, is the same as for similar elements previously described in connection with the discharge of solids from dust-diminishing station 70 and the feeding of solids into the react or from feed receiver 40.
Clean-out valves 100, 101 and 102 are provided at the bottom of horizontal sections 42, 52 and 62 respectively. These valves permit ready access to standpipes 41, 51 and 61 for cleaning them out should they become plugged or obstructed. The valves also allow for complete drainage of all solids from the standpipes should that be necessary or desirable for any reason.
Figures 2 through 7 are detailed drawings showing an embodiment of this invention in varying phases of operation. in Figures 2 through 7 the same numbers are used to identify similar elements and a detailed description of one such figure will suffice to describe them all, after which the varying phases of operation shown by the figures will be described.
In Figures 2 through 7 standpipe 41 corresponds to standpipe 41, 51 and 61 in Figure 1 while horizontal section 42 of Figure 2 corresponds to horizontal sections 42, 52 and 62 of Figure l and air supply pipe 43 of Figure 2 corresponds to air supply pipes 43, 53 and 63 of Figure 1.
Referring to Figure 2, a columnar or generally vertical standpipe 41 with a solids receiving end 40 and a lower angled or offset solids-supporting section 42 is provided to receive solids. Lower section 42 has a laterally facing open end 46 through which solids discharge when the proper conditions exist within standpipe 41. Leading into standpipe 41 at point 45 is a gas-supply line 43 suitably valved at 44. This line is for the purpose of supplying a fixed quantity of gas of a predetermined amount into standpipe 41. This supplied gas is the motivating or solids impelling force that controllably causes movement of solids through standpipe 41 and out discharge end 46 of section 42. Standpipe 41, section 42, and suitably valved conduit 43 can be constructed of any suitable material such as ordinary steel pipe or tubing and the like; or construction can be of heat or erosion resistant material. Generally speaking, any material that will stand up well is suitable material and its selection may well depend upon economic factors as well as the type of materials being handled. Further, the shape of the standpipe and discharge opening is immaterial; it can be round, oval, square, etc.
Solids are fed into standpipe 41 through end 40 and a dense primary column of solids 47 is established within the standpipe. This primary column is also designated as PC. The upper level of solids in standpipe 41 is designated 48. The solids assume an angle of repose in lower section 42. This angle is the acute angle included be tween solids surface and the bottom of section 42 and may be said to define the resistance of the solids to flow. A fixed quantity of air is supplied to standpipe 41 via conduit 43. The quantity of air supplied is a fixed amount, the amount being predetermined in accordance with the type of material to be handled and the desired range of flow rates. In Figures 2 to 7 inclusive, the total quantity of air entering standpipe 41 at point 45 is designated by four arrows, with the direction of flow of such gas being represented by the direction of the arrows. The total amount of air supplied is fixed and is assumed to be equal in all the Figures 2 through 7.
Figures 3 to 7 are similar to Figure 2 except that Figures 3 to 7 show a secondary column SC. The significance of variations in secondary column height 149, 249, etc., the upper solids level 48, 148, etc., and the surface 80, 180, etc. of solids in section 42 will be apparent as this description proceeds.
When the device is functioning, operation is as follows:
Referring to Figure 2, a fixed quantity of air is continuously supplied to standpipe 41 via conduit '43. This air enters standpipe 41 at point 45. Solids are fed to the naw react or and a column of solids 47 is established therein.
In Figure Z-the upper level 48 of column 47 is below gas-entry point 45 and consequently all supplied gas escapes upwardly through standpipe 41. Under these conditions there is no motivating force exerted on the solids and they remain static within the chamber.
In Figure 3 with the feed continuing and the same fixed continuous supply of air as in Figure 2, the upper solids level 148 within standpipe 41 has risen thus establishing a superjacent secondary column 149 (SC) that has reached a sufficient height above gas-entry point 45 so that the secondary column ofiers opposition to the upward escape of gas. When this opposition becomes great enough a quantity of the gas is diverted downwardly from point 45. When the quantity. of gas so diverted becomes great enough, the repo sal surface 180 is disturbed and the resistance of the solids is overcome causing them to flow out of discharge opening 46. Thus, in Figure 3 the upper level 148 of column 149 has reached such a height that about one quarter of the supplied gas (represented by one arrow) is now diverted downwardly thus exerting a motivating force on the solids and causing them to move from section 42 through discharge opening 46.
In Figure 4, under the same conditions as Figures 2 and 3, as to continuing feed and amount of supplied air, the column 249 is seen to be of increased height. As this height increase continues so does the proportion of diverted gas and consequently the rate of solids discharge through 46. In Figure 4 approximately /2 of the supplied gas (represented by two downwardly pointing arrows) is diverted downwardly and the rate of discharge through opening 46 is proportionately increased.
In Figure 5, under the same conditions of feed rate and quantity of supplied gas as those existing in the preceding description of Figures 2, 3 and 4, upper level 348 of secondary column 349 has now reached a point where approximately 4 of the supplied gas is diverted downwardly (represented by three downwardly pointing arrows) and the discharge rate is proportionately increased.
When the discharge rate is equal to the feed rate, level 348 will remain constant so that if, in Figure 5 (or any other figure), solids emit from 46 at the same rate they enter at 40 then the system is in equilibrium and a constant discharge rate is attained.
Figure 6 illustrates what happens when the feed rate suddenly increases while the air supply remains constant. The upper level 448 of column 449 rises to such a height that substantially all supplied gas is restricted or opposed from rising and thus is diverted downwardly, this causes a proportionate increase in the discharge rate and the system establishes a new equilibrium level.
Figure 7 shows the return to normal equilibrium as represented by Figure 5 when the feed rate returns to that described as existing in Figures 2, 3, 4 and 5. The discharge continues at a diminishing rate until the discharge rate coincides with the feed rate; at this point the system is again in equilibrium. Thus, in Figure 7 the system has returned to the same equilibrium level as that shown in Figure 5.
Should the feeding of solids to the chamber cease altogether then the discharge of solids will continue at a diminishing rate until there are insufficient solids in standpipe 41 to divert motivating gas downwardly for impelling solids flow. When solids flow has ceased there will always remain residually in the standpipe primary solids column 47 (PC). Thus it is insured that there will always exist a column of solids that is of a height at least equal to the distance between gas-entry point 45 and lower section 42. If a constant gas seal is desired, gas-entry point 45 should be so located that the space between such point and lower section 42, when filled with solids, will provide a gas-seal against the highest expected gas pressures.
Referring to Figure 6, this figure shows the invention operating at maximum capacity for function of the automatic feature whereby equilibrium between feed rate and discharge rate is automatically attained. Assuming that the feed rate equals the discharge rate in Figure6; if the feed rate increases beyond the assumed rate then it will result in the piling up of solids in the chamber above the standpipe. In other words, the-upper limit for the fixed gas supply will be exceeded. However, this greatly increased feed rate can be handled merely by increasing the quantity of air being supplied. This will raise the upper limit of operation because it will provide more air to be diverted downwardly. At a new rate of air supply then, the upper operating limit is varied and the invention op erates automatically within the new limits.
If, for any reason, immediate cessation of solids .discharge is desired then the supply of air should be cut ofi. Shutting off the air supply allows the solids. to immediately assume their angle of repose in lower section 42 and solids flow ceases.
Whereas I have shown only embodiments wherein the inside diameter of the discharge nipple is the same as that of the standpipe, it is to be understood that this is not a necessary size relationship. The size of the discharge nipple will vary according to the expected discharge rates, the size of the solids to be handled and so forth.
Example I The operation of an embodiment of this invention will be described in connection with the discharge of finely divided lime dust from a dust-diminishing cyclone in which entrained solids carried out of a fluidized solids react or are separated from the entraining gases.
The react or can be a commercial size fluidized solids react or in which finely divided limestone is calcined. Dust carried out of the react or entrained in the exhaust gases passes through a cyclone where the dust is separated from the entraining gas and the dust-free gas is discharged to other uses while the separated solids are discharged to storage or further treatment.
The cyclone may be of a commercial size with a solids discharge end 4" in diameter. Attached to this discharge end is an adapter and a 30" length of standard 2" steel pipe which serves as the vertical solids flow line.
At the bottom of this pipe is attached a clean-out valve for providing easy access to the line in case of plugging' Located just above the clean-out valve is a /2" hole in the 2" vertical pipe. A short nipple is inserted in the /z" hole in such a manner that it extends outwardly at right angles from the outer edge of the pipe and of sufiicient length so that it extends approximately 34 mm. from the inner periphery of the vertical standpipe. This serves as the lower discharge. A motivating gas-entry point A" in diameter is provided in the wall of the vertical pipe at a point 10" above the lower discharge for the purpose of supplying motivating gas to the pipe. Air is supplied to the vertical pipe through the gas-entry point at a rate of 0.050 C. F. M. (measured at 20 C. and one atmosphere of pressure). When the react or is in continuous operation solids are discharged from the discharge end of the pipe at an average rate of 131 pounds per hour. When feed to the react or is cut oil the rate of discharge from the pipe diminishes to zero pounds per hour. During the time the discharge rate is zero pounds per hour, the residual column of solids in the pipe prevents any gas from the cyclone from leaking through the pipe thus forcing all gas out of the top of the cyclone. When feed to the react or is resumed solids resume discharging and the average rate of discharge is again reached. Throughout the operation the flow of solids is smooth rather than spotty and dust losses are at a minimum due to the fact that the column of solids prevents the violent discharge of solids from the cyclone and gives the dust an opportunity to become quiescent.
Example II In laboratory tests a 2" inside diameter standpipe was employed. Subtended to the standpipe was a standard 11 2" elbow equipped with a reducer and a V2" inside diameter nipple 1" long; thus establishing a 2" inside diameter'standpipe having a /2 inside diameter lower offset discharge. A gas-entry point was located 9" above the discharge opening. Air input was .045 C. F. M. (20 C. and 1 atmosphere).
Fine lime solids (100 micron average size) were introduced into the top of the standpipe and a primary column 9" established therein. As feed continued a'secondary column was established and solids commenced to flow from the lower discharge.
At a solids feed rate of 213.5 pounds per hours a secondary column height of 1.3 feet was established and solids flowed from the lower discharge at a rate of 213.5 pounds per hour.
When the rate of solids .feed was increased to 480 pounds per hour the secondary column reached a height of 2.15 feet and the solids discharge rate was 480 pounds per hour.
A further increase in the feed rate to 539 pounds per hour resulted in a new secondary column height of 3.1 feet being established and the solids discharge rate increased to 539 pounds per hour.
In every case, when equilibrium was reached wherein feed rate equaled discharge rate, the secondary column assumed a constant level. Variations in the feed rate resulted in automatic adjustment of the secondary column height to a new equilibrium level.
Dust losses were minmized due to the fact that solids were given a chance to settle while passing through the dense column phase.
I claim:
Apparatus for transferring finely divided solids from an upper zone in which there exists one pressure to a lower zone in which there exists a difierent pressure while maintaining a seal against the pressure differential between said zones, comprising a generally vertical open-ended unobstructed solids conductor connecting said upper and lower zones and adapted to receive solids from the upper zone said conductor terminating at its lower end in an offset solids discharge adapted to contain the angle of repose of solids admitted from the upper zone; and a gas inlet in the conductor intermediate its ends said inlet being spaced above the solids discharge a distance sufficient to provide a seal against the pressure ditferential'between the upper and lower zones when that portion of the solids conductor below the gas inlet is filled with solids admitted from the upper zone.
References Cited in the file of this patent UNITED STATES PATENTS 773,909 Watters Nov. 1, 1904 2,463,623 Huff Mar. 8, 1949 2,520,983 Wilcox Sept. 5, 1950 2,609,249 Winters Sept. 2, 1952
|
Vine trellis system
ABSTRACT
A trellis system for training a row of grape vines is disclosed. The trellis system comprises a frame supporting a first cordon wire and a second cordon wire, wherein the two cordon wires are substantially parallel to one another. The frame is mounted relative to the ground so that the first cordon wire and the second cordon wire are tilted relative to a horizontally level plane. In additional or alternatively, the first cordon wire and the second cordon wire can be tilted relative to the slope of the ground directly below the first cordon wire and the second cordon wire.
PRIORITY
The present application claims the benefit of domestic priority based on U.S. Provisional Patent Application 62/476,133 filed on Mar. 24, 2017, the entirety of which is incorporated herein by reference in its entirety.
BACKGROUND
For centuries, grapes have bene grown in vineyards. Whether for eating or for making wine, it is desirable for grape production on grape vines to be maximized and optimized. To this end, a viticultural science has been developed that has been effective in increasing grape yield and for even making grape vines grow in regions and on properties where it would have previously been difficult if not impossible.
Over the past twenty to thirty years, one of the biggest viticultural advancements has been in trellis design. Grape vine canopy management has greatly improved grape productivity and quality. Today's trellis systems generally fall into one of three categories: the single curtain systems (such as the two-wire vertical trellis, the vertical-shoot-positioned trellis, and the Smart-Dyson trellis), the vertically-divided double curtain (such as the Smart-Henry trellis and the Scott Henry trellis), and the horizontally-divided double curtain (such as the Geneva double curtain, the Wye trellis, and the Lyre trellis).
The horizontally-divided double curtain is increasingly gaining in popularity and offers advantages for many vineyard owners. For example, the horizontally-divided double curtain provides a desirably spread out canopy. The result of the spread is a favorable leaf-to-fruit ratio for photosynthesis. A conventional horizontally-divided double curtain includes two parallel cordon wires that lie on a horizontally-extending, level plane. The cordon wires straddle a vine trunk so that two cordons, or arms, of the vine may be secured onto respective cordon wires. Alternatively, when used in a row of vines, a first vine's cordons may be secured to a first cordon wire while the adjacent vine's cordons are secured to the second cordon wire.
However, the current vine trellis systems do not account for the aspect of the slope they on are. Therefore, there is a need for trellis system that accounts for the aspect of the slope it is on. There is further a need for an improved horizontally-divided double curtain trellis system.
SUMMARY
The present invention satisfies these needs. In one aspect of the invention, a trellis system accounts for the aspect of the slope it is on.
In another aspect of the invention, an improved horizontally-divided trellis system is able to mimic a desired slope aspect.
In another aspect of the invention, a trellis system for training a row of grape vines comprises a frame supporting a first cordon wire and a second cordon wire, wherein the two cordon wires are substantially parallel to one another. The frame is mounted relative to the ground so that a line extending through the first cordon wire and the second cordon wire and substantially perpendicular thereto is tilted relative to a horizontally level plane. The line is also tilted relative to the slope of the ground directly below the first cordon wire and the second cordon wire.
In another aspect of the invention, a trellis system for training a row of grape vines comprises a frame supporting a first cordon wire and a second cordon wire, wherein the two cordon wires are substantially parallel to one another. The frame is mounted relative to the ground so that a line extending through the first cordon wire and the second cordon wire and substantially perpendicular thereto is tilted relative to a horizontally level plane. The vertical height of the first cordon from ground directly below is different than the vertical height of the second cordon from the ground directly below.
DRAWINGS
These features, aspects, and advantages of the present invention will become better understood with regard to the following description, appended claims, and accompanying drawings which illustrate exemplary features of the invention. However, it is to be understood that each of the features can be used in the invention in general, not merely in the context of the particular drawings, and the invention includes any combination of these features, where:
FIG. 1 is schematic side view of one version of a trellis system frame according to the invention,
FIG. 2 is a schematic side view of another version of a trellis system frame according to the invention;
FIG. 3A is a schematic diagram showing angular relationships according to one version of the invention;
FIG. 3B is a schematic diagram showing angular relationships and heights according to one version of the invention.
DESCRIPTION
The present invention relates to trellis systems. In particular, the invention relates to trellis systems for growing grape vines. Although the system is illustrated and described in the context of being useful for grapes, the present invention can be used in other applications, such as with other fruit or flowers. Accordingly, the present invention should not be limited to the examples and embodiments described herein.
FIG. 1 shows a horizontally-divided double curtain trellis system 10 according to one version 100 of the invention. The trellis system comprises a frame 110 that supports a series of trellis wires. The frame 110 includes multiple openings 120 that support the trellis wires. By providing two or more frames 110 along a row of vines, the trellis wires can be supported to run generally parallel to one another along the row of vines. The frames 110 may be supported by posts or end posts.
Through the frame 110 runs a first cordon wire 130 and a second cordon wire 135. A vine V is planted into the ground G at a position beneath the trellis system 100. The vine's trunk T will divide into cordons or arms C as the vine grows. Each cordon is secured to a respective cordon wire by conventional means, such as plastic ties or wires. In this manner, the cordons are horizontally divided. From the cordons will grow canes and shoots from which grapes will grow. Through the frame 110 will also run one or more shoot positioning wires 140, 145 for positioning the shoots and support the growth. In the version shown in FIG. 1, one, two, or three or more shoot-positioning wires 140 are provided above the first cordon wire 130, and one, two, three or more shoot-positioning wires 145 are provided above the second cordon wore 135. The shoot-positioning wires 145 may extended vertically or may be angled outwardly, as shown in FIG. 1. In one version, the shoot-positioning wires extend outwardly at an angle of about 70 to 80 degrees relative to a plane formed by the two cordon wires. One or a pair of trunk wires 150 may be positioned above the trunk and between the cordon wires 130, 135 to support the trunk and/or to support each cordon as it is wrapped over the trunk wire 150 on its way to its cordon wire. Alternatively, there can be no trunk wire 150 and the cordons will extend directly to the cordon wires 130, 135. In another version, a trunk wire 150 or pair may be provided that runs through a different frame or is merely supported by end posts.
The exact dimensions of the frame 110 may vary depending on the grape variety and geography of the vineyard. In the version shown, it has been determined that the height of the trunk wire 150 and/or the cordon wires 130, 135 be from about 25 to about 40 inches, or from about 28 to about 34 inches, or from about 30 to 32 inches. The cordon wires 130, 135 may be spaced apart from one another by about 20 to 50 inches, or from about 25 to 40 inches, or from about 30 to 35 inches. Each of the shoot-positioning wires 140, 145 may be spaced apart from a cordon wire 130,135 or from another shoot-positioning wire by from about 8 to 15 inches. In one particular version that has proven to be very effective, the trunk wire 150 is positioned about 1 inch or more, or form about 1 to about 12 inches, or from about 2 to about 5 inches above a line extending from the first cordon wire 130 to the second cordon wore 135. In this particular version, a cordon C extends over the trunk wire 150 and above the cordon plane and then extends relatively downward to the cordon plane where it is secured to a respective cordon wire. With this version, stress is removed from the cordon wire and the cordon itself at the position of the cordon wire.
FIG. 2 shows a horizontally-divided double curtain trellis system 10 according to another version 200 of the invention. The trellis system 200 comprises a frame 210 that supports a series of trellis wires. The frame 210 includes multiple openings 220 that support the trellis wires. By providing two or more frames 210 along a row of vines, the trellis wires can be supported to run generally parallel to one another and along the row of vines.
Through the frame 210 runs a first cordon wire 230 and a second cordon wire 235. A vine V is planted into the ground G at a position beneath the trellis system 200. The vine's trunk T will divide into cordons or arms C as the vine grows. Each cordon is secured to a respective cordon wire by conventional means, such as plastic ties or wires. In this manner, the cordons are horizontally divided. From the cordons will grow canes and shoots from which grapes will grow. Through the frame 210 will also run one or more shoot positioning wires 240, 245 for positioning the shoots and support the growth. In the version shown in FIG. 2, one shoot-positioning wire 240 is provided below the first cordon wire 230, and one shoot-positioning wire 245 are provided above the second cordon wore 235. The shoot-positioning wires 240,245 may extended vertically or may be angled outwardly, as shown in FIG. 2. In one version, the shoot-positioning wires extend outwardly at an angle of about 70 to 80 degrees relative to a plane formed by the two cordon wires. One or a pair of trunk wires 250 may be positioned over the trunk to support the trunk and/or to support each cordon as it is wrapped over the trunk wire 250 on its way to its cordon wire. Alternatively, there can be no trunk wire 250 and the cordons will extend directly to the cordon wires 230, 235. In another version, a trunk wire 250 or pair may be provided that runs through a different frame or is merely supported by end posts.
The exact dimensions of the frame 210 may vary depending on the grape variety and geography of the vineyard. In the version shown, it has been determined that the height of the trunk wire 250 and/or the cordon wires 230, 235 be from about 40 to about 70 inches, or from about 48 to about 64 inches, or from about 52 to 56 inches. The cordon wires 230, 235 may be spaced apart from one another by about 20 to 55 inches, or from about 25 to 50 inches, or from about 30 to 44 inches. Each of the shoot-positioning wires 240, 245 may be spaced apart from a cordon wire 230, 235 or from another shoot-positioning wire by from about 8 to 25 inches. In one particular version that has proven to be very effective, the trunk wire 250 is positioned about 1 inch or more, or form about 1 to about 12 inches, or from about 2 to about 5 inches below a line extending from the first cordon wire 230 to the second cordon wore 235. In this particular version, a cordon C extends over the trunk wire 250 below the cordon plane and then extends relatively upward to the cordon plane where it is secured to a respective cordon wire. With this version, stress is shared between the cordon wires and the trunk wires, and the cordon itself has less localized less at the position of either the cordon wire or the trunk wire.
The choice of whether to use the trellis system 10 of the first version 100 or the second version 200 may depend on many factors, such as soil, climate, geography and topography. However, one of the most important factors is grape variety. The first version 100 is ideally suited for grape varieties with a an upright growing habit, such as cabernet sauvignon, merlot, grenache, mourvedre, and petite sirah. The second version 200 is ideal for grape varieties with a downward growing habit, such as syrah or shiraz.
In another aspect of the invention, the horizontally-divided trellis system 10 of the present invention may be used to adapt an undesirable aspect or ground slope into a more desirable one. Depending on the elevation and climate, it may be considered most ideal to grow grapes on a slope that faces a particular direction. For example, some varieties in the Northern Hemisphere prefer a south-facing slope in order to maximize the sunlight exposure throughout the growing season. Others may do best with a north-facing slope in order to minimize the direct sunlight. Still others may benefit from an east-facing slope or a west-facing slope to receiving morning or afternoon direct sunlight, respectively. The opposites are true for Southern Hemisphere vines. With the current trellis system 10, a desired directional-facing slope can be mimicked on any slope or flat surface. By tilting the frame 110, 210 of the trellis systems toward the desired direction, the horizontally-divided curtains will be tilted by the same amount. As a result, the vine canopies will be exposed to the sun as if they were on a desired directional-facing slope.
For example, viewing FIG. 1, the line 170 can represent the horizontal level generally perpendicular to the direction of the row. The line 170 has a slope of 0 degree when measured with a carpenter's level. The line 160 represents the line formed by the first cordon wire 130 location and the second cordon wire 135 location on the frame 110. By tilting the frame so that the line 160 is tilted relative to the horizontal level 170 as defined by a horizontally level plane, the frame will be angled in that direction relative to the horizontal by an angle, a. As a result the canopy of the vine will be exposed to the sun as if it were positioned on a slope that was facing that direction and at that angle. For example, is the row runs due east and west and FIG. 1 is facing in the eastern direction, the frame 110 of FIG. 1 would be tilted towards the south by the angle, a.
Accordingly, in one version of the invention, the trellis 10 comprises a frame 110 that supports a first cordon wire 130 and a substantially parallel second cordon wire 135 in a manner where a line perpendicularly connecting the first cordon wire 130 and the second cordon wire 135 is tilted relative to a horizontally level line or plane by an angle, a. In one version, the angle, a, is at least about 5 degrees. In another version, the angle, a, is at least about 10 degrees. In another version, the angle, a, is at least about 15 degrees. In another version, the angle, a, is at least about 20 degrees.
The frame 110 and the supported cordon wires 130, 135 can additionally or alternatively be tilted relative to the ground, G. As shown in FIG. 1, the slope of the G can be represented by the line 175. And the angle of tilt can again be represented by the line 160 or a line parallel to 160. The angle of tilt between the line of the cordon wires 160 and the ground is angle, b. If the ground G, is generally level, by making the angle, a, between the lines 160, 170 equal to 10 degrees, the result will be a frame that is tilted 10 degrees towards the desired direction. Similarly, if the ground G is sloped 5 degrees to the one direction, by making the angle, b, equal to 10 degrees, the result will be a frame that is titled 5 degrees relative to the horizontal level towards the opposite direction.
Accordingly, in one version of the invention, the trellis 10 comprises a frame 110 that supports a first cordon wire 130 and a substantially parallel second cordon wire 135 in a manner where a line perpendicularly connecting the first cordon wire 130 and the second cordon wire 135 is tilted relative to the slope of the ground by an angle, b. In one version, the angle, b, is at least about 5 degrees. In another version, the angle, b, is at least about 10 degrees. In another version, the angle, b, is at least about 15 degrees. In another version, the angle, b, is at least about 20 degrees. In another version, the angle, b, is at least about 30 degrees. In another version, the angle, b, is at least about 40 degrees.
The slope of the ground G can in some cases be hard to determine because of holes or mounds or variations in curvature. Thus, the expression slope of the ground is to be considered the general and average slope of the ground in the area containing a plurality of adjacent vines. The plurality of adjacent vines can be two vines, three vines, five vines, ten vines, or an entire row of vines. The slope of the ground may also be in various planes. However, the slope of the ground of interest is the slope in the direction generally perpendicular to the direction of the row of the trellis or adjacent vines. Thus, for a due north-facing slope of 10 degrees, the slope of the ground for a due east-west row would be 10 degrees. For a due northwest-facing slope of 10 degrees, the slope of the ground relevant to a due east-west row would be 5 degrees. And for a due west-facing slope of 10 degrees, the slope of the ground relevant to a due east-west row would be 0 degrees.
The relative angles are illustrated in FIG. 3A. Line 160 is a line extending through the first cordon wire 130 and the second cordon wire 135 that runs substantially perpendicular to the wires. Line 170 is the horizontal level in a direction substantially perpendicular to the cordon wires. Line 175 is a line parallel to the slope of the ground as defined above. Angle, a, is the angle between lines 165 and 170. Angle, b, is the angle between lines 160 and 175. In the example, of FIG. 3A, if the ground slopes due north at 20 degrees, an angle, b, of 30 degrees would provide a tilt towards due south of 10 degrees. Angle, a, is thus 10 degrees. The trellis 10 can also be used to accentuate a slope. For example, if the slope of the ground is 10 degrees due south, an angle, b, tilt of 10 degrees will provide an effective slope of 20 degrees due south (angle a). All of the angles are acute angles and of absolute value.
FIG. 3B illustrates another manner of expressing the tilt. In this version, instead of measuring the angle of tilt (angle b) of the wires with respect to the slope of the ground, one can measure the vertical height, h1, of the first cordon from the ground directly below and the vertical height, h2, of the second cordon from the ground directly below. In one version, h1 and h2 differ by at least 3 inches. In another version, h1 and h2 differ by at least 6 inches. In another version, h1 and h2 differ by at least 9 inches. In another version, h1 and h2 differ by at least 12 inches. To account for minor topographical issues, h1 and h2 can be the average heights taken at adjacent vines. In one version, this can be the average of 2 adjacent vines. In another version, this can be the average of 3 adjacent vines. In another version, this can be the average of 5 adjacent vines. In another version, this can be the average of 10 adjacent vines. In another version, this can be the average of an entire row of vines.
All of the above angles and heights can be applied to the the frame 210 of the second version 200 as shown in FIG. 2 with 260 being the line extending perpendicularly between first and second cordon wires 230, 235. Line 260 corresponds to line 160. The horizontal level 270 corresponds to horizontal level 170. And the ground slope 275 and/or heights corresponds to 175 and the h1 and h2, respectively.
A row of grape vines will typically be supported by two or more frames 110, 210 with the wires being supported by the frames. Each of the frames 110, 210 can be tilted in any of the manners described above so that the cordon wires are angled as desired. In one version, two frames can be tilted at the same angle as one another. In another version, two frames adjacent to one another in a row of vines can be tilted relative to one another at different angles. The latter version can be used, for example, to account for changing slopes of the ground in different areas of the vineyard.
Although the present invention has been described in considerable detail with regard to certain preferred versions thereof, other versions are possible, and alterations, permutations and equivalents of the version shown will become apparent to those skilled in the art upon a reading of the specification and study of the drawings. For example, the cooperating components may be reversed or provided in additional or fewer number. Also, the various features of the versions herein can be combined in various ways to provide additional versions of the present invention. Furthermore, certain terminology has been used for the purposes of descriptive clarity, and not to limit the present invention. Therefore, any appended claims should not be limited to the description of the preferred versions contained herein and should include all such alterations, permutations, and equivalents as fall within the true spirit and scope of the present invention.
What is claimed is:
1. A trellis system for training a row of grape vines, the trellis system comprising: a frame supporting a first cordon wire and a second cordon wire, wherein the two cordon wires are substantially parallel to one another; wherein the frame is mounted relative to the ground so that a line extending through the first cordon wire and the second cordon wire and substantially perpendicular thereto is tilted relative to a horizontally level plane, and wherein the line is tilted relative to the slope of the ground directly below the first cordon wire and the second cordon wire.
2. A trellis system according to claim 1 wherein the frame further supports one or more trunk wires intermediate the first cordon wire and the second cordon wire.
3. A trellis system according to claim 1 wherein the line is tilted relative to the horizontally level plane by an angle of at least 10 degrees.
4. A trellis system according to claim 1 wherein the line is tilted relative to the horizontally level plane by an angle of at least 15 degrees.
5. A trellis system according to claim 1 wherein the line is tilted relative to the slope of the ground by an angle of at least 10 degrees.
6. A trellis system according to claim 1 wherein the line is tilted relative to the slope of the ground by an angle of at least 20 degrees.
7. A trellis system according to claim 1 wherein the frame further supports one or more shoot positioning wires associated with each of the cordon wires.
8. A trellis system according to claim 1 further comprising a second frame supporting the first cordon wire and the second cordon wire, wherein the frames are tilted at the same angle.
9. A trellis system according to claim 1 further comprising a second frame supporting the first cordon wire and the second cordon wire, wherein the frames are tilted at the different angles.
10. A trellis system according to claim 1 wherein the first cordon wire and the second cordon wire support one or more cordons from a plurality of grape vines.
11. Wine produced from grapes grown on the trellis system of claim
10. 12. A trellis system for training a row of grape vines, the trellis system comprising: a frame supporting a first cordon wire and a second cordon wire, wherein the two cordon wires are substantially parallel to one another; wherein the frame is mounted relative to the ground so that a line extending through the first cordon wire and the second cordon wire and substantially perpendicular thereto is tilted relative to a horizontally level plane, and wherein the vertical height of the first cordon from ground directly below is different than the vertical height of the second cordon from the ground directly below.
13. A trellis system according to claim 12 wherein the frame further supports one or more trunk wires intermediate the first cordon wire and the second cordon wire.
14. A trellis system according to claim 12 wherein the difference between the vertical height of the first cordon from the ground and the vertical height of the second cordon from the ground is at least 6 inches.
15. A trellis system according to claim 12 wherein the difference between the vertical height of the first cordon from the ground and the vertical height of the second cordon from the ground is at least 12 inches.
|
Total number of routes monitored counter
Is your feature request related to a problem? Please describe.
It would be nice to see a number in the stats field showing the actual number of prefixes being monitored.
Describe the solution you'd like
Counter should include the total number of unique routes that are being monitored, so if your using /16^24 it would count all the 24s, not just the supernet.
Describe alternatives you've considered
n/a
Additional context
n/a
@slowr we can get this by imittating the monitoring module functionality, is that correct?
# only keep super prefixes for monitors
for prefix in self.prefix_tree.prefixes():
self.prefixes.add(self.prefix_tree.search_worst(prefix).prefix)
and so on.
|
MYSQL Stored Procedure not updating column
I have been working this all day, trying to get a simple Stored procedure in MYSQL to work like I want it to.
This is the Stored Procedure I am using:
delimiter $$
CREATE DEFINER=`vhabot`@`%` PROCEDURE `Update_Players`(in uid VARCHAR(64), in cname varchar(45),in rank_name varchar(20), in clevel int, in defrank int, in cfaction varchar(15), in org varchar(100), in today date)
BEGIN
DECLARE Records INT;
DECLARE Updt bool DEFAULT 'TRUE';
SET SQL_SAFE_UPDATES=0;
SELECT COUNT(*) INTO Records FROM dim5players where TRIM(id) = TRIM(uid);
If Records = 0 THEN
INSERT INTO dim5players (id, `name`, rank_name, `level`, defender_rank_id, Organization, `Date`, Updated)
VALUES (uid,cname, rank_name, clevel, defrank, cfaction, org, today, Updt );
END IF;
UPDATE dim5players SET Updated=true WHERE `name` = TRIM(cname);
END$$
All I want it to do is check if an id (primary key) already exists by using Counting the records that may have the ID. If the count is 0 then I can add the record with the input parameters above.
Regardless of if a record is inserted or not, I want all records that have has the 'name' that matches the input of name to be given 'true' in the updated column.
Regardless of what I do, it never updates the 'true' value in the updated column. Somewhere in this SP something is not right. I am just not sure where it is.
Your stored procedure is not required for this use case. Instead do this:
INSERT INTO dim5players
(id, name, rank_name, level, defender_rank_id, Organization, `Date`, Updated)
VALUES
(TRIM(uid), TRIM(cname), rank_name, clevel, defrank, cfaction, org, today, TRUE)
ON DUPLICATE KEY UPDATE
Updated = VALUES(Updated);
UPDATE dim5players SET Updated = TRUE WHERE name = TRIM(cname);
This will perform much better for several reasons:
Stored procedures are always slower than doing straight SQL.
The clause where TRIM(id) = TRIM(uid) will not use an index, but will always scan the entire table.
Race conditions are avoided.
|
import agents as ag
def HW2Agent() -> object:
def program(percept):
bump, status = percept
# if program.startTop == 'false' and bump == 'None':
# action = 'Up'
# return action
# if bump == 'None':
# action = 'Up'
# return action
# if bump == 'Bump':
# program.startTop = 'true'
# else:
# if program.startTop == 'false' and bump == 'Bump':
# program.startTop = 'true'
#action = 'Left'
#else:
if status == 'Dirty':
action = 'Suck'
# else:
# if program.startTop == 'false' and bump == 'None':
# action = 'Up'
# else:
# if program.startTop == 'false' and bump == 'Bump':
# program.startTop = 'true'
# action = 'Left'
else:
lastBump, lastStatus = program.oldPercepts[-1]
lastBump2, lastStatus2 = program.oldPercepts[-2]
lastAction = program.oldActions[-1]
lastAction2 = program.oldActions[-2]
# Useless: if bump == 'Bump' and lastBump == 'Bump' and lastBump2 == 'Bump':
# action = 'Up'
#else: Useless
#Works:
# if bump == 'Bump' and lastBump == 'Bump' and (lastAction == 'Right' or lastAction == 'Left'):
# action = 'Down'
# else:
# if bump == 'None' and lastAction != 'Suck': #and lastBump == 'None'
# action = lastAction
# else:
# if bump == 'None' and lastAction != 'Suck': # and lastBump == 'Bump'
# action = switchAction(lastAction)
# else:
# if bump == 'Bump' and lastAction != 'Suck':
# action = switchAction(lastAction)
# else:
# action = lastAction2
if program.left == 'false' and bump == 'None':
action = 'Left'
else:
if program.left == 'false' and bump == 'Bump':
program.left = 'true'
action = 'Right'
else:
if program.right == 'false' and bump == 'None':
action = 'Right'
else:
if program.right == 'false' and bump == 'Bump':
program.right = 'true'
action = "Down"
else:
if program.down == 'false' and bump == 'None':
action = 'Down'
else:
if program.down == 'false' and bump == 'Bump':
program.down = 'true'
action = 'Up'
else:
if program.up == 'false' and bump == 'None':
action = 'Up'
else:
if program.up == 'false' and bump == 'Bump':
program.up = 'true'
action = "Down"
else:
if bump == 'None' and lastAction != 'Suck' and lastBump == 'None':
action = lastAction
else:
if bump == 'None' and lastAction != 'Suck' and lastBump == 'Bump' and lastAction == 'Down' and program.lastDown == 'Left':
lastAction = 'Down2'
action = switchAction(lastAction)
program.lastDown = action
else:
if bump == 'None' and lastAction != 'Suck' and lastBump == 'Bump' and lastAction == 'Down':
action = switchAction(lastAction)
program.lastDown = action
else:
if bump == 'Bump' and lastAction == 'Down' and program.lastDown =='Left':
lastAction = 'Down2'
action = switchAction(lastAction)
program.lastDown = action
else:
if bump == 'Bump' and lastAction == 'Down':
action = switchAction(lastAction)
program.lastDown = action
else:
if bump == 'Bump' and lastAction != 'Suck':
action = switchAction(lastAction)
else:
action = lastAction2
program.oldPercepts.append(percept)
program.oldActions.append(action)
return action
# assign static variables here
program.oldPercepts = [('None', 'Clean'),('None', 'Clean')]
program.oldActions = ['Right', 'Right']
program.right = 'false'
program.left = 'false'
program.up = 'false'
program.down = 'false'
program.lastDown = ''
program.startTop = 'false'
# def switchAction(action):
# if action == 'Right':
# newAction = 'Left'
# if action == 'Left':
# newAction = 'Right'
# if action == 'Down':
# newAction = 'Up'
# if action == 'Up':
# newAction = 'Down'
# return newAction
def switchAction(action):
if action == 'Down':
newAction = 'Left'
if action == 'Left':
newAction = 'Down'
if action == 'Right':
newAction = 'Down'
if action == 'Down2':
newAction = 'Right'
return newAction
switchAction.newAction = ''
agt = ag.Agent(program)
# assign class attributes here:
# agt.direction = ag.Direction('left')
return agt
|
Cygwin package management
In cygwin, how do I:
List all installed packages
List files belonging to a package
Tell which package a file belongs to
Install a new package
Uninstall a package
Get info about an installed package (deps, version, etc)
List all installed packages
cygcheck --check-setup --dump-only
without --dump-only the command will take few minutes to complete because it will TEST all packages. You should see an OK for each package if everything is fine ;)
List files belonging to a package
For package bash do:
cygcheck --list-package bash
it works for installed packages only
Tell which package a file belongs to:
For file /usr/bin/bash.exe
cygcheck --find-package /usr/bin/bash.exe
it works for installed packages only
Install a new package
Considering you already run setup GUI and have valid mirror(s), local package directory and other options set, you could run to install abook:
/path/to/setup-1.7.exe --quiet-mode --download --local-install --packages abook
it will also automatically update all your installed packages to the latest version available
you could also select the mirror and other options in command line, see /path/to/setup-1.7.exe --help
I know the new version of cygwin 1.7 (beta version, but pretty stable) which currently uses setup 2.649 supports these options, but I didn't tested on 1.6
Uninstall a package
As far as I know, only the GUI supports this option.
Get info about an installed package (deps, version, etc)
The version is listed together to each package on the listing (first item).
Deps are really tricky to find: when setup runs, it creates on the local package directory one entry for each mirror. There you can find the list of all packages available on that mirror (setup.ini for version 1.6 and setup-2.ini for version 1.7) with the package name preceded by a @ and deps preceded by requires:. If, for any reason, the mirror you are using is outdated, setup displays a warning message when downloading info.
At least as of version 2.8, there is a -x --remove-packages option as well to remove packages via the command line.
@Howler apt-cyg remove works, but you first need the tool, see @kevin's answer.
apt-cyg install package for installation.
Run setup.exe. It will give you a GUI with checkboxes for various packages.
IMO this is cygwins main failing. We need a real package manager!
I saw some posts on the maillist. Someone is working on an apt equivalent for cygwin. It may show up as part of 1.7
@Joseph: that sounds really cool. Thanks for letting us know.
Real package manager isn't possible, since it's not possible to overwrite files in use on Windows. You have to close Cygwin before doing upgrade and then you can use external package manager (Cygwin's setup.exe). The most complete package manager is apt-cyg, I don't think, there will be anything better.
I have found apt-cyg useful for command line installation of packages without updating all my other packages but it does not everything you need to do.
There is no equivalent to apt show, apt policy or apt search in ubuntu.
Here is the best fork right now for apt-cyg.
https://github.com/kou1okada/apt-cyg
It is now possible to uninstall packages as well:
/path/to/setup.exe -x yourpackagename
Allow me to introduce you to the Cygwin FAQ
List installed
How do I uninstall individual packages
How do I uninstall individual packages
Get info about an installed package
Run Cygwin Setup
List files belonging to a package
Tell which package a file belongs to
Search at http://cygwin.com/packages/
|
Star Wars: Episode II – Attack of the Clones
Star Wars: Episode II – Attack of the Clones is a 2002 American epic space opera film directed by George Lucas and written by Lucas and Jonathan Hales. The sequel to The Phantom Menace (1999), it is the fifth film in the Star Wars film series and second chronological chapter of the "Skywalker Saga". The film stars Ewan McGregor, Natalie Portman, Hayden Christensen, Ian McDiarmid, Samuel L. Jackson, Christopher Lee, Anthony Daniels, Kenny Baker, and Frank Oz.
The story is set ten years after The Phantom Menace, as thousands of planetary systems slowly secede from the Galactic Republic and join the newly formed Confederacy of Independent Systems, led by former Jedi Master Count Dooku. With the galaxy on the brink of civil war, Obi-Wan Kenobi investigates a mysterious assassination attempt on Senator Padmé Amidala, which leads him to uncover a clone army in service of the Republic and the truth behind the Separatist movement. Meanwhile, his apprentice Anakin Skywalker is assigned to protect Amidala and develops a secret romance with her. Soon, the trio witness the onset of a new threat to the galaxy: The Clone Wars.
Development of Attack of the Clones began in March 2000, some months after the release of The Phantom Menace. By June 2000, Lucas and Hales completed a draft of the script, and principal photography took place from June to September 2000. The film crew primarily shot at Fox Studios Australia in Sydney, Australia, with additional footage filmed in Tunisia, Spain, and Italy. It was one of the first motion pictures shot completely on a high-definition digital 24-frame system.
The film was released in the United States on May 16, 2002. It received mixed reviews from critics; the film's increased focus on action was praised, while the characters and dialogue were regarded more critically. It performed well at the box office, making $653.8 million worldwide. Yet, it became the first Star Wars film to get outgrossed in its year of release, placing third domestically after Spider-Man and The Lord of the Rings: The Two Towers and fourth-highest-grossing worldwide after the former two films and Harry Potter and the Chamber of Secrets. Revenge of the Sith (2005) followed Attack of the Clones, concluding the Star Wars prequel trilogy.
Plot
Ten years after the battle at Naboo, the Galactic Republic is threatened by a Separatist movement organized by former Jedi Master Count Dooku. Former Queen turned Senator Padmé Amidala travels to Coruscant to vote against a motion to create an army to assist the Jedi against the growing threat. Narrowly avoiding an assassination attempt upon arrival, she is placed under the protection of Jedi Master Obi-Wan Kenobi and his Padawan Apprentice Anakin Skywalker. The pair thwart a second assassination attempt on Padmé and subdue the assassin, Zam Wesell, whose employer, a bounty hunter, kills her before she reveals his identity. The Jedi Council instructs Obi-Wan to find the bounty hunter, while Anakin is tasked to protect Padmé and escort her to Naboo. Despite the Jedi Code that forbids attachments, the two start to fall in love.
Obi-Wan's search leads to Kamino, an ocean planet. There he discovers a clone army is being produced for the Republic under the name of Sifo-Dyas, a deceased Jedi Master. The bounty hunter Jango Fett serves as their genetic template. Obi-Wan deduces Jango is the bounty hunter he is seeking and places a homing beacon on Jango's ship, Slave I. He then follows Jango and his clone son Boba to the planet Geonosis. Meanwhile, Anakin is troubled by visions of his mother Shmi in pain, and returns to his homeworld of Tatooine with Padmé to save her. His former owner Watto reveals that he sold Shmi to a moisture farmer named Cliegg Lars, who then freed and married her. Cliegg says Tusken Raiders abducted Shmi one month earlier and she is likely dead. Anakin finds her at the Tusken campsite, barely alive. After she dies in his arms, an enraged Anakin massacres the entire tribe. He later confesses his actions to Padmé and vows to prevent the deaths of those he loves.
On Geonosis, Obi-Wan discovers a Separatist gathering led by Count Dooku, who is developing a droid army with Trade Federation Viceroy Nute Gunray, who ordered the assassination attempts on Padmé. Obi-Wan transmits his findings to the Jedi Council but is captured by Separatist droids. Dooku meets Obi-Wan in his cell and explains that the Republic is under the control of the Sith Lord Darth Sidious. He invites Obi-Wan to help him stop Sidious, but Obi-Wan refuses. Senate Representative Jar Jar Binks proposes a successful vote to grant emergency powers to Chancellor Palpatine, allowing the clone army to be officially brought into action as the defence force of the Republic.
Anakin and Padmé head to Geonosis to rescue Obi-Wan. While in the Geonosian droid factory, Anakin loses his lightsaber before Jango captures them. Dooku sentences the trio to be killed by alien beasts in the arena. A battalion of clone troopers led by Yoda, Mace Windu, and other Jedi suddenly arrive; Windu beheads Jango during the ensuing battle. Obi-Wan and Anakin intercept Dooku and engage in a lightsaber duel. Dooku injures Obi-Wan and severs Anakin's right arm; Yoda intervenes and defends them. To distract Yoda, Dooku uses the Force in an attempt to kill Anakin and Obi-Wan. Dooku escapes via his Solar Sailer to Coruscant and delivers the schematics for a superweapon to Sidious. As the Jedi acknowledge the beginning of the Clone Wars, Anakin is fitted with a cybernetic arm and secretly marries Padmé on Naboo with R2D2 and C-3PO as their only witnesses.
Cast
Pernilla August, Ahmed Best, Oliver Ford Davies, and Andy Secombe reprise their roles from The Phantom Menace as Shmi Skywalker, Jar Jar Binks, Sio Bibble, and Watto, respectively. Silas Carson also reprises his role from that film as both Nute Gunray, the Viceroy of the Trade Federation; and Ki-Adi-Mundi, a Cerean Jedi Master sitting on the Jedi Council. Jimmy Smits portrays Bail Organa, a senator from Alderaan. Daniel Logan portrays a young Boba Fett, Jango Fett's clone and adopted son.
* Ewan McGregor as Obi-Wan Kenobi: A Jedi Knight and mentor to his Padawan learner, Anakin Skywalker, who investigates the assassination attempt upon Padmé, leading him to discover the production of a Clone Army for the Galactic Republic. In the 10 years since The Phantom Menace, he has grown wiser and more powerful in the use of the Force.
* Natalie Portman as Padmé Amidala: Former Queen of Naboo, who has recently been elected the planet's Senator, and Anakin's love interest.
* Hayden Christensen as Anakin Skywalker: A 19-year-old former slave from Tatooine and Obi-Wan's gifted Padawan apprentice who is assigned to protect Padmé with whom he falls in love. He is believed to be the "chosen one" of Jedi prophecy destined "to bring balance to The Force." In the 10 years since The Phantom Menace, he has grown powerful but arrogant, and believes that Obi-Wan is holding him back. A large search for an actor to portray Anakin Skywalker was performed. Lucas auditioned various actors, mostly unknown, before casting Christensen. Among the many established actors who auditioned or considered were Jonathan Brandis, Chris Klein, Devon Sawa, Charlie Hunnam, Topher Grace, Eric Christian Olsen, Joshua Jackson, Erik von Detten, James Van Der Beek, Ryan Phillippe, Colin Hanks, and Paul Walker. Leonardo DiCaprio also met with Lucas for the role, but he declined as he felt he "wasn't ready to take that dive". Co-star Natalie Portman later told Time magazine that Christensen "gave a great reading. He could simultaneously be scary and really young."
* Ian McDiarmid as Palpatine / Darth Sidious: A former senator from Naboo, as well as a secret Sith Lord, who amasses vast emergency powers as the Supreme Chancellor of the Galactic Republic upon the outbreak of the Clone Wars.
* Samuel L. Jackson as Mace Windu: A Jedi Master sitting on the Jedi Council who warily watches the Galactic Senate's politics.
* Christopher Lee as Count Dooku / Darth Tyranus: A former Jedi Master and the old mentor of Obi-Wan's late master Qui-Gon Jinn, who is now the puppet leader of the Separatist movement as well as Darth Sidious' new Sith apprentice and a suspect in Obi-Wan's investigation.
* Anthony Daniels as C-3PO: A protocol droid built by Anakin as a child who now serves the Lars family on Tatooine.
* Kenny Baker as R2-D2: Anakin's astromech droid who often accompanies him and Obi-Wan on missions.
* Frank Oz as Yoda: The centuries-old Jedi Grandmaster of an unknown alien species. In addition to leading the Jedi Council, Yoda is the instructor for the young Jedi Padawans/"Younglings".
* Temuera Morrison as Jango Fett: a bounty hunter who gave his DNA for use by the cloning facilities on Kamino for the creation of the clone army.
Jack Thompson, Joel Edgerton and Bonnie Piesse appear as members of the Lars family and homestead; respectively as Cliegg Lars, Shmi's husband, Owen's father and Anakin's stepfather; Owen Lars, Cliegg's son, Shmi's stepson, and Anakin's stepbrother; and Beru Whitesun, Owen's girlfriend. Leeanna Walsman appears as Zam Wesell, a shapeshifting Clawdite bounty hunter and partner of Jango Fett, who was given the task of assassinating Padmé. Jay Laga'aia appears as Gregar Typho, Padmé's newly appointed captain of security. Rose Byrne and Alethea McGrath briefly appear as Dormé, Padmé's handmaiden and as Jocasta Nu, the librarian at the Jedi Temple, respectively. Ronald Falk provides the voice of Dexter Jettster, Obi-Wan's Besalisk friend who runs a diner on Coruscant and informs him about Kamino.
Daniels and Best also make cameo appearances as Dannl Faytonni and Achk Med-Beq, respectively, attendees of the Coruscant Outlander Club who witness Anakin and Obi-Wan capturing Zam Wesell. E! reported that Lucas had asked NSYNC to film a small background cameo appearance, in order to satisfy his daughters. They were subsequently cut out of the film in post-production, although briefly visible during a crowd shot from above. The end credits erroneously list Alan Ruscoe as playing Neimoidian senator Lott Dod. The character was actually another Neimoidian, played by an uncredited David Healy and voiced by Christopher Truswell. Archival recordings of Liam Neeson as Qui-Gon Jinn from The Phantom Menace, appear as a disembodied ghostly voice heard by Anakin through the Force as he was slaughtering the Tusken Raiders; Qui-Gon also appears earlier in the film in the form of a statue in his likeness during a background scene when Obi-Wan visits the Jedi Archives. Fiona Johnson reprised her The Matrix (1999) role as the Woman in the Red Dress in an Easter egg cameo appearance, with her character named "Hayde Gofai" in later Star Wars media, briefly offering a seductive look to Anakin Skywalker at the Outlander Club.
Writing
After the mixed critical response to The Phantom Menace, George Lucas was hesitant to return to the writing desk. In March 2000, just three months before the start of principal photography, Lucas finally completed his rough draft for Episode II. Lucas continued to iterate on his rough draft, producing a proper first and second draft. For help with the third draft, which would later become the shooting script, Lucas brought on Jonathan Hales, who had written several episodes of The Young Indiana Jones Chronicles for him, but had limited experience writing theatrical films. The final script was completed just three days before the start of principal photography.
As an in-joke, the film's working title was Jar Jar's Great Adventure, a sarcastic reference to the negative fan response to the Episode I character.
In writing The Empire Strikes Back, Lucas initially decided that Lando Calrissian was a clone and came from a planet of clones which caused the "Clone Wars" mentioned by Obi-Wan Kenobi in A New Hope; he later came up with an alternate concept of an army of clone shocktroopers from a remote planet which were used by the Republic as an army in the war that followed.
Filming
Principal photography occurred between June 26, 2000, and September 20, 2000, at Fox Studios Australia in Sydney. Location shooting took place in the Tunisian desert, at the Plaza de España in Seville, London, China, Vancouver, San Diego, and Italy (Villa del Balbianello on Lake Como, and in the former royal Palace of Caserta). Reshoots were performed in March 2001. During this time, a new action sequence was developed featuring the droid factory after Lucas had decided that the film lacked a quick enough pace in the corresponding time-frame. The sequence's previsualization was rushed, and the live-action footage was shot within four and a half hours.
Because of Lucas' method of creating shots through various departments and sources that are sometimes miles and years apart from each other, Attack of the Clones became the first film ever to be produced through what Rick McCallum called "virtual filmmaking". Back at Fox Studios, the stages from McGregor's other film Moulin Rouge! were reused during filming. While filming his scenes, Christensen would sometimes make lightsaber noises from his mouth, which caused Lucas to stop filming and tell Christensen "Hayden, that looks really great, but I can see your mouth moving. You don't have to do that, we add the sound effects in afterward." At his own personal request, Samuel L. Jackson's character Mace Windu received a lightsaber that emits a purple glow, as opposed to traditional blue or green for "good guys" and red for "bad guys".
Like The Phantom Menace, Attack of the Clones furthered technological development, effectively moving Hollywood into the "digital age" with the use of the HDW-F900, developed by Sony and Panavision, a digital camera using an HD digital 24-frame system. This spawned controversy over the benefits and disadvantages of digital cinematography that continues as more filmmakers "convert" to digital filmmaking while many filmmakers oppose it. In contrast to previous installments, for which scenes were shot in the Tunisian desert in temperatures up to 125 °F (51 °C), the camera would still run without complications. Lucas had stated that he wished to film The Phantom Menace on this format but Sony was unable to build the cameras quickly enough. Sony's cameras arrived one week before principal photography on Attack of the Clones was about to start. In 2002, Attack of the Clones became the third film to be released that was shot entirely on a 24p digital camera (preceded by 2001's Jackpot and Vidocq). The cameras record in the 16:9 HDCAM format (1080p), although the image was cropped to a 2.40:1 widescreen ratio. The area above and below the 2.40 extraction area was available for Lucas to reframe the picture as necessary in post-production. Despite Lucas' efforts to persuade movie theaters to switch to digital projectors for viewing of Episode II, few theaters did.
Visual effects
There were over 2,000 visual effects shots in the film. The film relied almost solely on digital animatics as opposed to storyboards in order to previsualize sequences for editing early on in the film's production. While Lucas had used other ways of producing motion-based storyboards in the past, after The Phantom Menace the decision was made to take advantage of the growing digital technology. The process began with Ben Burtt's creation of what the department dubbed as "videomatics", so called because they were shot on a household videocamera. In these videomatics, production assistants and relatives of the department workers acted out scenes in front of greenscreen. Using computer-generated imagery (CGI), the previsualization department later filled in the green screen with rough background footage. Burtt then cut together this footage and sent it off to Lucas for changes and approval. The result was a rough example of what the final product was intended to be. The previsualization department then created a finer version of the videomatic by creating an animatic, in which the videomatic actors, props, and sets were replaced by digital counterparts to give a more precise, but still rough, look at what would eventually be seen. The animatic was later brought on set and shown to the actors so that they could understand the concept of the scene they were filming in the midst of the large amount of bluescreen used. Unlike most of the action sequences, the Battle of Geonosis was not story-boarded or created through videomatics but was sent straight to animatics after the department received a small vague page on the sequence. The intent was to create a number of small events that would be edited together for pacing inside the finished film. The animatics department was given a free hand regarding events to be created within the animatic; Lucas only asked for good action shots that he could choose from and approve later. Jackson would fight invisible creatures while filming his scenes.
In addition to introducing the digital camera, Attack of the Clones emphasized "digital doubles" as computer-generated models that doubled for actors, in the same way that traditional stunt doubles did. It also furthered the authenticity of computer-generated characters by introducing a new, completely CGI-created version of the character Yoda. Rob Coleman and John Knoll prepared two tests featuring a CGI-animated Yoda using audio from The Empire Strikes Back. Yoda's appearance in Episode V also served as the reference point for the creation of the CGI Yoda; Lucas repeatedly stated to the animation department that "the trick" to the animation of the CGI Yoda was to make him like the puppet from which he was based, in order to maintain a flow of continuity. Frank Oz (voice and puppeteer for Yoda in the original trilogy and The Phantom Menace) was consulted; his main piece of advice was that Yoda should look extremely old, sore, and frigid. Although, Lucas admitted that he was "scared to death" about how they would pull off the scene. Coleman later explained the process of making the digital Yoda like the puppet version, by saying "When Frank [Oz] would move the head, the ears would jiggle. If we hadn't put that in, it wouldn't look like Yoda." Because of the acrobatics of the lightsaber fight between Count Dooku and Yoda, the then 78-year-old Christopher Lee relied on a stunt double to perform the most demanding scenes instead. Lee's face was superimposed onto the double's body in all shots other than close-ups, which he performed himself. Lucas often called the duel crucial to the animation department, as it had the potential to be humorous rather than dramatic.
Lucas did not use VistaVision for the miniature effects as he wanted the film to be "consistently digital". Carl Miller shot test footage of models using digital cameras, but the models did not look realistic enough. More detailed models had to be made as the digital cameras lacked the film grain that would have added detail and realism. The amphitheater on Geonosis was initially a miniature made out of foam blocks, but the cameras were able to show flaws in it.
Music
The soundtrack to the film was released on April 23, 2002, by Sony Classical Records. The music was composed and conducted by John Williams, and performed by the London Voices and London Symphony Orchestra. The soundtrack recreates "The Imperial March" from the film The Empire Strikes Back for its first chronological appearance in Attack of the Clones, even though a hint of it appeared in the previous movie in one of the final scenes. A music video for the main theme "Across the Stars" was produced specifically for the DVD.
On March 15, 2016, a limited edition vinyl version of the soundtrack was released. Only 1,000 copies were pressed initially.
Themes
Lucas has noted that Palpatine's rise to power is very similar to that of Adolf Hitler in Nazi Germany; as Chancellor of Germany, the latter was granted emergency powers, as is Palpatine. Comparisons have been made to Octavian—who became Augustus, the first emperor of Rome—and to Napoleon Bonaparte, who rose to power in France from 1796 to 1799. Octavian was responsible for the deaths of hundreds of political opponents well before he was granted tribunician powers; Bonaparte was appointed First Consul for life (and later Emperor) by the French Consulate after a failed attempt on his life and the subsequent coup of 18 Brumaire in 1799. References to the American Civil War can also be discerned. War journalism, combat films, and footage of World War II combat influenced the documentary-style camera work of the Battle of Geonosis, even to the point that hand-held shakes were digitally added to computer-generated sequences.
English scholar Anne Lancashire describes Attack of the Clones as "thoroughly political in its narrative", to the point that interpersonal relations are made subordinate to the political drama that unfolds, and "a critique of the increasing role played by economic and political appetite in contemporary First World international politics in general". In this political drama, the Trade Federation, the former idealist Dooku, and Palpatine "[represent] the economic and political greed and ambition ... of the political and business classes", while the intuition of the Jedi has been clouded by the dark side of the Force. The cityscape of Coruscant, the location of the Jedi Temple, is a dystopian environment that refers to 1982's Blade Runner. Nevertheless, the Jedi endure as the heroes; Obi-Wan's role has been noted as similar to that of James Bond, and Zam Wesell's attempt on Padmé's life is similar to a scene in the first 007 film, Dr. No. Furthermore, the Geonosis arena fight scene is a reference to the 2000 Ridley Scott film, Gladiator.
The prequel trilogy films often refer to the original trilogy in order to help connect the films together. Lucas has often referred to the films as a long poem that rhymes. Such examples include the line "I have a bad feeling about this", a phrase used in each film, and lightsaber duels which almost always occur over a pit. As with Attack of the Clones, The Empire Strikes Back was the middle film in a trilogy, and of the original trilogy films, The Empire Strikes Back is the object of the most references in Attack of the Clones. In both films, an asteroid field is the backdrop of a major star battle in the middle of the film. Obi-Wan escapes Jango Fett by attaching his spacecraft to an asteroid in order to disappear from the enemy sensors; Han Solo uses a similar tactic by attaching the Millennium Falcon to a Star Destroyer in The Empire Strikes Back. As a retcon, John Knoll confirms on the film's DVD commentary that Boba Fett, who would later catch Solo in the act in The Empire Strikes Back, "learned his lesson" from the events of Attack of the Clones. The Galactic Republic's clone troopers also establish the origin of the stormtroopers that play an important role in the original trilogy. The titles of both films refer to the response of the primary galactic government to a threat of rebellion.
Marketing
In November 2001, three teaser trailers for Attack of the Clones were released, which were shown on the Internet, as well as the DVD-ROM selection of The Phantom Menace DVD release. The first one was released on November 2 with the Disney Pixar film Monsters, Inc. in theaters. A second teaser debuted online three days later on November 5. This was followed by a third teaser trailer, which was released on November 16 with the global release of Harry Potter and the Sorcerer's Stone in the United States. Just like its predecessor, fans paid full admission at theaters to see the trailers. The next trailer premiered on Fox Network on March 10, 2002, between Malcolm in the Middle and The X-Files, followed by a theatrical debut five days later on March 15 with the opening of Ice Age. It was made available on the official Star Wars website the same day. The outplacement firm Challenger, Gray & Christmas from Chicago predicted before the film's release that U.S. companies could lose more than $319 million in productivity due to employees calling in sick and then heading to theaters to see the film.
Theatrical
The film premiered as part of the inaugural Tribeca Film Festival at the BMCC Performing Arts Center, 199 Chambers St. in New York City at a Sunday, May 12 set of screenings benefitting the Children's Aid Society, a charity supported by George Lucas. Attack of the Clones was then screened out of competition at the 2002 Cannes Film Festival, before getting a worldwide theatrical release on May 16, 2002. The film was also later released in IMAX theaters; the film had not been filmed for IMAX but was "up converted" with the digital remastering process. Because of the technical limitations of the IMAX projector at the time, an edited, 120-minute version of the film was presented.
Before the film's release, there was a string of controversies regarding copyright infringement. In 2000, an underground organization calling itself the Atlas Group, based in Perth, Western Australia offered a copy of the screenplay, with an asking price of US$100,000, to various fan sites and media organizations, including TheForce.Net. The scheme was subsequently reported to Lucasfilm Ltd. by the fan site.
An unauthorized copy was allegedly made at a private showing, using a digital recorder that was pointed at the screen. This copy spread over the internet, and analysts predicted up to a million fans would have seen the film before the day of its release. In addition, authorities seized thousands of bootlegs throughout Kuala Lumpur before the film opened.
Home media
Attack of the Clones was released on DVD and VHS on November 12, 2002 by 20th Century Fox Home Entertainment. On the first day of release, over 4 million DVD copies were sold, becoming the third-highest single-day DVD sales of any film, behind Monsters, Inc. and Spider-Man. This THX certified two-disc DVD release consists of widescreen and pan and scan fullscreen versions. The set contains one disc with the film and the other one with bonus features. The first disc features three randomized selected menus, which are Coruscant, Kamino and Geonosis. There is an Easter egg located in the options menu. When the THX Optimizer is highlighted, the viewer can press 1-1-3-8. By doing this, some bloopers and DVD credits will be shown. The DVD also features an audio commentary from director George Lucas, producer Rick McCallum, editor and sound designer Ben Burtt, ILM animation director Rob Coleman, and ILM visual effects supervisors Pablo Helman, John Knoll, and Ben Snow. Eight deleted scenes are included along with multiple documentaries, which include a full-length documentary about the creation of digital characters and two others that focus on sound design and the animatics team. Three featurettes examine the storyline, action scenes, and love story, and a set of 12 short web documentaries cover the overall production of the film.
The Attack of the Clones DVD also features a trailer for a mockumentary-style short film known as R2-D2: Beneath the Dome. Some stores offered the full mockumentary as an exclusive bonus disc for a small extra charge. The film gives an alternate look at the "life" of the droid R2-D2. The story, which Lucas approved, was meant to be humorous.
The film was re-released in a prequel trilogy DVD box set on November 4, 2008.
The six-film Star Wars saga was released on Blu-ray Disc on September 16, 2011, in three different editions.
On April 7, 2015, Walt Disney Studios, 20th Century Fox, and Lucasfilm jointly announced the digital releases of the six released Star Wars films. Attack of the Clones was released through the iTunes Store, Amazon Video, Vudu, Google Play, and Disney Movies Anywhere on April 10, 2015.
Walt Disney Studios Home Entertainment reissued Attack of the Clones on Blu-ray, DVD, and digital download on September 22, 2019. Additionally, all six films were available for 4K HDR and Dolby Atmos streaming on Disney+ upon the service's launch on November 12, 2019. This version of the film was released by Disney on 4K Ultra HD Blu-ray on March 31, 2020, whilst being re-released on Blu-ray and DVD.
3D re-release
On September 28, 2010, it was announced that all six films in the series were to be stereo-converted to 3D, and re-released in chronological order beginning at The Phantom Menace which was released on February 10, 2012. Attack of the Clones was originally scheduled to be re-released in 3D on September 20, 2013, but was postponed due to Lucasfilm's desire to focus on Star Wars: The Force Awakens. However, the 3D presentation of the film was first shown at Celebration Europe II from July 26 to 28, 2013.
Critical response
On review aggregator Rotten Tomatoes, the film holds an approval rating of based on reviews, with an average rating of. The site's critical consensus reads, "Star Wars Episode II: Attack of the Clones benefits from an increased emphasis on thrilling action, although they're once again undercut by ponderous plot points and underdeveloped characters." On Metacritic, the film has a weighted average score of 54 out of 100, based on 39 critics, which indicates "mixed or average reviews". Audiences polled by CinemaScore gave the film an average grade of "A−" on an A+ to F scale, the same score as the previous film.
Numerous critics characterized the dialogue as "stiff" and "flat". The acting was also disparaged by some critics. Conversely, other critics felt fans would be pleased to see that Jar Jar Binks has only a minor role. Additionally, Jar Jar's attempts at comic relief seen in The Phantom Menace were toned down; instead, C-3PO reprised some of his bumbling traditions in that role. McGregor referred to the swordplay in the film as "unsatisfactory" when comparing it to the climactic duel in Revenge of the Sith as it neared release. ReelViews.net's James Berardinelli gave a positive review, saying "in a time when, more often than not, sequels disappoint, it's refreshing to uncover something this high-profile that fulfills the promise of its name and adds another title to a storied legacy."
Roger Ebert, who had praised the previous Star Wars films, gave Episode II only two out of four stars, noting "[As] someone who admired the freshness and energy of the earlier films, I was amazed, at the end of Episode II, to realize that I had not heard one line of quotable, memorable dialogue." About Anakin and Padmé's relationship, Ebert stated, "There is not a romantic word they exchange that has not long since been reduced to cliché." Leonard Maltin, who also liked all of the previous installments, awarded two stars out of four to this endeavor as well, as seen in his Movie and Video Guide from the 2002 edition onward. Maltin cited an "overlong story" as reason for his dissatisfaction and added "Wooden characterizations and dialogue don't help."
Box office
During its opening day, Attack of the Clones made $30.1 million, combined with $6 million from midnight screenings. At that point, it had the highest Thursday gross of any film, taking the former record held by Independence Day. It would go on to make $116.3 million within its first four days, making it the second-fastest film to approach the $100 million mark, behind Spider-Man. Plus, it had grossed over $80 million over the weekend, becoming the third-highest three-day opening weekend of all time, after Harry Potter and the Sorcerer's Stone and Spider-Man. Attack of the Clones had the highest opening weekend for a 20th Century Fox film until 2003 when it was taken by X2. That year, The Matrix Reloaded beat Attack of the Clones for having the biggest Thursday opening of any film. The film would stay at the top of the box office for two weeks until it was dethroned by The Sum of All Fears.
Attack of the Clones grossed $310,676,740 in North America and $338,721,588 overseas for a worldwide total of $649,398,328. Though a box office success, it was nevertheless overshadowed by the even greater box office success of The Phantom Menace three years earlier. It was not the top-grossing film of the year, either in North America (where it finished in third place) or worldwide (where it was fourth), the first time that a Star Wars film did not have this distinction. In North America, it was outgrossed by Spider-Man and The Lord of the Rings: The Two Towers, both of which were more favorably received by critics. Worldwide, it was also outgrossed by Harry Potter and the Chamber of Secrets. Adjusted for inflation, Attack of the Clones is the lowest-performing live-action Star Wars film at the North American box office, though is still among the 100 highest-grossing films of all time when adjusted for inflation. The film sold an estimated 52,012,300 tickets in the US in its initial theatrical run.
Internationally, Attack of the Clones made $69.1 million during its opening weekend from 71 countries, breaking Harry Potter and the Sorcerer's Stone's record for having the largest international opening weekend. The combined total gross increased to $173.9 million, making it the highest worldwide opening weekend at that time. It made a total opening weekend gross of $54 million in Europe, with $17 million from the UK, $11 million from Germany, $7.6 million from France and $4.5 million from Spain. The film also recorded the highest opening weekend in Hungary, surpassing The Lord of the Rings: The Fellowship of the Ring. With a total gross of $954,000, Attack of the Clones had the second-highest opening of any film in Singapore, behind The Lost World: Jurassic Park. Meanwhile, in Japan, it earned a total of $13.8 million in its first two days of release, joining The Phantom Menace, Mission: Impossible 2 and A.I. Artificial Intelligence to rank themselves in the list of the country's top five highest opening weekends of all time. Outside the United States and Canada, the film grossed over $10 million in Australia ($18.9 million), France and Algeria ($30.6 million), Germany ($35 million), Italy ($12.9 million), Japan ($78.1 million), Spain ($16.1 million), and the United Kingdom and Ireland ($58.7 million).
Accolades
Following suit with the series' previous installments, the Academy Awards nominated Attack of the Clones ' Rob Coleman, Pablo Helman, John Knoll, and Ben Snow for Best Visual Effects at the 2003 Academy Awards. Natalie Portman was also honored at the Teen Choice Awards, and the film received an award for Best Fight at the MTV Movie Awards. In contrast, the film also received seven nominations from the Golden Raspberry Awards for Worst Picture, Worst Director (George Lucas), Worst Screenplay (George Lucas), Worst Supporting Actor (Hayden Christensen), Worst Supporting Actress (Natalie Portman), Worst Screen Couple (Hayden Christensen and Natalie Portman) and Worst Remake or Sequel. It took home two awards for Worst Screenplay (George Lucas) and Worst Supporting Actor (Hayden Christensen).
Legacy and influence
In a 2023 interview, cartoonist and animation producer ND Stevenson said that he was compelled by the shapeshifting character, Zam Wesell, causing him to think more about shapeshifting, and said the film was where his "love of shapeshifters specifically started. In other interviews, Stevenson expressed his affinity for Wesell, even stating that Double Trouble in She-Ra and the Princesses of Power is meant as an homage to Wesell. Stevenson also said that at an early age, Wesell created a huge impression on him, noting he latched onto Zam because she was a shapeshifter, causing him to come up with a version of the story when Zam lived, "became the main character" in a "whole parallel world" that Stevenson constructed.
In the archivist field, the film has been critically approached for its depiction of a librarian stereotype in the character Jocasta Nu, the Jedi archivist/librarian of the Jedi Temple library. Some have noted that the archives depicted in the film resembles a library, while Nu wears clothing which represents her "devotion to knowledge and learning" and provides reference assistance to Obi-Wan Kenobi. For instance, scholar Eric Ketelaar argued that Nu is an example of an archivist that "mediates, shares, or obstructs" power of the archives, as dictated by the film's plot. In contrast, former Society of American Archivists president Randall C. Jimerson stated that the film provides a "more confident view of archives" than other media, showing the powerful and confident role of an archivist despite "archival sabotage". Otherwise, Richard Pearce-Moses, stated the Nu's notion, that information not within the archives doesn't exist, is a "naïve" and is believed by some in regard to information not on the internet.
Other scholars have critically approached the film with different perspectives. Anna Lancashire stated that the film has the impact of turning the other films into an "epic commentary on American and international politics and economics", and on political empires based on aggressiveness, "human greed...hatred, and fear". Timothy P. Chartier argued how the film can be used in classrooms for topics such as linear algebra, calculus, and numerical analysis. Scholar Bradley Schauer said that the film is a unified, classical text, and argued that it has different meanings for "both general and specialized audiences".
Novelizations
Two novels based on the film were published, a tie-in junior novel by Scholastic, and a novelization written by R. A. Salvatore, which includes some unique scenes. A four-issue comic book adaptation was written by Henry Gilroy and published by Dark Horse Comics.
Sequel
A sequel titled Revenge of the Sith was released May 19, 2005 and was written and directed by George Lucas. It concludes the Prequel Trilogy with the story of Anakin's transformation into Darth Vader as well as the death of Padmé Amidala and the destruction of all of the Jedi except for Obi-Wan and Yoda.
|
import Vue from 'vue'
import Tabs from '../src/tabs'
import TabsHead from '../src/tabs-head'
import TabsBody from '../src/tabs-body'
import TabsPane from '../src/tabs-pane'
import TabsItem from '../src/tabs-item'
const expect = chai.expect
Vue.config.productionTip = false
Vue.config.devtools = false
describe('Tabs', () => {
it('Tabs存在', () => {
expect(Tabs).to.exist
})
it('接受selected prop', (done) => {
Vue.component('w-tabs', Tabs)
Vue.component('w-tabs-head', TabsHead)
Vue.component('w-tabs-body', TabsBody)
Vue.component('w-tabs-pane', TabsPane)
Vue.component('w-tabs-item', TabsItem)
const div = document.createElement('div')
document.body.appendChild(div)
div.innerHTML = `
<w-tabs :selected="'tech'">
<w-tabs-head>
<w-tabs-item name="tech">技术</w-tabs-item>
<w-tabs-item name="city">城市</w-tabs-item>
<w-tabs-item name="job">工作</w-tabs-item>
</w-tabs-head>
<w-tabs-body>
<w-tabs-pane name="tech">技术相关资讯</w-tabs-pane>
<w-tabs-pane name="city">城市相关资讯</w-tabs-pane>
<w-tabs-pane name="job">工作相关资讯</w-tabs-pane>
</w-tabs-body>
</w-tabs>
`
let vm = new Vue({el: div})
vm.$nextTick(() => {
let selectedItem = vm.$el.querySelector('.w-tabs-item[data-name="tech"]')
expect(selectedItem.classList.contains('active')).to.be.true
done()
})
})
})
|
Vahid Ghiasi
Seyyed Vahid Ghiasi (born 23 August 1975) is an Iranian professional futsal coach and former player, currently the head coach of Ana Sanat youth team. He is the younger brother of Mahdi Ghiasi.
Player
* Iranian Futsal Super League
* Runners-up (1): 2004–05 (Eram Kish)
Manager
* Iran Futsal's 1st Division
* Runners-up (1): 2016–17 (Ana Sanat)
|
Healing
Other meanings
See also: Buff, DD, DoT, Debuff, Area of Effect, Utility
* To repair health damage.
* Reduced healing debuffs decrease the effectiveness of healing.
* A magic domain and magic subschool, see magic schools
* A trade skill profession, see Crafts and professions.
Soins
|
Talk:Magical Mystery Cure/@comment-<IP_ADDRESS>-20130308233754/@comment-2170890-20130310023526
I know, you're talking about the spell she cast to help her friends, right?
|
<?php
namespace Thiagorb\ServiceGeneratorRuntime\Transformers;
class PrimitiveTransformer implements TransformerInterface
{
public function encode($value)
{
return $value;
}
public function decode($value)
{
return $value;
}
}
|
Should I add helper/utility methods to my library API in Java?
I am developing a small library in Java that can read an image from a compressed image data source (e.g. a PNG file) and decode it, returning an Image object. The Image class has various functions named Image.createImage(...) that can create an image from the specified argument.
I have already added several public Image.createImage(...) methods to the library API, one for each data source type: Image.createImage(Path), Image.createImage(InputStream), Image.createImage(String), Image.createImage(byte[]), ..., to let the user easily get an Image from various data sources without having to type a lot of code.
However this means the Javadoc is duplicated for each method and the API gets larger, so a bit harder to learn, even though the helper methods themselves are quite trivial (e.g. Image.createImage(byte[]) is simply return Image.createImage(new ByteArrayInputStream(array));), so I've decided to redesign my library API design.
I have thought of three different ways to redesign my Image API:
Only provide a single image decoding method that takes an input stream, e.g. Image.createImage(InputStream), and let the user create an input stream from his data source himself (and perhaps including some example code in the Javadoc, e.g. "to decode an image stored in a file, you may use Files.newInputStream(Paths.get(...)) ...")
Provide a (helper) method for each data source type, e.g. Image.createImage(ByteBuffer), Image.createImage(Path), ... with the Javadoc essentialy duplicated for each method (this is actually the current situation)
Design a DataSource class that can be constructed from one of the data source types (e.g. new DataSource(Path), ...), and have a single image decoding method that takes a DataSource object, e.g. Image.createImage(DataSource)
I was wondering which design is the best one.
I think that the first one is quite good because it makes the library quite small/lightweight, but the drawback is that the user has to write the "glue code" himself (or copy it from the Javadoc examples), and thus has to know how to get an InputStream from a Path or a resource String. I'm tempted to choose this design.
I think the second one isn't so good because the Javadoc becomes very "verbose"/large and it may not be worth adding one-line methods to the API.
I think the third one might well be the worst one, because it becomes too complicated for the user to get an Image if he has to read the Javadoc for both Image and DataSource, then find how to create a DataSource, and I also personally find it very "heavyweight"-ish (reminds me of very large frameworks with a huge number of classes and packages, whereas I like to keep my projects small and concise).
If you were to use this library, which design would you prefer? Is the first design the best?
According to Joshua Bloch,
API Should Be As Small As Possible But No Smaller
• When in doubt leave it out ─ Functionality, classes, methods,
parameters, etc. ─ You can always add, but you can never remove
Take a look at page 14 from this link
http://www.cs.bc.edu/~muller/teaching/cs102/s06/lib/pdf/api-design
You actual design seems really fine.
Provide a (helper) method for each data source type, e.g.
Image.createImage(ByteBuffer), Image.createImage(Path), ... with the
Javadoc essentialy duplicated for each method (this is actually the
current situation)
More an API is simple to use, better it is.
Providing method overloading is often an advantage as the client doesn't need to remember many things to apply a processing/create an object with a different flavor.
He/she has to remember only of the method.
Look at the JDK classes in the java.io packages : FileInputStream, FileOutputStream.
These are designed in this way :
public FileInputStream(String name) throws FileNotFoundException {
public FileInputStream(File file) throws FileNotFoundException {
public FileInputStream(FileDescriptor fdObj) {
Of course, if you define many overloaded methods, for example 8 or more, things are different.
Your API may become harder to read, use and maybe error prone.
it doesn't seem the case for you.
Having javadoc to document for each method should not be a problem.
The client has not to learn them by heart.
Besides, javadoc of them should be very similar :
Image.createImage(Path)
Image.createImage(InputStream),
Image.createImage(String), -
Image.createImage(byte[])
And the javadoc of these methods may always refer to a common method with the @see or {@link} javadoc annotation.
Finally, as each method uses a distinct type as parameter, we can easily guess the variance between.
You already got good answers, but regarding javadoc: simply make use of linking to other methods, using:
{@link package.class#member label}
Meaning: if you really have a set of related methods that do "the same" require different parameters - then it is good practice to not only avoid code duplication, but to also avoid documentation duplication. So:
/**
* This is the extensively documented "anchor" method ...
* @param String path to image as String ...
*/
public void createImage(String path) { ...
/**
* See {@link ...
* and some additional information ...
From a design point of view, it really depends on what is your aim with the library and how far you want to expand it.
First option creates a really lightweight library easy to use in multiple occasion, but leaves to the user a lot of the work you know it is needed to be done, plus some you don't really know. It is easy to write and doesn't limit the way you can use it but it is not so easy to use and it might really not be worth it if you just want to factor code you use a lot
If you keep it as it is, you will keep a huge (from the outside) library extremely easy to use. But, as other mentioned, might be difficult to mantain.
Third case is the more object-oriented in my opinion. You abstract the idea of a DataSource and you can basically create a hierarchy of classes, one for each type of source you need. Easy to extend, easy to use (with proper factory methods). To create a mantainable library I would use this approach.
On the other side, if your only concern is the repetition of the JavaDoc description, you can always use a {@link} tag to write it once and refer it everywhere else
Is this the question or its answer? I can't really tell.
Regarding bullet point 2, you say the benefit is an API that is extremely easy to use. In bullet point 3 you prefer a more complex approach with another data type the user has to wrap the actual data type into.
@Matt the fact that it is easy to use doesn't necessary mean I prefer it, there are negative aspects too that must be taken into account.
Right, but how do the benefits of a class hierarchy with a DataSource superclass suit his question, as he wants to create an Image from parameters whose data types are completely heterogeneous (String, Path, Stream, byte array).
@Matt as he suggests, the underlying implementation actually use only one form of input (InputStream I guess) and the other methods just include the necessary conversion code. The DataSource class could expose the necessary method to retrieve the InputStream and each subclass could perform the necessary conversions.
@bracco23 But you'd just shift the problem. Instead of having n Image constructors you end up with a new data type DataSource containing the same amount of constructors that you previously had in Image.
@Matt not really one DataSource, more like one subclass of DataSource for each factory method of Image as it is right now.
Let us continue this discussion in chat.
The problem appears to be related to creation. Consider an ImageFactory which supports the multiple data sources. The glue code is in the factory so there's only a single Image constructor.
Perhaps make the constructor of Image private so users will be required to use the factory.
|
import { View } from '@sheeted/core'
import { AccountEntity } from './account.entity'
export const AccountView: View<AccountEntity> = {
title: 'Accounts',
icon: 'account_box',
display: (entity) => entity.name,
columns: [
{
field: 'name',
title: 'User name',
},
{
field: 'email',
title: 'Email',
},
{
field: 'currentPlan',
title: 'Current plan',
},
],
}
|
package org.apache.http.client;
import org.apache.http.HttpResponse;
public abstract interface ConnectionBackoffStrategy
{
public abstract boolean shouldBackoff(Throwable paramThrowable);
public abstract boolean shouldBackoff(HttpResponse paramHttpResponse);
}
|
Personal tools
next
previous
items
Skip to content. | Skip to navigation
Sound and independent information
on the environment
You are here: Home / Data and maps / Maps and graphs / Developments in uptake of biofuels and low sulphur fuels for transport
Developments in uptake of biofuels and low sulphur fuels for transport
Time series of biofuels share in transport energy consumption and the average ppm of sulphur in fuels in the EU27 countries
European data
Metadata
Filed under:
European Environment Agency (EEA)
Kongens Nytorv 6
1050 Copenhagen K
Denmark
Phone: +45 3336 7100
|
Suany Fajardo
Suany Abigail Fajardo Bustamante (born 24 February 1994) is an Ecuadorian footballer who plays as a defender for CD El Nacional and the Ecuador women's national team.
International career
Fajardo capped for Ecuador at senior level during the 2018 Copa América Femenina.
International goals
Scores and results list Ecuador's goal tally first
|
User:Tony Tony ChoppeReindeer
This is your user page. Please edit this page to tell the community about yourself!
My favorite pages
* Add links to your favorite pages on the wiki here!
* Favorite page #2
* Favorite page #3
|
Page:Southern Historical Society Papers volume 12.djvu/357
well managed, could not perform the duty required of a cavalryman. It took many horses for each man during the four years of the war. When the war commenced it was an easy matter to secure a horse, but the demand increased so rapidly and the number decreased at a so much greater ratio that at last it would cost five years' pay in Confederate money to purchase a good cavalry horse. The Government only agreed to pay for horses killed in battle, and it would take weeks and sometimes months to get the money after all the papers had gone through the "tape of office in Richmond." Many a cavalryman mortgaged his property to supply himself with horses, and had to pay in greenbacks after the war what was expected of our Government. The Government was very short of transportation; it could not send the men and horses back to their homes when necessary to exchange their jaded ones for fresh horses; neither would it pay the extra expense he incurred to accomplish this object. Take this illustration: A member of a company, whose home was in Washington county, Southwestern Virginia, has his horse wounded near Martinsburg, or Shepherdstown, in Jefferson county. How long a time will it take that man to carry his jade back home and hunt up a fresh horse? To keep that animal in camp to consume the scanty rations doled out to the active horses reported for duty was poor management; but we had no men detailed at camp for that purpose, and yet a cavalryman without a horse during an active campaign was a mere "camp dog," and the good soldiers would not stay there. The only thing to be done was to start him as soon after the horse was unfit as the papers could be gotten ready, and if the horse was kept too long in camp it was just that much added to his difficulties in getting home, and when we were actively engaged in the field the difficulties of getting the papers promptly was a severe tax upon the Adjutants of regiments and the Assistant-Adjutants of brigades, &c., &c.
It kept on an average at least one-third of a regiment on the road to and from home to remount. One-third of a regiment would generally be sick and wounded. In a fight (dismounted) it took one-fourth of the men to hold the horses of the dismounted men, and when we were far from our camps or wagons, about one-eighth of the men would be detailed to secure food for the horses and rations for the men. You will thus perceive what duty those present had to perform, and what was expected of a cavalry regiment. In General Early's narrative he gives Wickham's brigade an honorable record and credits them for the work done.
|
Tempest/Gameplay
Controls
* 1 or 2 Players: Push these buttons to begin a one or two player game.
Blaster
Flippers
Tanker
Spikers
Fuseballs
Pulsars
Scoring
* Flipper: 150
* Tanker: 100
* Spikers: 50
* Pulsar: 200
* Fuseball: 250, 500, or 750
|
Dough cutting and stamping apparatus and method
ABSTRACT
An apparatus is provided for forming, cutting and stamping a dough sheet into a plurality of uniformly stamped, imprinted dough pieces. The apparatus engages a leading portion of a dough sheet as it travels along a conveyor. The apparatus includes a drum rotatably disposed relative to the conveyor, a plurality of cutter molds disposed on the rotatable drum and a plurality of pattern imprinters formed within internal cavities defined by the plurality of cutter molds. Each of the cutter molds simultaneously cuts a dough piece received in the internal cavity and imprints on the dough piece to form a rounded edge roll. The pattern imprinter preferably has a star configuration for stamping the dough to form Kaiser-type rolls.
CROSS-REFERENCE TO RELATED APPLICATIONS
The present application represents a divisional application of U.S. patent application Ser. No. 12/644,157 entitled “Dough Cutting and Stamping Apparatus and Method” filed Dec. 22, 2009, now U.S. Pat. No. 8,622,729, which claims the benefit of U.S. Provisional Patent Application Ser. No. 61/140,473 entitled “Dough Cutting and Stamping Apparatus and Method” filed Dec. 23, 2008.
FIELD OF THE INVENTION
The invention pertains to the art of food production and, more particularly, to an apparatus and method for shaping, cutting and stamping dough to form uniformly stamped dough pieces.
BACKGROUND
A number of methods have been employed in order to make various types of bread products, such as loaves, buns, rolls, biscuits and breadsticks, from a sheet of dough. In such systems, a sheet of bread dough may typically be extruded, reduced and conveyed along a dough travel path to one or more cutting apparatus, such as slitter wheels, guillotine-type cutter molds, reciprocating head cutter molds, or rotatable drum-type cutter molds. In general, such cutting techniques render a baked product having sharp edges, rather than round edges resembling a hand made product. In the past, a rounded edge product has been obtained by placing small balls of dough in rollers which roll the balls of dough into a substantially spherical shape. The dough spheres (or dough balls) are then placed in individual baking pans so that they can be baked, much as a conventional dinner roll is baked by a consumer. However, such techniques are very low throughput techniques. They are, thus, less than desirable for commercial applications in which it is imperative to process many pounds of dough per minute.
Further, it is often desirable to imprint the top of the dough pieces with a pattern such as a Kaiser pattern, a cross, a cloverleaf, etc. In the prior art, dough pieces are imprinted by stamping in a further processing step that takes place after the dough pieces are cut. For example, U.S. Pat. No. 7,421,947 discloses a roll forming apparatus wherein dough rolls are formed and subsequently moved to an imprinter by a conveyor. The system includes a stop gate positioned in the path of the rolls to stop the rolls in a desirable position for imprinting. Sensors are then used to detect the position of the rolls to ensure that the imprinter is aligned with the rolls. Once the rolls are imprinted, the conveyor is re-activated to index the next group of rolls for imprinting. Therefore, in accordance with this arrangement, the cutting and imprinting are separately performed, while the imprinting is performed in batches. However, such a multi-step process can render aesthetically unpleasing stamped dough pieces. For example, the imprint may be stamped inconsistently on each dough piece, resulting in a non-uniform batch of stamped dough products. The depth of the imprint may also vary undesirably with such a two step process.
In addition, the use of a two step process where the dough product is subsequently stamped results in a slowing of the overall processing of such dough products. Thus, such a process provides a disadvantage in that it cannot be efficiently used in a high speed production line.
SUMMARY OF THE INVENTION
The invention is directed to an apparatus and method for forming, cutting and stamping a dough sheet into a plurality of uniformly stamped dough pieces. The apparatus engages the dough sheet, which includes a first surface with a first skin and a second surface with a second skin, as it travels along a conveyor. The apparatus includes a drum, rotatably disposed relative to the conveyor, and a plurality of cutter molds disposed on the rotatable drum for engaging the dough sheet as the dough sheet moves along a dough travel path. A plurality of pattern imprinters are formed within each of the plurality of cutter molds such that the dough is simultaneously shaped, cut and imprinted. Each of the cutter molds includes a periphery having a dough engaging portion for forming rounded edges and a dough cutting edge for severing the dough sheet into a plurality of dough pieces.
In one embodiment, the pattern imprinter has a star configuration for stamping the dough to form dough pieces suitable for making a Kaiser-type roll. The star configuration includes a center portion that penetrates fully through the dough sheet and a plurality of fins extending radially from the center portion. Each of the fins includes an inner end, an outer end and a sloped middle section, wherein each of the outer ends only partially penetrates through the dough sheet. Thus, the dough sheet can be continuously advanced, while being cut and formed into a roll shape, and simultaneously stamped with a pattern imprinter to yield a plurality of uniformly stamped dough pieces.
Additional objects, features and advantages of the invention will become more readily apparent from the following detailed description of the embodiments when taken in conjunction with the drawings wherein like reference numerals refer to corresponding parts in several views.
BRIEF DESCRIPTION OF THE DRAWINGS
FIG. 1 illustrates a dough shaping, cutting and stamping apparatus in accordance with the present invention;
FIG. 2 is a side view of the rotary drum cutter of the dough shaping, cutting and stamping apparatus of FIG. 1;
FIG. 3 is a cross-sectional view of the rotary drum cutter of FIG. 2;
FIG. 4 is a perspective view of a cutter mold provided as part of the rotary drum cutter of FIG. 2;
FIG. 5 is a bottom view of the cutter mold of FIG. 4;
FIG. 6 is a cross-sectional side view of the cutter mold of FIG. 4; and
FIG. 7 is a front elevational view of the cutter mold of FIG. 4.
DETAILED DESCRIPTION
With initial reference to FIG. 1 a food product assembly line 2 incorporating the dough shaping, cutting and stamping apparatus 4 in accordance with the present invention is depicted. As shown, food product assembly line 2 has a sheet of dough 6 traveling from right to left upon a conveyor 9. Although not shown, it should be understood that the dough is formed in a batch maker or the like and transferred to food product assembly line 2 where it is processed into sheet 6 which has first surface 15 with a first skin and a second surface 18 with a second skin. As shown in this portion of food product assembly line 2, the sheet of dough 6 is delivered by conveyor 9 to dough shaping, cutting and stamping apparatus 4. As dough sheet 6 moves in the direction indicated by arrow 25, dough shaping, cutting and stamping apparatus 4 rotates in the direction indicated by arrow 30.
As will be described more fully below, dough shaping, cutting and stamping apparatus 4 includes a plurality of cutter molds, one of which is indicated at 40, and a plurality of pattern imprinters, one of which is indicated at 45, disposed on an exterior surface 47 of a cylindrical, rotatably driven drum 50 for cutting and stamping dough sheet 6 into a desired number of uniformly patterned pieces. The plurality of cutter molds 40 including pattern imprinters 45 are mounted relative to the conveyor 9 such that, when dough sheet 6 is traveling in the direction indicated by arrow 25, cutter molds 40 engage the dough sheet, receive and shape the dough, and sever it to provide a plurality of cuts in dough sheet 6, resulting in the formation of individual dough products 52 and intermediate, recyclable dough pieces 53. Drum 50, can either be positively driven, or simply driven by the frictional engagement between the cutter molds 40 and dough sheet 6 or the conveyor 9. In operation, cutter molds 40 extend all the way through dough sheet 6 to lightly engage conveyor 9 and thereby completely sever dough sheet 6. After the cuts are made in dough sheet 6, dough sheet 6 continues traveling in the direction indicated by arrow 25 to a post processing station (not shown). The post processing station can include, for example, proofing, baking, freezing and/or packaging.
More specifically, with reference to FIG. 2, cylindrical drum 50 of dough shaping, cutting and stamping apparatus 4 is mounted on a drive shaft 55 and includes side plates 60 and 62 on either side of cylindrical drum 50. Side plates 60 and 62 include elongated side end portions 65 and 67 that extends in the direction of travel of the dough sheet 6. Each elongated side end portion 65 and 67 includes a notch 70 (see FIG. 1) formed therein for receiving a pivot shaft 75, which extends parallel to drive shaft 55. Pivot shaft 75 allows cylindrical drum 50 and drive shaft 55 to pivot and lift up off of the dough sheet 6 when desired, such as at the end of a production cycle. Freely rotatably mounted on pivot shaft 55 is a dough roller 77. An air supply hose 80 is also provided to supply air from an air source, such as an air compressor (not shown). Air that enters cylindrical drum 50 through hose 80 is used to force the dough to be discharged from cutter molds 40 after the dough is cut and stamped as will be discussed further below.
FIG. 3 illustrates a cross-sectional view of the cylindrical drum 50 of dough shaping, cutting and stamping apparatus 4 in accordance with the invention. As shown, drive shaft 55 extends through cylindrical drum 50, with a plurality of the cutter molds 40 and a plurality of pattern imprinters 45 are disposed on the exterior surface 47 of cylindrical drum 50. In one embodiment, the various cutter molds 40 are provided as part of a sleeve 82 that extends about exterior surface 47 and is secured for rotation with drum 50. However, it should be realized that cutter molds 40 could also be provided directly on exterior surface 47. Although various materials could be used to form cutter molds 40, stainless steel is a preferred material. As also shown, various elongated air passageways, one of which is shown at 85, extend through cylindrical drum 50. A plurality of air outlets, one of which is indicated at 90, stems from elongated air passageway 85 to provide air to a respective cutter mold 40. As illustrated in FIGS. 4 and 5, exterior surface 47 of cylindrical drum 50 and sleeve 58 have aligned apertures 92 formed therein. Each air outlet 90 is exposed to a set of apertures 92 for a respective cutter mold 40, with sets of three apertures 92 being illustrated. With this arrangement, air enters elongated air passageway 85 through hose 80, which is adapted to attach to inlet port 95 at one end and an air supply (not shown) at another end, with an air regulator 96 (see FIG. 1) interposed there between. As will be discussed further herein, air can be timely forced out apertures 92 from air outlets 90 to discharge the dough from a respective cutter mold 40. For use in connection with making Kaiser rolls, it has been found that providing 5-15 psi to three spaced apertures 92 per cutter mold 40 is effective, although the number and relative positioning of the apertures, as well as the pressure employed, could be readily varied.
FIGS. 4-7 represent perspective, bottom plan, sectional side and front elevational views, respectively, of cutter mold 40 and pattern imprinter 45 in accordance with the present invention. Cutter mold 40 has a peripheral side wall 97 defining an internal dough receiving cavity 98, with peripheral side wall having a dough engaging portion 102 which is relatively thick and blunt. In accordance with one aspect of the present invention, dough engaging portion 102 is slightly rounded or concave. In an alternate embodiment, dough engaging portion 102 may be slightly convex. Regardless of the configuration, dough engaging portion 102 results in the production of a rounded cut dough product. Thus, rather than having its edges straight and substantially squared off, the produced dough product 52 has substantially rounded edges formed by the upper surface 15 of dough sheet 6 being pulled toward the bottom surface 18 of dough sheet 6, and sealed thereto. In the embodiment shown, dough product 52 constitutes a roll. With these rounded edges, when the roll is baked, it has an aesthetically look that closely resembles a handmade roll.
In the embodiment shown, the periphery 97 of cutter mold 40 also has an additional cutting edge 104. Cutting edge 104 forms an annular ring generally disposed about the outer periphery of cutter mold 40, and is much narrower than the remainder of the annular ring which forms the depth of cutter mold 40. In one embodiment, cutting edge 104 is only approximately a fraction, e.g. 1/16 (1.6 mm) or less, of an inch in thickness. Cutting edge 104 can be a flat edge, or it can be sharpened or tapered. Therefore, cutting edge 104 actually severs dough sheet 15, while dough engaging portion 102 provides a blunt dough engaging surface which is sufficiently thick to friction ally engage and pull the top surface 15 of dough sheet 6 toward the bottom surface 18 thereof in order to shape and seal the dough, or to pinch them together with possibly only a small gap between the two surfaces, in order to provide the eventual rounded dough product. Since cutting edge 104 is provided, the cutting pressure required to cut through or sever dough sheet 6 has been observed to be less than that required for a cutter which has no such cutting edge. Certainly, it is desired to make a smooth dough cut during operation. To this end, the front and rear edge portions 104 a and 104 b of cutting edge 104 are specifically configured to be concave in shape, while the opposing side edge portions 104 c and 104 d are convex. Basically, the curvature of front and rear edge portions 104 a and 104 b are identical and clearly shown in FIG. 7, while the curvature of side edge portions 104 c and 104 d are identical to each other, different from the curvatures of front and rear edge portions 104 a and 104 b, and mimic the side curvature of sleeve 82, while sleeve 82 defines a convex bottom for the internal dough receiving cavity 98 of each of the cutter molds 40, as clearly shown in FIGS. 6 and 7. With this construction, there is a smooth, sloped transitional engagement with dough 6, with each cutter mold 40 smoothly transitioning from initial engagement with dough 6 by front edge portion 104 a, to the subsequent engagement of side portions 104 c and 104 d and then to the final engagement along rear edge portion 104 b. In addition, cutting edge 104 of each cutter mold 40 includes radial extensions 110 for connecting adjacent cutter molds 40 and establishing the intermediate dough pieces 53 (FIG. 1). That is, radial extensions 110 create additional cuts in dough sheet 6 to further facilitate removal of the individual dough products, e.g., rolls 52, after the forming, cutting and stamping operation.
It is often desirable to imprint the top of the dough pieces with a pattern, such as a Kaiser pattern, a cross, a cloverleaf or the like. In the prior art as discussed above, such an imprinting process would be performed separate and distinct from the cutting process. However, for this purpose, each cutter mold 40 includes a pattern imprinter 45 provided substantially centrally in internal cavity 98. In the embodiments shown in FIGS. 4-6, each pattern imprinter 45 has a star configuration with a center post portion 120 and a plurality of fins, one of which is indicated a 125, extending radially from center portion 120. Each of the fins 125 includes an inner end 127, an outer end 130 and a sloped middle section 132. In operation, simultaneously with the cutting operation, each of the center portions 120 is designed to substantially, fully penetrate the dough sheet 6, while inner end 127, center portion 120 and outer end 130 of each fin 125 penetrate the dough sheet 6 to a decreasing depth, respectively. As best shown in FIG. 6, center portion 120 of the star configuration extends from exterior surface 47 of drum 50 at a height equal to the height of cutting edge 104. Thus, center portion penetrates dough sheet 6 at the same distance as cutting edge 104. However, fins 125 are sloped such that outer ends 130 of fins 125 penetrate dough sheet 6 to a much lesser depth, e.g., ¼-⅜ inches (approximately 0.6-1.0 cm). Thus, the integrity of the dough piece is maintained.
Further embodiments of cutter mold 40 are also encompassed by the current invention. For example, dough engaging portion 102 may be composed of rounded corners with a generally flattened region therebetween. In this case, the corners should be rounded sufficiently to avoid breaking the skin on the upper surface of dough sheet 6 until the upper skin has been stretched and drawn toward the lower skin and pinched thereto. The faster dough sheet 6 moves, the more likely cutter mold 40 is to break the skin, so the more blunt or rounded the corners should be. Alternatively, the flattened portion may include a raised edge such that less cutting pressure required to sever dough sheet 6. Cutter mold 40 may also include a lower portion having corners, which can either be rounded or sharp, and which lead to portions that taper to a most extreme outer peripheral edge of cutter mold 40. The angle defined by tapering portions is a relatively large angle, and is sufficient such that the extreme outer periphery avoids breaking the skin of dough sheet 6, until that skin has been drawn toward the opposite skin, and pinched or sealed thereto. Similarly, the corners are preferably rounded, but are at least formed at angles which are sufficiently large to avoid breaking the dough skin which it engages, until it is pinched or sealed to the opposite dough skin. Further details regarding alternative embodiments for cutter mold 40 are disclosed in U.S. Pat. No. 6,902,754, which is herein incorporated by reference.
Based on the above, it should be readily apparent that the dough shaping, cutting and stamping apparatus of the present invention provides a number of significant advantages over prior art dough cutting and pattern imprinting arrangements. Initially, it is important to recognize that the inclusion of the pattern imprinter in the cutting mold avoids the need to successively perform these multiple operations at different production stages, such that the invention greatly enhances overall production capabilities. In addition, the inclusion of the cutting molds with imprinters on a rotatable roller provides for continuous product production versus the use of more conventional vertical stamping machines which require some pause in the conveyance of product. The particular configuration of the cutting molds enables the effective shaping, cutting and stamping operations to be performed, which again is significant as the cutting molds are rotated during operation. Furthermore, the inclusion of the timed air discharge into the cutting molds is important to the overall ability of the system to accept and shape a requisite amount of dough within the cutting mold, yet assure that the dough is timely removed from the mold. Therefore, the simultaneous cutting and stamping of dough using a rotary drum cutter with dough discharge assistance in accordance with the present invention synergistically combines to provide for a high throughput with enhanced product formation. Although the present invention has been described with reference to preferred embodiments, it should be readily understood that various changes and/or modifications, such as the use of other dough force discharge arrangements including mechanical devices, may be made without departing from the spirit and scope of the invention.
The invention claimed is:
1. A method of simultaneously shaping, cutting and stamping a dough sheet into a plurality of uniformly stamped dough pieces, said method comprising: conveying a dough sheet, having opposing first and second surfaces, along a dough travel path; rotating a drum provided in the dough travel path and concurrently rotating a sleeve, which is secured to the drum, supports a plurality of cutter molds and includes a convex bottom establishing an internal cavity of each of the plurality of cutter molds, wherein the plurality of cutter molds are provided with peripheral cutting edge portions with each respective cutting edge portion including front and rear portions having curvatures which are identical to each other and concave in shape, while opposing side portions of each respective cutting edge portion have curvatures which are identical to each other, different from the curvatures of the front and rear portions, and convex in shape and provided with pattern imprinters in the internal cavities thereof, receive dough in the internal cavities of the cutter molds while the cutting edge portions engage the dough, severing the dough sheet into a plurality of dough pieces with rounded edges by causing a concave-shaped front end portion of each cutter mold to initially engage the dough sheet, followed by convex-shaped opposing side wall portions of each cutter mold, and then a concave-shaped rear end portion of each cutter mold during rotation of the drum, with the pattern imprinters simultaneously penetrating at least partially through the dough to imprint a pattern on each of said dough pieces; and causing the dough pieces to be released from the internal cavities.
2. The method of claim 1, wherein the pattern imprinters include a center portion which substantially, fully penetrates through the dough sheet.
3. The method of claim 2, wherein the pattern imprinters imprint star configurations on said dough pieces.
4. The method of claim 2, wherein the pattern imprinters include a plurality of fins extending radially from said center portion, each of said plurality of fins only partially penetrating said dough sheet.
5. The method of claim 1, wherein causing the dough pieces to be released from the internal cavities includes forcibly ejecting the dough pieces from the internal cavities.
6. The method of claim 5, wherein causing the dough pieces to be released from the internal cavities includes injecting air into the internal cavities to forcibly eject the dough pieces.
7. The method of claim 6, wherein injecting air into the internal cavities includes introducing pressurized air into the drum and transferring the pressurized air into the internal cavities.
8. The method of claim 1, further comprising, simultaneously with forming the dough pieces, forming intermediate dough pieces between the dough pieces, with the intermediate dough pieces completely separating the dough pieces from one another.
9. The method of claim 1, wherein cutting the dough pieces includes pinching the first and second surfaces of the dough sheet together without breaking the dough sheet.
10. A method for forming, cutting and stamping a dough sheet, having a first surface with a first skin and a second surface with a second skin, into a plurality of stamped roll forms as the dough sheet travels in a dough travel path along a conveyor with an apparatus including a rotatable drum mounted for rotation above the conveyor, a plurality of cutter molds disposed about said rotatable drum, each of the cutter molds including a peripheral side wall defining an internal, dough receiving cavity and a cutting edge portion including a front portion, a rear portion and opposing side portions, with the front and rear portions having curvatures which are identical to each other and concave in shape, while the opposing side portions have curvatures which are identical to each other, different from the curvatures of the front and rear portions, and convex in shape and a pattern imprinter provided within the internal cavity of each of said cutter molds, said method comprising: receiving the dough in the internal, dough receiving cavities of the cutter molds when the dough sheet travels in the dough travel path and the rotatable drum is rotated; engaging the dough sheet with the cutting edge portions; and severing the dough sheet into a plurality of dough pieces having rounded edges while the pattern imprinters simultaneously penetrate at least partially through the dough to imprint a pattern on each of said plurality of dough pieces.
11. The method according to claim 10, further comprising supporting the plurality of cutter molds with a sleeve, that extends about and is secured to the rotatable drum, defining a convex bottom for the respective internal cavity of each of the cutter molds.
|
Arlington Texas FamilySearch Center
The Arlington Texas Family History Center is easily accessible from Interstate 20:
Take exit 447 for Park Springs Boulevard
= Center Contacts and Hours =
Address: 3809 Curt Drive, Arlington, Texas 76016
* The entrance to the Family History Center is on the back side of the building.
* Location on Map
Phone:<PHONE_NUMBER><PHONE_NUMBER>
= Open Hours: =
Wednesday: 10:00 - 2:00pm & 6:00 - 9:00pm Thursday: 10:00 - 2:00pm Saturday: 9:00 -1:00pm
Calendar and Events
1 March 2014 Arlington Texas Stake FAMILY HISTORY FAIR
Annual Family History FAIR
First Saturday in March
* 7 March 2015
* 7 March 2015
* 9 AM
* Preregistration is preferred
* Same day registration begins at 8 AM.
Class Schedule:
* Legacy Class: second Saturday of each month; 2 PM
Staff Training Meetings
7 PM at Family History Center
* 27 April 2014
* 27 July 2014
* 26 Oct 2014
Collections
* Microfiche: indexes of vital records, genealogical atlases, familiy histories, etc.
* A drawer devoted to microfiche of Scotish records such as:
* Indexes to christenings, marriages & burials
* Index to 1881 Census
Databases and Software
* Get My Ancestors: allows downloads from New.FamilySearch to your database
Hardware and Equipment
* computers with Internet access for genealogy research
* printers
* microfilm/fiche readers
Center Services
* How to get started.
Staff Research Specialists
* Spanish translation - TBD
* South American research - TBD
* African American research - TBD
* German research - TBD
Non-Staff Research Specialists
Resources in the Local Area
Links:
* Arlington Family History Center web site:
Volunteer at the Center
|
Send a transaction using bitcoinjs-lib to testnet in a box
I put together some code using bitcoinjs-lib which allows me to create a testnet transaction and send some bitcoins from one address to another.
But I'm getting tired of waiting for 10 mins after every test. I'd like to be able to test my code a bit faster.
I set up testnet-in-a-box in a virtual machine and have played around with a few commands and it works fine.
But when I try to send a transaction to one of the nodes at <IP_ADDRESS>:19000 it gives me an error saying:
{ [Error: socket hang up] code: 'ECONNRESET' }
I'm broadcasting the transaction as shown here using:
blockchain.t.transactions.propagate(tx.build().toHex(), done)
What am I doing wrong? Is it not possible to submit transactions to the node in testnet-in-a-box?
Any help will be appreciated! Thanks!
The propagate function isn't designed for testnet-in-a-box because there is no routing for requests in the bitoind program that testnet-in-a-box activates.
Rather testnet-in-a-box is designed for JSON-RPC, so you can use sendrawtransaction, which described in https://en.bitcoin.it/wiki/Original_Bitcoin_client/API_calls_list.
This is the propagate function:
blockchain.transactions.propagate = function broadcast (txHex, callback) {
dhttp({
method: 'POST',
url: 'https://api.ei8ht.com.au:9443/3/pushtx',
body: txHex
}, callback)
}
|
package com.appleframework.data.hbase.literal.interpreter;
import com.appleframework.data.hbase.literal.AbstractLiteralInterpreter;
/**
* ByteInterpreter.
*
* @author xinzhi.zhang
* */
public class ByteInterpreter extends AbstractLiteralInterpreter {
@Override
public Class<?> getTypeCanInterpret() {
return Byte.class;
}
@Override
protected Object interpret_internal(String literalValue) {
return Byte.parseByte(literalValue);
}
}
|
Fix url encoding of list parameters
Issue can easily be reproduce with API using list parameters such as testIamPermissions in Cloud Storage.
Before the fix, using a list end up with this error:
bucket.test_iam_permissions(['storage.buckets.delete','storage.buckets.get'])
# Raises
# google.cloud.exceptions.BadRequest: 400 null is not a valid Google Cloud Storage permission. (GET https://www.googleapis.com/storage/v1/b/some-buckets/iam/testPermissions?permissions=%5B%27storage.buckets.delete%27%2C+%27storage.buckets.get%27%5D)
I signed it!
Couldn't really add a test from my initial example since API tests rely on mocking, but I modified the _http test.
@isra17 Thank you very much!
|
Dye transfer type thermal printing sheet
ABSTRACT
The present invention provides dye transfer type thermal printing sheet comprising a base sheet, a dye-containing layer formed on the base sheet and a dye-permeable layer which is formed on the dye-containing layer and comprises at least one water dispersible polysiloxane graft polymer which is obtainable by polymerizing (B) 0.05 to 10% by weight of a polymerizable silane compound, (C) 1 to 30% by weight of an unsaturated organic acid and (D) 40 to 97.95% by weight of a monomer which is copolymerizable with the silane compound (B) and the unsaturaed organic acid (C) in the presence of (A) 1 to 20% by weight of a polysiloxane having terminal hydroxyl groups (provided that the total of the components (A), (B), (C) and (D) is 100% by weight) in an organic solvent except an alcohol or at least one salt of said graft polymer with a base, which has good storage stability, generates images with improve weather durability and prevents great decrease of print density as increase of the number of printing times.
BACKGROUND OF THE INVENTION
1. Field of the Invention
The present invention relates to a dye transfer type thermal printing sheet from which a dye is transferred onto a color developing layer of an image-receiving sheet to form an image and which is for multiple use where the same part of the printing sheet is used repeatedly.
2. Description of the Related Art
Dye transfer type thermal printing which uses dyes having high sublimation properties is a kind of full-color recording system which enables printing with concentration gradation at each recording dot. Since the printing sheet is expensive, many attempts on multiple use of the printing sheet have been reported in, for example, (1) "Partially Reusable Printing Characteristics of Dye Transfer Type Thermal Printing Sheets" (Papers for the 2nd Non impact Printing Technology Symposium (1985), pages 101-104); (2) "Study on Sublimation Type Film for Multiple Recording" (Preprints for 1986 Annual Meeting of Image Electronics Society); (3) Japanese Patent Kokai Publication No. 27291/1988; and (4) "Multi-Usable Dye Transfer Sheets" (Preprints for the 61st Study and Discussion Meeting of the Society of Electro photography, pages 266-269).
The multiple recording modes are classified into two one of which is a simple repeating mode in which the same part of the printing sheet is used N times and the other of which is an n-times relative speed mode in which a supply speed of the printing sheet is adjusted to 1/n time of that of the image-receiving sheet so that n-times multiple printing is performed. The above four conventional arts (1) through (4) relate to the multiple recording by the relative speed mode. Since a fresh part of the printing sheet is always supplied in the relative speed mode, the substantial number of repeat is larger in the relative speed mode than in the simple repeating mode.
The relative speed mode requires some measure to keep lubricity between the printing sheet and the image-receiving sheet. The conventional arts (1) and (3) used spherical spacer particles or solid lubricants such as molybdenum disulfide to keep the lubricity between the printing sheet and the image-receiving sheet. In the above conventional art (2), the recording by the relative speed mode is achieved by closely contacting the printing sheet and the image-receiving sheet. However, the report (2) is silent on a measure for keeping the lubricity. In the report (4), decrease of a dye concentration in a dye layer surface is prevented by controlling easiness of diffusion of the dye in the dye layer or the color developing layer of the image-receiving sheet or by forming a concentration distribution in a direction of thickness of the dye layer. Thereby, the quality of the multiple printing is improved. In addition, a lubricant is added to the dye layer and the color developing layer of the image-receiving sheet.
To realize the full-color image printing having the same quality as a general printing (one-time printing), it is necessary to achieve the same saturated print density (about 1.5 to 1.8) as that in the general printing and small variation of the printing concentration against the same recording energy during multiple printing so as to avoid the influence of print hysteresis.
In the conventional art (1), once a sufficient amount of the dye for multiple printing is used, the printing characteristics are satisfied. However, since a space is kept between the printing sheet and the image-receiving sheet to give lubricity for relative speed traveling and to determine a printing rate by the sublimation step, the dye should be one having a high sublimation property. Although, in the conventional art (2), a weather durabili a low sublimation property can be used because of contact diffusion printing, the print density against the same recording energy greatly decreases as the number of prints increases even if the sufficient amount of the dye for multiple printing is supplied. As the result, the saturated print density achieved by the multiple printing does not reach a practical level. In the conventional art (3), as in the conventional art (1), the print density decreases in comparison to the system having no spacer. When the particle size of the spacer is small, decrease of the recording concentration caused by increase of the relative speed ratio cannot be ignored.
Contrary to the above, the conventional art (4) uses a dye transfer type printing sheet comprising a base sheet and a dye layer containing a dye in such concentration distribution that a weight concentration on the layer surface side is lower than that on the base sheet side, whereby it is possible to use the same part of the printing sheet many times in the contact diffusion printing. However, when a layer containing the dye in a lower concentration and an oil-soluble resin is coated in the form of a solution in an organic solvent on an already coated layer containing the dye in a high concentration, the latter is dissolved so that it is difficult to keep the low dye concentration on the surface side. Therefore, the expected high multiple printing performance is not necessarily achieved. Since no spherical spacer is used, the printing sheet tends to weld or stick easily to the image-receiving sheet, and it is difficult to perform the relative speed mode printing. To perform the relative speed printing, a lubricant such as a fatty acid derivative having a comparatively low molecular weight or a wax and silicone oil which is in the liquid state at room temperature is added. However, the lubricant induces recrystallization of the dye on the dye layer surface. Therefore, the printing sheet has poor storage stability, or the lubricant is transferred to the surface of the image-receiving sheet so that the weather durability of the printed image is deteriorated.
SUMMARY OF THE INVENTION
One object of the present invention is to provide a dye transfer type thermal printing sheet for multiple use which has good surface lubricity even in the absence of a lubricant so that said printing sheet is used in the relative speed mode printing, has good storage stability and gives images with improved weather durability.
Another object of the present invention is to provide a dye transfer type thermal printing sheet for multiple use which enables the relative speed mode printing even in the absence of spherical spacers so that it is possible to use a weather durable dye with high utility and low sublimation property.
A further object of the present invention is to provide a dye transfer type thermal printing sheet multiple use, with which the decrease of print density against the same recording energy is small as the number of prints increases, and the high saturated print density is achieved.
A yet another object of the present invention is to provide a dye transfer type thermal printing sheet for multiple use which enables the full-color printing with the same quality as the general one time printing at a low running cost.
These and other objects of the present invention are achieved by a dye transfer type thermal printing sheet comprising a base sheet, a dye-containing layer formed on the base sheet and a dye-permeable layer which is formed on the dye-containing layer and comprises at least one water dispersible polysiloxane graft polymer which is obtainable by polymerizing (B) 0.05 to 10% by weight of a polymerizable silane compound, (C) 1 to 30% by weight of an unsaturated organic acid and (D) 40 to 97.95% by weight of a monomer which is copolymerizable with the silane compound (B) and the unsaturated organic acid (C) in the presence of (A) 1 to 20% by weight of a polysiloxane having terminal hydroxyl groups (provided that the total of the components (A), (B), (C) and (D) is 100% by weight) in an organic solvent except an alcohol or at least one salt of said graft polymer with a base. The dye-permeable layer may contain the dye in a concentration smaller than that in the dye-containing layer. In the present invention, the dye-containing layer and the dye-permeable layer constitute a dye layer.
BRIEF DESCRIPTION OF THE DRAWINGS
FIG. 1 shows a principle of the relative speed mode multiple printing,
FIG. 2 shows cross sections of one embodiment of the dye transfer type thermal printing sheet of the present invention and an image-receiving sheet,
FIG. 3 is a cross section of another embodiment of the dye transfer type thermal printing sheet of the present invention, and
FIG. 4 is a graph showing relative ratios of transferred dye amounts against the number of prints (N) in the multiple printing in Examples and Comparative Examples.
DETAILED DESCRIPTION OF THE INVENTION
The mechanism for the improvement of the recording characteristics in the multiple printing by the printing sheet of the present invention is explained.
When the recording is performed by contacting the dye transfer type thermal printing sheet against the image-receiving sheet, transfer of the dye is controlled by diffusion of the dye from the dye layer to the color developing layer of the image-receiving sheet. Then, the change of the dye concentration at the surface of the dye layer during the multiple printing should be noted. In the conventional dye layer, since there is no dye concentration gradient, the dye near the surface is consumed in the first printing step so that the dye concentration near the surface decreases to about a half of that in the inside of the dye layer. In the second and subsequent printing steps, the dye is supplied to the surface from the inside by the concentration gradient in the dye layer so that the decrease of the dye concentration near the surface is very small. Therefore, the print density greatly decreases between the first printing and the second printing when the same recording energy is applied during the multiple printing. If the dye concentration near the surface is made smaller than that in the inside to form a concentration gradient in the dye layer of the unused printing sheet, the dye is supplied from the inside to the surface from the first printing step so that the great decrease of the dye concentration near the surface and, in turn, the great decrease of the print density from the first printing step to the second printing step can be prevented. To achieve this, the dye layer of the present invention consists of the dye-containing layer and the dye-permeable layer.
The function of the present invention will be explained in detail.
Since the dye-permeable layer comprises the water dispersible resin, it is not necessary to use an organic solvent to apply the dye-permeable layer on the dye-containing layer. Thereby, the re-dissolution of the dye-containing layer and, in turn, increase of the concentration of the dye in the dye-permeable layer can be prevented. Therefore, the multiple printing performance of the printing sheet of the present invention is not deteriorated.
The water dispersible resin herein used is intended to mean one which can be dispersed in water or a mixture of water and a suitably small amount of an organic solvent but cannot be re dispersed or dissolved in water after applied and dried to form a film.
The water dispersible resin to be used in the present invention is a polysiloxane graft polymer defined as above. The use of such water dispersible resin has various advantages. Although such water dispersible resin forms a stable aqueous dispersion before application and formation of the film, the film formed by evaporation of the aqueous medium has a very low surface energy and therefore good surface properties such as non-tackiness, water-repellency and lubricity.
Various aqueous dispersions of polysiloxane graft polymers have been proposed. For example, Japanese Patent Kokai Publication No. 95388/1975 discloses an aqueous dispersion which is prepared by polymerizing a vinyl compound having a carboxyl group and a hydroxyl group in a hyrrophilic organic solvent, reacting the resulting vinyl polymer with an organopolysiloxane having a hydroxyl group or an alkoxyl group and diluting the reaction mixture with water, and Japanese Patent Kokai Publication No. 146525/1976 discloses an aqueous dispersion which is prepared by emulsion polymerizing an organopolysiloxane having a polymerizable double bond and a vinyl monomer in the presence of an emulsifier. However, since the reactivity between the vinyl polymer and the organopolysiloxane is low in the former aqueous dispersion, or copolymerizability between the vinyl monomer and the organopolysiloxane is low in the latter aqueous dispersion, it is difficult to obtain a polysiloxane graft polymer having high grafting rate, the polysiloxane component separates in the dispersion so that the film cannot be formed, or if the film can be formed, it does not have sufficiently the surface properties resulting from he polysiloxane or it contaminates other materials with which it contacts. Purification of the prepared dispersion cannot remove such drawbacks and only makes the preparation step complicate or increases the production cost. Further, such drawbacks become more remarkable as the molecular weight of the organopolysiloxane increases.
In the water dispersible resin to be used in the present invention, it is possible to introduce the polysiloxane component having a molecular weight of 5000 to 1,500,000, preferably 20,000 to 1,500,000. When the polysiloxane component having such large molecular weight is used, orientation of the polysiloxane structures to the surface of the dye-permeable layer is enhanced so that the concentration of the polysiloxane component at the surface of the dye-permeable layer is increased and lubricity of the dye-permeable layer is greatly improved.
Unlike higher fatty acid derivatives, a coagulated structure of the polysiloxane component at the surface of the dye-permeable layer is not broken at a temperature higher than the melting point and the surface energy does not increase, whereby the surface energy thereof is kept low even at a high temperature. Since the polysiloxane chains are grafted to a backbone chain through covalent bonds, they do not migrate into the binder resin which composes the dye layer or is not transferred to the color developing layer of the image-receiving sheet at the high temperature and/or under high pressure. Therefore, at high temperatures during thermal printing or at high relative speed between the printing sheet and the image-receiving sheet, the surface energy of the dye layer is kept low because of the presence of the polysiloxane component, whereby the relative speed printing becomes possible. Since the polysiloxane does not migrate to the image-receiving sheet when heated, the recorded image on the image-receiving sheet is not adversely affected by the polysiloxane component.
The present invention will be illustrated by making reference to the accompanying drawings.
FIG. 1 schematically shows a principle of the relative speed mode multiple printing.
A transfer type printing sheet 1 and an image-receiving sheet 4 are pressed against a thermal head 8 with a platen 7 so that they closely contact each other. When the image-receiving sheet 4 is moved at a speed of v with respect to the thermal head 8, the printing sheet 1 is moved at a speed of v/n (n being a positive number). The moving direction of the printing sheet 1 may the same as or reverse to that of the image-receiving sheet 4. Since the printing sheet 1 is heated with the thermal head 8, the dye layer of the printing sheet 1 and the color developing layer of the image-receiving sheet 4 tend to weld or stick together. To prevent the welding or stick, at least one of the dye layer and the color developing layer has sufficient lubricity.
The structures of the dye transfer type printing sheet and the image-receiving sheet are now explained with reference to FIG. 2.
The dye transfer type printing sheet 1 comprises a base sheet 2 and a dye layer 3 which consists of a dye-containing layer 9 and a dye-permeable layer 10.
The image-receiving sheet 4 comprising a base sheet 5 and a color developing layer 6.
When the dye transfer type printing sheet comprises the dye-containing layer and the dye-permeable layer containing the water dispersible resin which are successively laminated on the base sheet, the dye-permeable layer can be coated in the form of an aqueous dispersion on the dye-containing layer, whereby the concentration of the dye in the dye-permeable layer can be sufficiently lower than that in the dye-containing layer, which solves such problem that the dye-permeable layer contains a comparatively high concentration of the dye so that the multiple printing characteristics are not desirably improved as encountered when the oil soluble resin is used.
In addition, according to the present invention, it is possible to suppress the decrease offprint density as the relative speed ratio n is increased in the relative speed mode in which the speed of the dye transfer printing sheet in relation to the thermal head is smaller than that of the image-receiving sheet and the dye is transferred from the dye layer to the color developing layer of the image-receiving sheet by selectively heating a part of the printing sheet from its back face or a part of the image-receiving sheet from its back face. Since the part of the printing sheet which is used for printing is less damaged in the relative speed mode than in the simple repeating mode, the quality of the printed image less fluctuates.
It is necessary to impart lubricity to the surface of the dye layer of the printing sheet or to the color developing layer of the image-receiving sheet to avoid welding or stick under the high temperature printing condition. Since the conventional water soluble or dispersible resins have many hydrophilic groups which increase surface free energy of the resin layer and cause welding or stick. The polysiloxane graft polymer to be used according to the present invention can decrease the surface free energy of the dye layer, prevent the welding or stick and impart lubricity sufficient for the relative speed mode of the multiple printing.
The dye transfer type printing sheet of the present may be produced by various methods. For example, the dye-containing layer is first formed on the base sheet and then the aqueous dispersion of the polysiloxane graft polymer is applied on the formed dye-containing layer and dried. Alternatively, as shown in FIG. 3, on the dye-containing layer 9, a first dye-permedable layer 10' containing the dye in a smaller concentration is formed and then the second dye-permeable layer 10" containing no dye is formed. The second dye-permeable layer acts as a lubrication layer. This structure increases the storage stability of the printing sheet. To further improve the lubricity, the dye-permeable layer may contain lubricant particles a particle size of which is not so large in relation to the thickness of the dye-permeable layer.
As the dye, any of the conventionally used ones such as disperse dyes, basic dyes, dye formers of basic dyes can be used.
A heating source necessary for thermal printing may be any of conventional ones such as a thermal head, a resistance system with an electrode head, a heat mode heating with a laser and the like. The kinds of the base sheets for the printing sheet and the image-receiving sheet may be selected from the conventional material according to the heating source. For example, a base sheet for the dye transfer type printing sheet to be used in combination with the thermal head is made of polyesters (e.g. polyethylene terephthalate, polyethylene naphthalate, polycarbonate, etc.), polyamides (e.g. nylon), cellulose derivatives (e.g. acetyl cellulose, cellophane, etc.) and polyimides (e.g. polyimides, polyamideimide, poletherimide, etc.). On the surface to which the thermal head directly contacts, a heat resistant layer or a lubrication layer may be formed. For resistance heating or induction heating, a base sheet having electrical conductivity is used.
A kind of the binder resin to form the dye-containing layer is not critical. Examples of the binder resin are polyester resins, butyral resins, formal resins, polyamide resins, polycarbonate resins, urethane resins, chlorinated polyethylene, chlorinated polypropylene, poly(meth)acrylate resins, polyphenylene oxide, cellulose derivatives and the like. They can be used independently or as a mixture according to the desired performances.
In addition to the dye and the binder resin, the dye-containing layer may contain other additives such as lubricant, a dye-dispersant, etc. Silicone compounds or waxes should be carefully used, since they decrease the surface free energy of the dye-containing layer so that it is difficult to apply the aqueous dispersion for the dye-permeable layer.
Examples of solvents for the preparation of an ink which is used for the formation of the dye-containing layer are alcohols (e.g. methanol, ethanol, propanol, butanol, etc.), cello solves (e.g. methyl cello solve, ethyl cello solve, etc.), aromatic solvents (e.g. benzene, toluene, xylene, etc.), esters (e.g. butyl acetate, etc.), ketones (e.g. acetone, 2-butanone, cyclohexanone, etc.) nitrogen-containing compounds (e.g. N,N-dimethylformamide, etc.), halogenated hydrocarbons (e.g. dichloromethane, chlorobenzene, chloroform, etc.) and the like. The ink may be applied on the base sheet by any of conventional methods, for example, with a reverse roll coater, a gravure coater, a rod coater or an air doctor coater, or by spraying the ink composition on the base sheet surface or dip-coating one surface of the base sheet with the ink.
The aqueous dispersion for the dye-permeable and the composition for the lubrication layer can be applied by the same manners as above.
The thickness of the dye-containing layer depends on the concentration of the dye therein, the desired printing number or the relative speed ratio and the dye amount necessary for the maximum print density on the image-receiving sheet. The minimum applied amount of the dye in the dye-containing layer can be calculated by the following equation: ##EQU1##
The applied dye-containing layer or dye-permeable layer can be dried by any of conventional methods such as application of hot air or infrared. In view of drying speed and cost, hot air drying is preferred.
The water dispersible polysiloxane graft polymer to be used for the formation of dye-permeable layer is obtainable by polymerizing (B) 0.05 to 10% by weight of a polymerizable silane compound, (C) 1 to 30% by weight of an unsaturated organic acid and (D) 40 to 97.95% by weight of a monomer which is copolymerizable with the silane compound (B) and the unsaturated organic acid (C) in the presence of (A) 1 to 20% by weight of a polysiloxane having terminal hydroxyl groups (provided that the total of the components (A), (B), (C) and (D) is 100% by weight) in an organic solvent except an alcohol.
An example of the polysiloxane having terminal hydroxyl groups is a polysiloxane of the formula: ##STR1## wherein R¹ and R² are the same or different and each a monovalent hydrocarbon group which may be substituted with a halogen atom, R³ is a hydrogen atom or a monovalent hydrocarbon group, and n is a positive integer larger than 1 (one). The variety of the polysiloxanes of the formula (I) are commercially available and used depending on the final use. In addition to the polysiloxane (I), polysiloxanes having a side chain may be used as the polysiloxane (A). In particular, dialkylpolysiloxanes (e.g. dimethylpolysiloxane, methylethylplysiloxane, etc.), diarylpolysiloxanes (e.g. diphenylpolysiloxane, etc.) or mixtures thereof may be used.
Among them, the straight or partially branched polysiloxane having at least one hydroxyl group at the chain ends is preferred since it is easily available and gives a polysiloxane graft polymer having good properties.
An amount of the polysiloxane (A) is determined in the range of 1 to 20% by weight based on the surface characteristics of the formed layer. When this amount is less than 1% by weight, the obtained graft polymer does not have sufficient properties for the dye-permeable layer. When this amount exceeds 20% by weight, the adherence of the dye-permeable layer to the dye-containing layer undesirably decreases.
The polymerizable silane compound (B) is a compound containing at least one polymerizable unsaturated group and at least one group which proceeds condensation reaction with the above polysiloxane (A). Specific examples of the polymerizable silane compound (B) are vinyltrimethoxysilane, vinyltriethoxysilane, vinyltributoxysilane, vinyl tris(β-methoxyethoxy)silane, allyltriethoxysilane, γ-(meth)acryloxypropyltrimethoxysilane, γ-(meth)acryloxy-propyltriethoxysilane, γ-(meth)acryloxypropylmethyldimethoxysilane, γ-(meth)acryloxypropylmethylethoxysilane, γ-(meth)acryloxypropyltris(β-methoxyethoxy)silane, 2-styrylethylethyltrimethoxysilane, (meth)acryloxyethyldimethyl(3-trimethoxysilylpropyl)ammonium chloride, vinyltriacetoxysilane, vinyltrichlorosilane and mixtures thereof.
An amount of the polymerizalbe silane compound (B) is determined in the range of 0.05 to 10% by weights. When this amount is less than 0.05% by weight, the polymer chains comprising the polymerizable silane compound (B), the unsaturated organic acid (C) and the copolymerizable monomer (D) do not bond sufficiently to the polysiloxane (A) so that the effective amount of grafting reaction does not proceed, and the unreacted polysiloxane tends to be phase separated in the aqueous dispersion of the graft polymer. When this amount is larger than 10% by weight, stability of the polymerization mixture becomes unstable so that the polymer tends to form gel.
The unsaturated organic acid (C) smoothly proceeds the grafting reaction between the polymerized chains and the polysiloxane (A) and also renders the resulting polysiloxane graft polymer water-dispersible. Specific examples of the unsaturated organic acid (C) are unsaturated carboxylic acids (e.g. acrylic acid, methacrylic acid, maleic acid, itaconic acid, etc.), unsaturated sulfonic acids (e.g. vinylsulfonic acid, sulfoethyl methacrylate, 2-acrylamide-2-methylpropanesulfonic acid, etc.) and mixtures thereof.
An amount of the unsatured organic acid (C) is determined in the range of 1 to 30% by weight, preferably 3 to 20% by weight. When this amount is less than 1% by weight, a stable aqueous dispersion of the polysiloxane graft polymer is not prepared. When this amount exceeds 30% bu weight, the resulting graft polymer is too hydrophilic so that not only it is difficult to prepare a stable aqueous dispersion but also the resulting polysiloxane graft polymer has inferior water resistance.
Examples of the copolymerizable monomer (D) are acrylates (e.g. butyl acrylate, 2-ethylhexyl acrylate, etc.), hydroxy alkyl (meth)acrylates (e.g. 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, etc.), methacrylates (e.g. methyl methacrylate, butyl methacrylate, etc.), vinyl esters (e.g. vinyl acetate, vinyl propionate, etc.), aromatic vinyl compounds (e.g. styrene, vinyl toluene, etc.), unsaturated nitriles (e.g. acrylonitrile, methacrylonitrile, etc.), unsaturated amides (e.g. acrylamide, N-methylolacrylamide, etc.), vinyl ethers (e.g. methyl vinyl ether, ethyl vinyl ether, tert.-butyl vinyl ether, etc.), halogen-containing α,β-unsaturated monomers (e.g. vinyl chloride, vinylidene chloride, vinyl fluoride, vinylidene fluoride, etc.), fluorine-containing (meth)acrylates (e.g. trifluoroethyl (meth)acrylate, 2,2,3,3-tetrafluoropropyl acrylate, 1H,1H, 2H,2H-heptadecafluorodecyl acrylate, 1H,1H,5H-octafluoropentyl acrylate, etc.), fluorine-containing aromatic acrylates (e.g. 2,3,5,6-tetrafluorophenyl acrylate, 2,3,4,5,6-pentafluorophenyl acrylate, etc.) and mixtures thereof.
An amount of the copolymerizable monomer is determined in the range of 40 to 97.95% by weight. When this amount is less than 40% by weight or larger than 97.95% by weight, the amounts of the polysiloxane (A), the polymerizable silane compound (B) and/or the unsaturated organic acid (C) are outside the above ranges so that the drawbacks described above will appear.
The graft polymerization is carried out in the organic solvent other than alcohols. That is, any organic solvent having no alcoholic hydroxyl group can be used. Preferred examples of the solvent are toluene, xylene, benzene, cyclohexane, trichloroethane, methyl ethyl ketone, ethyl acetate, dioxane, cello solve acetate and mixtures thereof. Among them, toluene and xylene are more preferred because of solubility of the resulting graft polymer therein and the boiling points.
Since the organic solvents having eh alcoholic hydroxyl group such as alcohols (e.g. methanol, ethanol, isopropanol, etc.) and cello solves (e.g. methyl cello solve, ethyl cello solve, etc.) will suppress the grafting reaction between the polyxiloxane (A) and the polymer chain formed from the components (B), (C) and (D), they cannot be used from the beginning of the graft polymerization. But, they may be added to the reaction system after the graft polymerization sufficiently proceeds.
As a polymerization initiator, any of conventional used radical polymerization initiators may be used. Preferred examples are azo compounds (e.g. azobisisobutyronitrile, etc.) and peroxides (e.g. benzoyl peroxide, etc.).
The polymerization temperature is usually from room temperature to 200° C., preferably from 40° to 120° =l C.
The polymerization concentration is usually from 30 to 70% by weight, preferably from 40 to 60% by weight.
To prepare a salt of the polysiloxane graft polymer, any of bases which are used for neutralizing an acid can be used. Specific examples of the base are sodium hydroxide, potassium hydroxide, calcium hydroxide, ammonia l, trimethylamine, triethylamine, methyldiethylamine, monomethyloldimethylamine, monomethyloldiethylamine, dimethyloethylamine and mixtures thereof. The base is used to convert the polysiloxane graft polymer to a water dispersible salt and used in an amount of 20 to 200% by mole based on the acid groups contained in the polysiloxane graft polymer. When the amount of the base is less than above lower limit, the polymer may not have sufficient water dispersibility. To achieve good dispersion state during storage and to prepare the aqueous dispersion of the polysiloxane graft polymer which does not suffer from the defects due to the base such as decrease of water resistance and discoloration, the amount of the base is preferably from 50 to 100% by mole based on the acid groups contained in the polysilozane graft polymer.
In the aqueous dispersion, an emulsifier and/or a protective colloid may be added. In view of the performances of the aqueous dispersion of the polysiloxane graft polymer, the amount of the emulsifier and/or the protective colloid should be as small as possible. Preferably, no emulsifier or protective colloid is used.
To use the polysiloxane graft polymer as the component of the dye-permeable layer, the graft polymer should be dispersed in an aqueous medium. To prepare the aqueous dispersion, to the solution of the polysiloxane graft polymer in the organic solvent, a mixture of the base and water is added and mixed to form the aqueous dispersion. Preferably, the organic solvent is removed from the aqueous dispersion. Thereby, the content of organic solvent in the aqueous paint for the dye-permeable layer is decreased, so that the extraction of the dye from the dye-containing layer with the organic solvent is suppressed and the increase of the dye concentration in the dye-permeable layer is prevented. To prepare the aqueous dispersion of the polysiloxane graft polymer which is stable enough to be used in the preparation of the aqueous paint, the amount of the base should be 20 to 200% by mole, preferably 30 to 100% by mole based on the acidic groups in the polysiloxane graft polymer. To prepare the aqueous dispersion having smaller particle size and better stability, water is used in an amount of 30 to 1000 parts by weight per 100 parts by weight of the polysiloxane graft polymer, and an amount of the water soluble organic solvent before or after the addition of water is selected to be 30 to 100% by weight per total weight of the organic solvents.
To achieve adequate diffusion of the dye through the polysiloxane graft polymer under printing conditions and to prevent adhesion of the dye-permeable layer to the back face of the printing sheet when wound, the polysiloxane graft polymer has a glass transition temperature in a range from a storage temperature and 200° C.
The dye-permeable layer may contain other water-soluble or dispersible resin in addition to the polysiloxane graft polymer or the lower part of the dye-permeable layer may be formed from other water-soluble or -dispersible resin. Examples of the other water-soluble or -dispersible resin are cellulose s, gelatin, polyvinyl alcohol, poly(meth)acrylates or their metal salts, polyacrylamide, urethane resins, acrylic resins, polyester resins and the like. Since the dye cannot diffuse at a high rate through a layer of polyvinyl alcohol which has a large saponification value or a homopolymer of acrylic acid, sufficient printing sensitivity cannot be achieved with a thick dye-permeable layer containing a larger amount of such polymer or the fluctation of the thickness of the dye-permeable layer has great influence on the recording sensitivity or the multiple printing performances. Examples of the water-soluble or -dispersible resin through which the dye diffuses at a suitable rate are polyvinyl alcohol having a saponification value of 30 to 90%, water-soluble or -dispersible polyester resins, water-soluble or -dispersible polyurethane resins, water-soluble or -dispersible acrylic resins and the like.
As the lubricant which is optionally contained in the dye-permeable layer, any of the lubricates which can be dissolved or emulsified in the aqueous paint may be used. Examples of the lubricant are silicone oils, waxes and fatty acid derivatives. However, the lubricant may have adverse affects on the printed image, they should be carefully selected and used.
The kind of the particles which impart lubricity to the dye-permeable layer is not limited. Preferably, polytetrafluoroehylene fine power is used because of its small surface energy.
The aqueous paint of the formation of dye-permeable layer is prepared by using water as a solvent in general. In addition to water, alcohols, ketones, cello solves and the like may be used in such amount that the dye is not extracted from the dye-containing layer.
The aqueous dispersion for the dye-permeable layer may contain a cross linking agent.
A thickness of the dye-permeable layer depends on the diffusion rate of dye in the water-soluble or -dispersible resin, the dye concentration, an amount of energy required for intended printing, the number of prints or the relative speed rate n in the relative speed mode. When the number of prints, namely n is several tens, the thickness of the dye-permeable layer is from 0.1 to 1 μm.
The dye concentration in the dye-permeable layer is lower than that in the dye-containing layer and can be 0 (zero) %. Said concentration is adjusted according to the diffusion ability of the dye through the dye-permeable layer and/or the thickness of the dye-permeable layer. To add the dye to the dye-permeable layer, the dye may be contained in the paint for the dye-permeable layer, the dye may be diffused from the dye-containing layer to the dye-permeable layer by heating for drying the coated paint for the dye-permeable layer. These two manners may be combined.
In the former manner, it is difficult to dissolve a sufficient amount of a dye which is hardly soluble in water such as the disperse dye in the paint. The addition of a co-solvent such as an alcohol can make it possible to dissolve a certain amount of the water hardly soluble dye in the paint, but, a care should be taken not to dissolve the dye-containing layer with the co-solvent during the coating of the dye-permeable layer. It can be contemplated to disperse such dye with the use of a dispersant. However, if the dye is dispersed without finely grinding the dye particles, the surface smoothness of the printing sheet is decreased so that the printing sheet is not intimately contacted to the image-receiving sheet and the quality of the printed image is decreased. Thus, the former manner is not easy to apply.
In the latter manner, during drying the coated dye-permeable layer, the drying temperature and time and an amount of hot air for drying can be adequately adjusted so as to minimize the change of recording density by the same recording energy against the printing number. Then, the latter manner is easier than the former.
The application and drying of the dye-permeable layer can be carried out in the same manners as for the dye-containing layer. When the applied paint is dried with hot air, the dried state of the layer can be adjusted by controlling a temperature and amount of hot air or drying time. When a volatile base is used for forming the salt of polysiloxane graft polymer, the salt may be converted to the free form of the polysiloxane graft polymer according to the drying conditions. Such conversion has no material influence on the use of the printing sheet of the present invention. However, excessive drying of the dye-permeable layer not only dries the dye-permeable layer but also thermally softens the dye-containing layer so that the migration of the dye from the dye-containing layer to the dye-permeable layer is accelerated excessively to increase the dye concentration at the surface of the dye-permeable layer. Increase of the dye concentration at the surface of the dye-permeable layer deteriorates multiple printing performances of the produced printing sheet. The drying conditions vary with a kind of drying apparatus or a drying manner. When the hot air kept at a temperature from 50° to 180° C. is used, the dye-permeable layer may be dried in a reasonable period of time.
The image-receiving sheet comprises the base sheet and the color developing layer as described above. The base sheet may be transparent or opaque. The transparent sheet film includes a polyester film and the like, and the opaque one includes a synthetic resin film comprising polyesters or polypropylene, coated paper, plain paper and the like.
The color developing material in the color developing layer includes polyester, polyamide, acrylic resin, acetate resin, cellulose derivatives, starch, polyvinyl alcohol and the like. In addition, cured resins such as cured products of acrylic acid, acrylates, polyester, polyurethane, polyamide and acetate with heat, light or electron beam may be used.
PREFERRED EMBODIMENTS OF THE INVENTION
The present invention will be explained further in detail by following examples, in which "parts" are by weight unless otherwise indicated.
In all Examples, as a base sheet for the dye transfer type thermal printing sheet, was used an aromatic polyamide film with a thickness of 6 μm on which a heat resistant lubricating layer was formed. The image-receiving sheet was prepared by applying a coating paint consisting of a UV curable resin (SP 5003 distributed by Showa Polymer Co , Ltd.) (10 g), a sensitizer (Irgacure 184 manufactured by Nippon Ciba Geigy) (0.1 g) and an amide-modified silicone oil (KF 3935 manufactured by Shin-etsu Chemical Co., Ltd.) (0.05 g) dissolved in toluene (10 g) with a wire bar on a sheet of white synthetic paper made of polyethylene terephthalate as a base sheet, drying the coated paint with hot air, curing the polymer with irradiation of UV light from a 1 kW high pressure mercury lamp for one minutes to form a color developing layer. The dye used was a compound of the formula: ##STR2##
As printing means, a thermal head was used. The printing conditions were as follows:
______________________________________ Recording period: 16.7 ms/line Pulse width: max. 4.0 ms Resolution: 6 lines/mm Recording energy: 6 J/cm.sup.2 (variable) Moving speed: Printing sheet: 1 or 2 mm/sec.*.sup.(1) Image-receiving sheet: 10 mm/sec. ______________________________________ Note: *.sup.(1) In case of the relative speed mode. In the simple repeating mode, the moving speed of the printing sheet was 10 mm/sec.
EXAMPLE 1
The dye of the above formula (2 g) and a butyral resin (Esleck BX-1 manufactured by Sekisui Chemical Co., Ltd.) (2 g) as a binder resin were dissolved in a mixed solvent of toluene (21 g) and methyl ethyl ketone (9 g) to prepare an ink. Then, the ink was coated on the base sheet with a wire bar at a coated amount after drying of 3 g/m² and dried to form a dye-containing layer.
In a separate step, to a four-necked flask equipped with a thermometer, a reflux condenser, a dropping funnel, a nitrogen-inlet tube and a stirrer, a 30 wt. % solution of a linear dihydroxydimethylpolysiloxane having an average molecular weight of 120,000 as a polysiloxane having the terminal hydroxyl groups in toluene (30 parts) and toluene (100 parts) were charged and heated to 80° C. in a nitrogen atmosphere. To the content, 20% by weight of a homogeneous monomer mixture consisting of methyl methacrylate (70 parts), butyl acrylate (20 parts), acrylic acid (5 parts), γ-methacryloxypropyltrimethoxysilane (5 parts) and azobisisobutyronitrile (2 parts) was added and polymerized at 80° C. for 30 minutes. Then, at the same temperature, the rest of the monomer mixture was dropwise added over 2 hours followed by stirring for 2.5 hours followed by dilution with isopropanol (10 parts) Thereafter, the reaction mixture was post-polymerized at 80° C. for 1 hour and half followed by cooling to obtain a solution of a polysiloxane graft polymer (hereinafter referred to as "polymer solution (1)"). To the obtained polymer solution (1) (40 parts) diluted with isopropanol (60parts), a 28% aqueous ammonia (3 parts) was added while stirring followed by stirring for 10 minutes.
Then, to the mixture, water (237 parts) was added to form an aqueous dispersion. After raising the internal temperature to 60° C., the liquid components (250 parts) were distilled off under reduced pressure to remove the solvents. Thereafter, the aqueous ammonia and water were added to adjust pH to 9.0 and the concentration to 30% to obtain an aqueous dispersion of polysiloxane graft polymer (hereinafter referred to as "aqueous dispersion (1)"). To the aqueous dispersion (1) (10 g), a 10 wt. % aqueous solution of polyvinyl alcohol (Po val 420 manufactured by Kuraray) (0.3 g) and water (20 g) were added to dilute the dispersion. The diluted dispersion was coated on the already formed dye-containing layer with a wire bar at a coated amount after drying of about 0.3 g/m² and dried at 100° C. for 2 minutes dye-permeable layer to obtain a dye transfer type thermal
EXAMPLE 2
In the same manner as in Example 1, the dye-containing layer was formed on the base sheet.
In a separate step, to the same four-necked flask as used in Example 1, a 30 wt. % solution of the same dihydroxydimethylpolysiloxane as used in Example 1 (33.3 parts) and toluene (100 parts) were charged and heated to 80° C. in a nitrogen atmosphere. Then, a homogeneous monomer mixture consisting of methyl methacrylate (50 parts), butyl acrylate (20 parts), acrylonitrile (20 parts), acrylic acid (5 parts, γ-methacryloxypropyltrimethoxysilzne (5 parts) and azobisisobutyronitrile (2 parts) was prepolymerized and polymerized with dropwise addition of the homogeneous monomer mixture in the same manners as in Example 1. After the addition of the monomer mixture, the reaction mixture was further polymerized for 3 hours and 30 minutes and diluted with ethanol (100 parts). Further, the mixture was postpolymerized at 80° C. for 30 minutes and cooled to obtain a solution of polysiloxane graft polymer (hereinafter referred to as "polymer solution (2)"). In the same manners as in Example 1 but adding 2.5 parts of the 28% aqueous ammonia to 200 parts of the obtained polymer solution (2), an aqueous dispersion of the polysiloxane graft polymer (hereinafter referred to as "aqueous dispersion (2)") was prepared.
The aqueous dispersion (2) was coated on the already formed dye-containing layer with a wire bar at a coated amount after drying of about 0.5 g/m² and dried at 80° C. for 2 minutes to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet.
EXAMPLE 3
In the same manner as in Example 1, the dye-containing layer was formed.
To the aqueous dispersion (2) prepared in Example 2, a dispersion of polytetrafluoroethylene fine powder (TF 5032 supplied by Hoechst Japan, particle size of 0.1 to 0.5 μm) was added in such amount that the 30% of the solid content consisted of the polytetrafluoroethylene fine powder. Then, the mixture was coated on the dye-containing layer in the same manner as in Example 1 to form a dye-permeable layer to obtain a dye transfer type printing sheet.
EXAMPLE 4
In the same manner as in Example 1, the dye-containing layer was formed.
Then, a paint composition consisting of a solution of water-dispersible urethane ionomer resin (Hydra n AP 40 manufactured by Dainippon Ink, solid content: 22% by weight) (5 g) and polyvinyl alcohol (Gosenol KH-17 manufactured by Nippon Gosei Kagaku Co., Ltd.) (0.02 g) in water (12.5 g) was coated on the dye-containing layer at a coated amount after drying of about 0.2 g/m² and dried to form a first dye-permeable layer.
In a separate step, to the same four-necked flask as used in Example 1, a linear dihydroxydimethylpolysiloxane having an average molecular weight of 48,000 (3 parts) and toluene (100 parts) were charged and heated to 80° C. in a nitrogen atmosphere. Then, a homogeneous monomer mixture consisting of methyl methacrylate (50 parts), styrene (30 parts), vinyl acetate (25 parts), acrylic acid (10 parts), 2-styrylethyltrimethoxysilane (5 parts) and azobisisobutyronitrile (2 parts) was prepolymerized and polymerized with dropwise addition of the homogeneous monomer mixture in the same manners as in Example 1. After the addition of the monomer mixture, the reaction mixture was further polymerized for 15 minutes and diluted with isopropanol (100 parts). Further, the mixture was post-polymerized at 80° C. for 3 hours and 45 minutes and cooled to obtain a solution of polysiloxane graft polymer (hereinafter referred to as "polymer solution (3)"). To 200 parts of the obtained polymer solution (3), 2 parts of the 28% aqueous ammonia was added and stirred for 10 minutes followed by addition of water (238 parts) to obtain an aqueous dispersion of the polysiloxane graft polymer (hereinafter referred to as "aqueous dispersion (3)"). In the same manner as in Example 2, the aqueous dispersion (3) was coated on the already formed first dye-permeable layer at a coated amount after drying of about 0.2 g/m² to form a second dye-permeable layer to obtain a dye transfer type thermal printing sheet.
EXAMPLE 5
In the same manner as in Example 1, the dye-containing layer was formed.
In the same manner as in Example 1 but using, as the polysiloxane having the terminal hydroxyl groups, a linear dihydroxydimethylpolysiloxane having an average molecular weight of 560, an aqueous dispersion of the polysiloxane graft polymer (hereinafter referred to as "aqueous dispersion (4)") was prepared.
The aqueous dispersion (4) was coated on the already formed dye-containing layer with a wire bar at a coated amount after drying of about 0.5 g/m² and dried at 80° C. for 2 minutes to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet.
EXAMPLE 6
In the same manner as in Example 1 but using, as he polysiloxane having the terminal hydroxyl groups, a 30 wt. % solution of a partially branched dimethylpolysiloxane having an average molecular weight of 260,000 in toluene, an aqueous dispersion of the polysiloxane graft polymer (hereinafter referred to as "aqueous dispersion (5)") was prepared.
On the dye-containing layer which had been formed in the same manner as in Example 1, the aqueous dispersion (5) was coated with a wire bar at a coated amount after drying of about 0.3 g/m² and dried at 80° C. for 2 minutes to form a dye-permeable layer to obtain a dye transfer type
EXAMPLE 7
In the same manner as in Example 1, the dye-containing layer was formed.
To the aqueous dispersion (2) prepared in Example 2 (3.3 g), a 40% aqueous solution of glyoxal (0.5 g) was added to form a paint. Then, the paint was coated on the already formed dye-containing layer and dried in the same manner as in Example 2 to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet.
EXAMPLE 8
In the same manner as in Example 1, the dye-containing layer was formed.
In the aqueous dispersion (3) prepared in Example 4, the same dye (0.01 g) was dissolved. Then, the dispersion was diluted with water (27parts) and isopropanol (3 part) to prepare a paint for the dye-permeable layer. The, this paint was coated on the dye-containing layer to a coated amount after drying of 0.4 g/m² and dried at 90° C. for 1.5 minutes to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet.
COMPARATIVE EXAMPLE 1
In the same manner as in Example 1 but forming no dye-permeable layer, a dye transfer type thermal printing sheet was produced.
COMPARATIVE EXAMPLE 2
On the dye-containing layer which had been formed on the base sheet in the same manner as in Example 1, a solution of a butyral resin (BX-1) (1 g), paraffin wax having a melting pint of 69° C. (0.05 g) and oleic amide (0.05 ketone (9 g) was coated with a wire bar at a coated amount after drying of about 0.8 g/m² and dried to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet. After coating of the solution, the paint containing a considerable amount of the dissolved dye adhered to the wire bar.
COMPARATIVE EXAMPLE 3
On the dye-containing layer which had been formed on the base sheet in the same manner as in Example 1, a solution of a polyvinyl alcohol having the saponification value of 50% (1 g) in a mixed solvent of water (15 g) and ethanol (15 g) was coated with a wire bar at a coated amount after drying of about 0.2 g/m² and dried to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet.
COMPARATIVE EXAMPLE 4
On the dye-containing layer which had been formed
on the base sheet in the same manner as in Example 1, a solution of a paint consisting of an emulsion of silicone oil (un volatile components, 30%) (1 g) and a 6% aqueous solution of a water-soluble polyester (Polyestar WR 901 manufactured by Nippon Gosei Kagaku Co., Ltd.) (30 g) was coated with a wire bar at a coated amount after drying of about 0.2 g/m² and dried to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet. After about 30 minutes from the production, recrystallization started on the dye layer. Therefore, the same printing sheet was reproduced and immediately subjected to the printing.
COMPARATIVE EXAMPLE 5
In the same four-necked flask as used in Example 1, toluene (100 parts) was charged and heated to 80° C. under a nitrogen atmosphere. To toluene, a homogeneous monomer mixture which consisted of a polysiloxane macro mer consisting of a polydimethylsiloxane part having a molecular weight of 10,000 and, at chain ends, a methacryloxypropyl group and a methyl group (3 parts), methyl methacrylate (70 parts), butyl acrylate (20 parts), acrylic acid (5 parts), γ-methacryloxypropyltrimethoxysilane (5 parts) and azobisisobutyronitrile (2 parts) was added and polymerized in the same manner as in Example 1 to obtain a polymer solution (hereinafter referred to as "polymer solution (4)"). When the polymer solution (4) was kept standing, the polysiloxane was separated in the upper layer. This means that substantially no polysiloxane macro mer was reacted.
COMPARATIVE EXAMPLE 6
In the same manner as in Comparative Example 5 but using the polysiloxane macro mer consisting of a polydimethylsiloxane part having a molecular weight of 500, a solution of the polysiloxane graft polymer was prepared (hereinafter referred to as "polymer solution (5)").
In the same manner as in Example 1 but using the polymer solution (5), an aqueous dispersion of the polysiloxane graft polymer was prepared (hereinafter referred to as "aqueous dispersion (5)").
On the dye-containing layer which had been formed on the base sheet in the same manner as in Example 1, the aqueous dispersion (5) was coated with a wire bar at a 80° C. for 2 minutes to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet.
COMPARATIVE EXAMPLE 7
In the same four-necked flask as used in Example 1, deionized water (220 parts) and an anionic type emulsifier (1 part) were charged and heated to 80° C. in an nitrogen atmosphere.
Separately, a monomer mixture consisting of a polysiloxane macro mer consisting of a polydimethylsiloxane part having a molecular weight of 10,000 and, at chain ends, a methacryloxypropyl group and a methyl group (3 parts), methyl methacrylate (70 parts), butyl acrylate (20 parts), acrylic acid (5 parts), γ-methacryloxypropyltrimethoxysilane (5 parts) was prepared. The monomer mixture in an amount corresponding to 10% by weight of the whole monomer mixture and a 10% aqueous solution of ammonium persulfate (10 parts) were added to the mixture in the flask and emulsion polymerized at 80° C. for 10 minutes. Thereafter, the rest of the monomer mixture was dropwise added over 2 hours followed by stirring at at 80° C. for 2 hours to complete the emulsion polymerization. When the prepared aqueous dispersion of the polysiloxane graft polymer (hereinafter referred to as "aqueous dispersion (6)") was kept standing, the polysiloxane was separated in the upper layer, and no homogeneous aqueous dispersion was obtained.
COMPARATIVE EXAMPLE 8
In the same manner as in Example 1, the dye-containing layer was formed.
In a separate step, to the same four-necked flask as used in Example 1, a 30 wt. % solution of the same dihydroxydimethylpolysiloxane as used in Example 1 (1 part) and toluene (100 parts) were charged and heated to 80° C. in a nitrogen atmosphere. Then, a homogeneous monomer mixture consisting of methyl methacrylate (50 parts), butyl acrylate (20 parts), acrylonitrile (20 parts), acrylic acid (5 parts), γ-methacryloxypropyltrimethoxysilane (5 parts) and azobisisobutryronitrile (2 parts) was prepolymerized and polymerized with dropwise addition of the homogeneous monomer mixture in the same manner as in Example 1. After the addition of the monomer mixture, the reaction mixture was further polymerized for 30 minutes and diluted with ethanol (100 parts). Further, the mixture was post-polymerized at 80° C. for 3 hours and 30 minutes and cooled to obtain a solution of polysiloxane graft polymer (hereinafter referred to as "polymer solution (6)"). In the same manners as in Example 1 but adding 2.5 parts of the 28% aqueous ammonia to 200 parts of the obtained polymer solution (6), an aqueous dispersion of the polysiloxane graft polymer (hereinafter referred to as "aqueous dispersion (7)") was prepared.
The aqueous dispersion (7) was coated on the already formed dye-containing layer with a wire bar at a coated amount after drying of about 0.5 g/m² and dried at 80° C. for 2 minutes to form a dye-permeable layer to obtain a dye transfer type thermal printing sheet.
COMPARATIVE EXAMPLE 9
To the same four-necked flask as used in Example 1, a 30 wt.% solution of the same dihydroxydimethylpolysiloxane as used in Example 1 (100 parts) and toluene (50 parts) were charged and heated to 80° C. in a nitrogen atmosphere. Then, a homogeneous monomer mixture consisting of methyl methacrylate (50 parts), butyl acrylate (23 parts), acrylonitrile (15 parts), acrylic acid (5 parts), γ-methacryloxypropyltrimethoxysilane (7 parts) and azobisisobutyronitrile (2 parts) was prepolymerized and polymerized with dropwise addition of the homogeneous monomer mixture in the same manners as in Example 1. After the addition of the monomer mixture, the reaction mixture was further polymerized for 30 minutes and diluted with ethanol (100 parts). Further, the mixture was post-polymerized at 80° C. for 3 hours and 30 minutes and cooled to obtain a solution of polysiloxane graft polymer (hereinafter referred to as "polymer solution (7)"). When the polymer solution (7) was kept standing, the polysiloxane was separated in the upper layer. This means that the polysiloxane was not sufficiently introduced in the prepared graft polymer.
COMPARATIVE EXAMPLE 10
To the same four-necked flask as used in Example 1, a 30 wt. % solution of the same dihydroxydimethylpolysiloxane as used in Example 1 (10 parts) and toluene (100 parts) were charged and heated to 80° C. in a nitrogen atmosphere. Then, a homogeneous monomer mixture consisting of methyl methacrylate (70 parts), butyl acrylate (5 parts), acrylic acid (5 parts), γ-methacryloxypropyltrimethoxysilane (20 parts) and azobisisobutyronitrile (2 parts) was prepolymerized and polymerized with dropwise addition of the homogeneous monomer mixture in the same manners as in Example 1. During the dropwise addition of the monomer mixture, the reaction mixture was gelled. Immediately, ethanol (100 parts) and toluene (100 parts) were added to dilute the mixture. However, the gellation could not be prevented, and the polymerization reaction was terminated.
COMPARATIVE EXAMPLE 11
To the same four-necked flask as used in Example 1, a 30 wt. % solution of the same dihydroxydimethylpolysiloxane as used in Example 1 (10 parts) and toluene (100 parts) were charged and heated to 80° C. in a nitrogen atmosphere. Then, a homogeneous monomer mixture consisting of methyl methacrylate (70 parts), butyl acrylate (25 parts), acrylic acid (5 parts), γ-methacryloxypropyltrimethoxysilane (0.02 part) and azobisisobutyrOnitrile (2 parts) was prepolymerized and polymerized with dropwise addition of the homogeneous monomer mixture in the same manners as in Example 1. After the addition of the monomer mixture, the reaction mixture was further polymerized for 30 minutes and diluted with ethanol (100 parts). Further, the post-polymerized at 80° C. for 3 hours and 30 minutes and cooled to obtain a solution of polysiloxane graft polymer (hereinafter referred to as "polymer solution (8)"). When the polymer solution (7) was kept standing, the polysiloxane was separated in the upper layer. This means that the polysiloxane was not sufficiently introduced in the prepared graft polymer.
COMPARATIVE EXAMPLE 12
In the same manner as in Example 1, the dye-containing layer was formed.
In a separate step, to the same four-necked flask as used in Example 1, a 30 wt. % solution of the same dihydroxydimethylpolysiloxane as used in Example 1 (10 parts) and toluene (100 parts) were charged and heated to mixture consisting of methyl methacrylate (55 parts), acrylic acid (40 parts), γ-methacryloxypropyltrimethoxysilane (5 parts) and azobisisobutyronitrile (2 parts) was prepolymerized and polymerized with dropwise addition of the homogeneous monomer mixture in the same manners as in Example 1. After the addition of the monomer mixture, the reaction mixture was further polymerized for 30 minutes and diluted with ethanol (100 parts). Further, the mixture was postpolymerized at 80° C. for 3 hours and 30 minutes and cooled to obtain a solution of polysiloxane graft polymer (hereinafter referred to as "polymer solution (9)"). In the same manners as in Example 1, 2.5 parts of the 28% aqueous ammonia was added to 200 parts of the obtained polymer solution (9 ). But the mixture was gelled and no aqueous dispersion of the polysiloxane graft polymer which could be used as a paint was obtained.
Each of the dye transfer type thermal printing sheets prepared in Examples and Comparative Examples was used in printing. In Table the recording energy which represents the recording sensitivity and was required at a print density of 1.8 when the image was printed on an image-print receiving sheet and a maximum recording energy at which the relative speed printing was possible are summarized. In FIG. 4, the multiple printing characteristics (a relative recording concentration at n-times printing) are shown.
In Table, the maximum recording energies 1 and 2 are maximum recording energies when a moving speed of the printing sheet is 1.0 mm/sec. and 2.0 mm/sec., respectively. At the moving speed of 2.0 mm/sec., since the speed difference between the printing sheet and the image-receiving sheet is smaller than at the moving speed of 1.0 mm/sec., the relative speed printing is more difficult.
In FIG. 4, the relative ratio of transferred dye amount (transferred dye amount at n-th time/transferred dye amount at first time, %) at the same recording energy in the simple repeating method is shown.
TABLE ______________________________________ Recording Maximum recording Maximum recording Example energy energy 1 energy 2 No. (J/cm.sup.2) (J/cm.sup.2) (J/cm.sup.2) ______________________________________ 1 6.0 ≧8 ≧8 2 ↑ ↑ ↑ 3 6.5 ↑ ↑ 4 6.0 ↑ ↑ 5 ↑ 7.0 6.5 6 ↑ ≧8 ≧8 7 ↑ ↑ ↑ 8 ↑ ↑ ↑ Comp. 1 4.5 3.0 Impossible Comp. 2 5.0 ≧8 ≧8 Comp. 3 6.0 3.5 3.0 Comp. 4 ↑ ≧8 ≧8 Comp. 6 ↑ 6.5 5.0 Comp. 8 ↑ 4.5 3.5 ______________________________________
What is claimed is:
1. A dye transfer type thermal printing sheet comprising a base sheet, a dye-containing layer formed on the base sheet and a dye-permeable layer which is formed on the dye-containing layer and comprises at least one water dispersible polysiloxane graft polymer which is obtainable by polymerizing (B) 0.05 to 10% by weight of a polymerizable silane compound, (C) 1 to 30% by weight of an unsaturated organic acid and (D) 40 to 97.95% by weight of a monomer which is copolymerizable with the silane compound (B) and the unsaturated organic acid (C) in the presence of (A) 1 to 20% by weight of a polysiloxane having terminal hydroxyl groups (provided that the total of the components (A), (B), (C) and (D) is 100% by weight) in an organic solvent except an alcohol or at least one salt of said graft polymer with a base.
2. The dye transfer type thermal printing sheet according to claim 1, wherein said salt is obtainable by reacting the polysiloxane graft polymer with a base in an amount of 20 to 200% by mole based on acidic groups contained in the polysiloxane graft polymer.
3. The dye transfer type thermal printing sheet according to claim 1, wherein said polysiloxane (A) having the terminal hydroxyl groups has an average molecular weight of 5000 to 1,500,000.
4. A method for producing a dye transfer type thermal printing sheet comprising steps of applying a paint for forming a dye-containing layer on a base sheet and applying an aqueous dispersion for a dye-permeable layer which comprises at least one water dispersible polysiloxane graft polymer which is obtainable by polymerizing (B) 0.05 to 10% by weight of a polymerizable silane compound, (C) 1 to 30% by weight of an unsaturated organic acid and (D) 40 to 97.95 by weight of a monomer which is copolymerizable with the silane compound (B) and the unsaturated organic acid (C) in the presence of (A) 1 to 20% by weight of a polysiloxane having terminal hydroxyl groups (provided that the total of the components (A), (B), (C) and (D) is 100% by we an organic solvent except an alcohol or at least one salt of said graft polymer with a base.
5. The method according to claim 4, wherein said salt is obtainable by reacting the polysiloxane graft polymer with a base of 20 to 200% by mole based on acidic groups contained in the polysiloxane graft polymer.
6. The method according to claim 4, wherein said aqueous dispersion for the dye-permeable layer further comprises a cross linking agent.
|
C# deserialize selected properties in json
Given the following JSON
{
"enabled": true,
"name": "Name",
"description": "Test",
"rules": [
{
"propA": "a",
"propB": "b"
}
]
}
Is it possible in C# to deserialize on selected properties based on an input list:
var propertiesToInclude = new List<string> { "description", "rules.PropA" };
The example json is a simplified example, the real one can contain hundred of properties. The use case is to only return the fields that matches the input list in a dynamic or anonymous object and discard the other properties.
Why would you only deserialize selected fields? You could also just deserialize the entire object into a DTO and then select the data you need from it at runtime
There is no rules.PropA there is only rules[x].PropA because rules is an array ... also deserialize to what?
You could potentially pull out individual values from the json based on a list of inputs if that's what you mean? Depending on how dynamic the json is you might need to make it recursive.
using Newtonsoft.Json.Linq;
var propertiesToInclude = new List<string> { "description", "rules.PropA" };
var splitted = propertiesToInclude.SelectMany(x => x.Split('.'));
string text = File.ReadAllText("test.json");
var json = JToken.Parse(text);
Process(json);
Console.WriteLine(json);
void Process(JToken token)
{
if (token is JObject jObject)
{
jObject.Properties()
.Where(x => !splitted.Contains(x.Name, StringComparer.OrdinalIgnoreCase))
.ToList()
.ForEach(x => x.Remove());
foreach (var x in jObject)
Process(x.Value);
}
else if (token is JArray jArray)
{
foreach (var x in jArray)
Process(x);
}
}
This code on the data shown will give the desired result.
The output is a JToken object containing the desired properties.
However, I used a simple search for all occurrences of names in a splited array. This will give false positives if, for example, the root object contains the propA property or the object in the array contains the description property.
To avoid this, you need to compare the JToken.Path property with the propertiesToInclude elements, taking into account the depth.
|
Fabian Ware
Early life
First World War
War Graves Commission
Awards
* CMG in 1917
* CB in 1919
* KBE in 1920
* KCVO in 1922
* Chevalier and later a grand officer of the Legion of Honour
* Croix de guerre
* Commander of the Order of the Crown of Belgium
* honorary LLD (1929) of the University of Aberdeen
|
module.exports = function(deployer) {
//var deployerAccount = 0xe405a5e9d87bc7ef7e95c0f13e92d7af12fc7639
var deployerAccount = "0xbba13dcdc75669ee4788e9c206258ba7ccdd53dd";
deployer.deploy(Migrations, {from: deployerAccount, gas: 3000000});
deployer.deploy(PromissoryToken, deployerAccount, 10,
{from: deployerAccount, gas: 3000000}).then(function() {
try {
PromissoryToken.deployed(); // throws if not deployed
console.log('PromissoryToken deployed');
}
catch(e) {
console.log('PromissoryToken deployment failed.');
}
});
};
|
const lowerCaseObjectKeys = require('./index');
describe('Test', () => {
it('should transform the properties to lowercase and the original does not exist to be different from it.', () => {
const testObject = lowerCaseObjectKeys({ One: 1, TWO: 2 });
expect(testObject.one).toBeDefined();
expect(testObject.two).toBeDefined();
expect(testObject.One).toBeUndefined();
expect(testObject.TWO).toBeUndefined();
});
});
|
create table foo (n int, n2 int, n3 int primary key, s string);
insert into foo values (0, 0, 0, 'abcdefghijklmnopqrstuvwxyz');
insert into foo select 0, n2+1, n3+1, s from foo;
insert into foo select 0, n2+2, n3+2, s from foo;
insert into foo select 0, n2+4, n3+4, s from foo;
insert into foo select 0, n2+8, n3+8, s from foo;
insert into foo select 0, n2+16, n3+16, s from foo;
insert into foo select 0, n2+32, n3+32, s from foo;
insert into foo select 0, n2+64, n3+64, s from foo;
insert into foo select 0, n2+128, n3+128, s from foo;
insert into foo select 0, n2+256, n3+256, s from foo;
insert into foo select 0, n2+512, n3+512, s from foo;
create index idx1 on foo (n, n2, n3);
update statistics on all classes;
--@queryplan
select /*+ RECOMPILE */ * from foo where n2 in (0, 1) order by 1,2;
--@queryplan
select /*+ RECOMPILE */ * from foo where n2 in (0, 1) using index idx1 order by 1,2;
--@queryplan
select /*+ RECOMPILE NO_INDEX_SS */ * from foo where n2 in (0, 1) order by 1,2;
--@queryplan
select /*+ RECOMPILE INDEX_SS */ * from foo where n2 in (0, 1) using index idx1 order by 1,2; -- Q4: do index skip scan
--@queryplan
select /*+ RECOMPILE NO_INDEX_SS INDEX_SS */ * from foo where n2 in (0, 1) using index idx1 order by 1,2;
--@queryplan
select /*+ RECOMPILE INDEX_SS NO_INDEX_SS */ * from foo where n2 in (0, 1) using index idx1 order by 1,2;
--@queryplan
select /*+ RECOMPILE NO_INDEX_SS */ n,n2 from foo where n=0 and n2 in (0, 1) order by 1,2;
create view v1 as select /*+ RECOMPILE INDEX_SS */ * from foo where n2 in (0, 1) using index idx1;
--@queryplan
select /*+ recompile index_ss */ * from v1 order by 1,2;
--@queryplan
select /*+ recompile no_index_ss */ * from v1 order by 1,2;
drop view v1;
create view v1 as select /*+ RECOMPILE NO_INDEX_SS */ * from foo where n2 in (0, 1) using index idx1;
--@queryplan
select /*+ recompile index_ss */ * from v1 order by 1,2;
--@queryplan
select /*+ recompile no_index_ss */ * from v1 order by 1,2;
drop view v1;
create view v1 as select * from foo where n2 in (0, 1) using index idx1;
--@queryplan
select /*+ recompile index_ss */ * from v1 order by 1,2;
--@queryplan
select /*+ recompile no_index_ss */ * from v1 order by 1,2;
drop view v1;
$int,$0,$int,$1
select /*+ RECOMPILE INDEX_SS */ * from foo where n2 in (?+1,?+1) order by 1,2;
prepare stmt from 'select /*+ RECOMPILE INDEX_SS */ * from foo where n2 in (?+1,?+1) order by 1,2';
execute stmt using 0,1;
execute stmt using 1,2;
deallocate prepare stmt;
drop table foo;
|
and surround, as it were, each individual cell. Spleen : The bound aries of some of the Malpighian corpuscles are distinct and sharply cut; others show an indistinct limitation, because the small mono nuclear cells forming the follicles are densely infiltrating the neighboring tissues. The pulp spaces are quite indistinct, because they are crowed with cells. Most of these are leucocytes, but in some places red blood corpuscles predominate. All through the pulp spaces of the splenic tissue a fibrin network can be seen. No fibrin, however, is found in the vessels and the network has, of course, no intravascular connection. Here and there one can see the fibrin threads take their origin from leucocytes. Plague bacilli are present in large numbers. Kidneys: The glomeruli do not show any marked changes, but the capillaries of the tufts are greatly engorged with blood. In general all renal vessels, par ticularly the capillaries and the smaller veins, are much engorged. In a few places, near the capsule, smalls areas of blood extravasation are encountered; however, none are found at a distance from the surface. The epithelium of the convoluted tubules shows consider able cloudy swelling and also more profound degeneration, with complete loss of nuclei. The tubular lumina are generally filled with more or less granular detritus. Few, and not greatly advanced, changes are seen in the straight tubules. No bacilli are seen in sections from the kidneys. All parenchyma cells of the liver are in an advanced stage of fatty degeneration and their nuclei are either poorly or not at all stained. Aside from this degeneration the hepatic tissue shows no marked changes. Sections from the lungs present greatly engorged capillaries; the alveoli are partly filled with desquamated epithelia, red blood corpuscles, and a granular detritus. Plague bacilli are not found. In the gastric mucosa the intergiandular capillaries are much enlarged and free blood is found between the glands up to the very uppermost strata. However, no blood is seen on the free surface of the mucosa.
Case No. 6. Right Inguinal Bubo.
[Necropsy Protocol No. 998. Post-mortem examination performed on July 3, 1904, twelve to eighteen hours after death, upon the body of V. D., from 17 Azcarraga Street, Tondo ; a male Filipino 17 years old.]
Post-mortem rigidity is not well marked;. it has evidently begun to disappear. Post-mortem lividity is noticeable over dependent parts of the body. The integument, particularly around the chest, the neck, and the face is quite cyanotic. The right inguinal glands.
|
User:Acolin25/sandbox
Established in 1982, City Harvest is a non-profit charity and is the world’s first food rescue organization. It is dedicated to feeding the hungry people in New York City, New York.
About City Harvest
In addition to directly supplying food to the hungry, City Harvest takes the initiative to also educate low-income groups about diseases correlated with malnutrition in an attempt to improve the quality of their lives. In conjunction with education, City Harvest aims to target local farmers to donate nutritious foods for the hungry while simultaneously supporting their businesses financially. Furthermore, this year City Harvest "will collect more than 42 million pounds of excess food."
People
Involved with City Harvest since 2004, Jilly Stephens is the Executive Director that focuses on providing fresh produce to the many hungry people that depend on City Harvests to eat. She played a big role in an additional development in the nutritional education that City Harvest's offers. Jilly helped launch Fruit Bowl, a program that continually provides fresh fruit to preschoolers. Currently VP of Program and the former VP of Operation Jennifer McLean is key contributor to expanding City Harvest's nutritional education program.
Mission Statement
"City Harvest exists to end hunger in communities throughout New York City. We do this through food rescue and distribution, education, and other practical, innovative solutions.”
Recognition
“Currently, [City Harvest’s] cost to deliver a pound of food is just 25 cents, making City Harvest a smart, simple solution to ending hunger in New York City. City Harvest is one of three New York nonprofit organizations recognized by the 2011 The New York Times Company Nonprofit Excellence Awards for outstanding management practices. [They] have also been awarded four stars from Charity Navigator, the highest ranking possible, and [they] meet all Better Business Bureau Standards for Charity Accountability.”
Selected Past Events
* City Harvest Announced their five-year $30 million campaign (April 23, 2012)
* “Annual feed the kids food drive” (May 13, 2012) City Harvest partnered up with other organizations to feed the kids New York City in efforts
* The “Evening of Practical Magic” is an event hosted annually by City Harvest. Last year on August 24, 2011 they were able to raise $2 million (August 24, 2012). Hosted on 42nd street of New York City, this event serves as tribute to the people who have been very dedicated to donating to City Harvest. 100% of profits earned during this evening go directly to City Harvest
* The Starr Foundation partnered with City Harvest by donating $50,000 to help C.H.I.P.S. - a volunteer based soup kitchen in November 2012.
Selected Future Events
* 19th annual “Evening of Practical Magic” (Friday, April 26, 2013)
* "On Your Plate" (Wednesday, May 1, 2013) will be their 9th annual luncheon to honor and commemorate City Harvest
* "Summer In The City" (Wednesday, June 19, 2013) 30 chefs cook first rate culinary samples. There is a silent auction while people walk around to taste the samples and enjoy live karaoke.
Media Coverage
* This video from 2011 shows City Harvest obtaining a 1400-pound pumpkin in efforts to feed the hungry for Thanksgiving. Chefs volunteered their time to carve this large pumpkin into more manageable pieces and cooked it into a variety of delicious dishes.
Partnership
A past partnership that City Harvest did was with Kawasaki Motors Corporation in which they donated two of the newest Kawasaki Ninja motorcycles to auction off and raise money for their charity. The funds raised will help feed hundred of thousands of people in the New York City area. City Harvest's director of corporate partnerships, Robyn Stein, states that this same event in 2011 brought in more than 900 people and helped raise over $1 million for their charity. City Harvest also has an important partnership with The New York Mets. The Mets have previously helped City Harvest hold a food drive at Citi Field. Fans that participated by donating ten items or more of perishable canned foods were given one pair of tickets to a Mets game. Fans also received discounts off selected items from the Mets Team Store at Citi Field. Even more recently, City Harvest partnered with Wisconsin potato farmers who donated 80,000 pounds of spuds in efforts to help feed a large number of people who were affected by Hurricane Sandy in late October. To help this partnership a number of companies helped cover shipping costs including, Ansay and Associates, Neenah; Grace Fellowship, Bryant; the Wisconsin Potato and Vegetable Growers Associated (WPVGA), Antigo; and Sowinski Trucking LLC; Rhinelander.
Careers
Currently, City Harvest is hiring for the following positions:
* Associate Direct, Transportation
* Transportation Supervisor
* Benefit Analyst
* Epidemiologist- Data Analyst
* Major and Plan giving Manager
* Senior Application Developer
* Cooking Matters AmeriCorps Member
* Partnerships Intern
Social Media
* Facebook: http://www.facebook.com/CityHarvestNYC
* Twitter: https://twitter.com/CityHarvest
|
# Draw Mask Under Selection [](https://figma.com/community/plugin/806532458729477508/Draw-Mask-Under-Selection) [](https://npmjs.com/package/figma-draw-mask-under-selection)
> A Figma plugin to draw a mask under the selection
[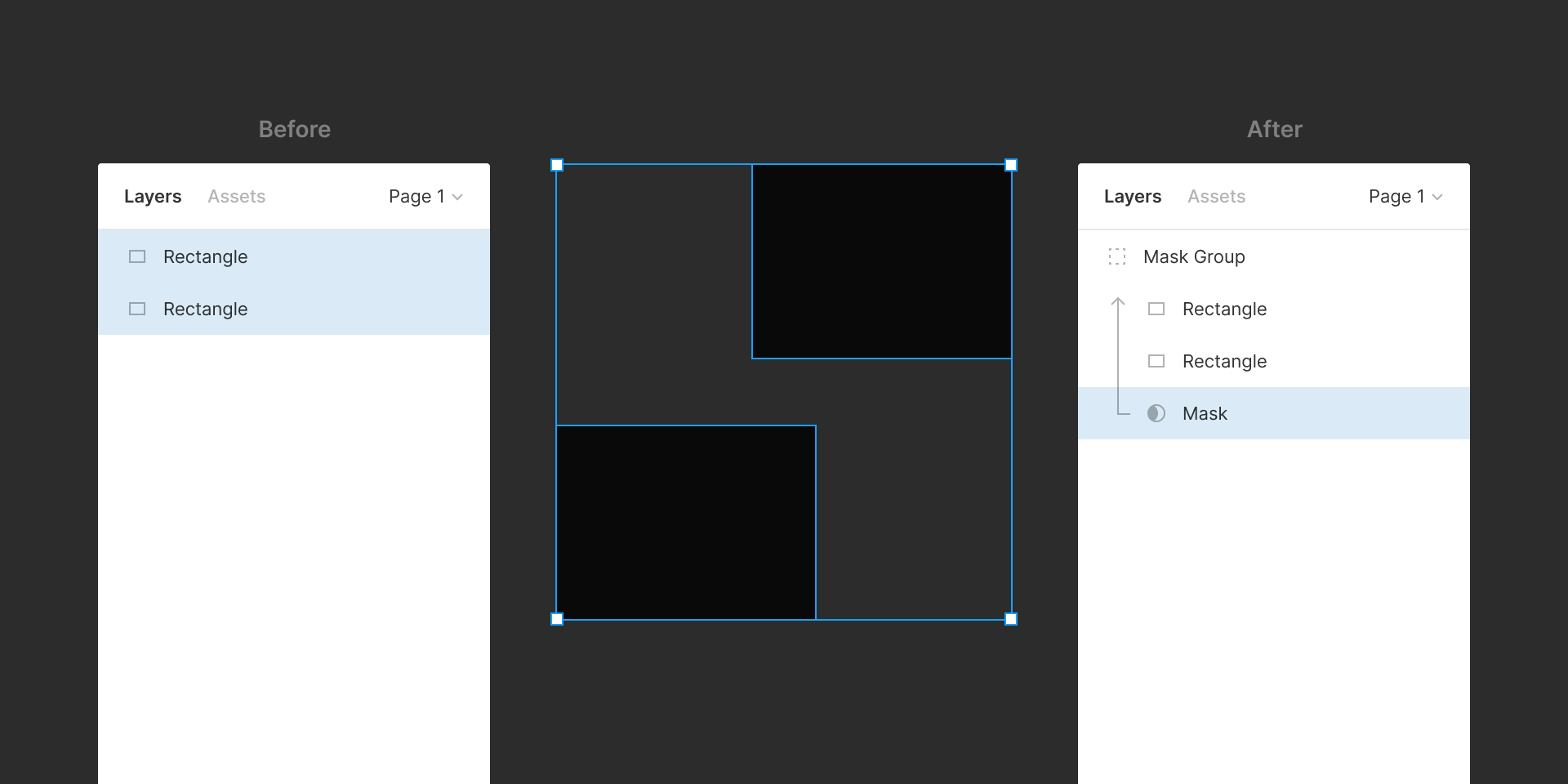](https://figma.com/community/plugin/806532458729477508/Draw-Mask-Under-Selection)
`crop` `layers` `mask`
## Commands
### Draw Mask Under Selection
Draws a mask under the selected layers, and creates a group containing the selected layers and the mask. Useful for quickly cropping your selection.
## License
[MIT](/LICENSE.md)
|
/**
<div>
<ul class="pagination">
<li class="disabled">
<a href="#">
<i class="ace-icon fa fa-angle-double-left"></i>
</a>
</li>
<li class="active"><a href="#">1</a></li>
<li><a href="#">2</a></li>
......
<li><a href="#">5</a></li>
<li>
<a href="#">
<i class="ace-icon fa fa-angle-double-right"></i>
</a>
</li>
</ul>
</div>
*/
algz.page({
render:''
})
function page(option){
if(option.render==null){
return alert('必须设置render');
};
var defaultOption={
render:option.render,
// 每页显示的数目
show_per_page:10,
// 获取话题数据的数量
number_of_items : $('#datas').children().size(),
// 计算页数
number_of_pages : Math.ceil(number_of_items / show_per_page)
};
init(defaultOption);
}
/**
* @param {} option
*/
function init(option) {
// 生成分页->上一页
var page_info =
page_info += '<li class="disabled"><a href="#"><i class="ace-icon fa fa-angle-double-left"></i></a></li>'
var current_link = 0;
// 生成分页->页数
while (option.number_of_pages > current_link) {
if (current_link == 5) {
break;
}
page_info += '<li><a href="#">' + (current_link + 1) + '</a></li>'
current_link++;
}
// 生成分页->下一页
page_info += '<li><a href="#"><i class="ace-icon fa fa-angle-double-right"></i></a></li>'
// 设置隐藏域默认值
// $('#current_page').val(0);
// $('#show_per_page').val(show_per_page);
// 加载分页
// $('.pagination').html(page_info);
var el = option.render || '.pagination'
$(el).html(page_info);
// 生成分页->左侧总数
//$("#data-total-page").html(show_per_page + "条/页,共" + number_of_pages + "页")
// 激活第一页,使得显示第一页
//$('#data-pagination li').eq(1).addClass('active');
// 隐藏该对象下面的所有子元素
//$('#datas').children().css('display', 'none');
// 显示第n(show_per_page)元素
//$('#datas').children().slice(0, show_per_page).css('display','inline-block');
}
// 上一页
function previous(){
// 当前页-1
new_page = parseInt($('#current_page').val()) - 1;
go_to_page(new_page);
}
// 下一页
function next(){
// 当前页+1
new_page = parseInt($('#current_page').val()) + 1;
go_to_page(new_page);
}
//跳转某一页
function go_to_page(page_num){
$('.page_link[longdesc=' + page_num +']').parent().addClass('active').siblings('.active').removeClass('active');
//获取隐藏域中页数大小(每页多少条数据)
var show_per_page = parseInt($('#show_per_page').val());
//得到元素从哪里开始的片数(点击页 * 页大小)如点击第5页,5条/页。则开始为25
start_from = page_num * show_per_page;
//得到结束片的元素数量,如果开始为25,5条/页,则结束为30
end_on = start_from + show_per_page;
//隐藏所有子div元素的内容,显示具体片数据,如显示25~30
$('#datas').children().css('display', 'none').slice(start_from, end_on).css('display', 'inline-block');
//每页显示的数目
var show_per_page = 10;
//获取总数据的数量
var number_of_items = $('#datas').children().size();
//计算页数
var number_of_pages = Math.ceil(number_of_items/show_per_page);
//在页数区域内则做页偏移
if( (page_num >= 2) && (page_num <= (number_of_pages - 3)) ){
//生成分页->上一页
var page_info = '<li><a class="previous_link" href="javascript:previous();">«</a></li>';
var p = page_num;
var i = page_num - 2;
var j = page_num + 2;
//生成分页->前2页
while(page_num > i){
page_info += '<li><a class="page_link" href="javascript:go_to_page(' + i +')" longdesc="' + i +'">'+ (i + 1) +'</a></li>';
i++;
}
//生成分页->当前页
page_info += '<li><a class="page_link" href="javascript:go_to_page(' + page_num +')" longdesc="' + page_num +'">'+ (page_num + 1) +'</a></li>';
//生成分页->后2页
while(p < j){
if(p == number_of_pages){
break;
}
page_info += '<li><a class="page_link" href="javascript:go_to_page(' + (p + 1) +')" longdesc="' + (p + 1) +'">'+ (p + 2) +'</a></li>';
p++;
}
//生成分页->下一页
page_info += '<li><a class="next_link" href="javascript:next();">»</a></li>';
//加载分页
$('.pagination').html(page_info);
$('.page_link[longdesc=' + page_num +']').parent().addClass('active').siblings('.active').removeClass('active');
}
else{ //否则不偏移
//激活某一页,使得显示某一页
$('.page_link[longdesc=' + page_num +']').parent().addClass('active').siblings('.active').removeClass('active');
}
//更新隐藏域中当前页
$('#current_page').val(page_num);
}
}
|
BIRD PARADISE 249
have occasion to note it down. My black cap friends have no knowledge, I believe, of any other manners but those that are recorded in the book of life. If behavior carries the birds safely within the house beautiful then chickadee has nothing to fear. Among the saints of the bird host these little fellows rank high ; in fact I see no way they can be outranked. Their winter cottages are nicely located in the hollow of a sheltering tree, and in the cold season of the year they have few enemies to trouble them. Sometimes several of the little feljows occupy a single cottage — a stroke of wisdom that enhances the comfort of the com mon house wonderfully. In the thicker part of the old swamp these chickadee homes appear, and sometimes when I drop in upon them the entire village comes out to greet me.
I have watched a little lately expecting some winter visitors from the Arctic regions. One of the most lively and cordial of them all is the lit tle pine siskin or pine-finch as it is sometimes called. They are not regular visitors to our lo cality, but I see them nearly every winter. As the name indicates they are lovers of the ever greens and spend most of their time in the pines
|
[New Port Request] opencore-amr
Library name:
opencore-amr
Library description:
Library of OpenCORE Framework implementation of Adaptive Multi Rate Narrowband and Wideband (AMR-NB and AMR-WB) speech codec. Library of VisualOn implementation of Adaptive Multi Rate Wideband (AMR-WB) encoder and Advanced Audio Coding (AAC) encoder. Modified library of Fraunhofer AAC decoder and encoder.
Source repository URL:
https://sourceforge.net/projects/opencore-amr/
Project homepage (if different from the source repository):
Anything else that is useful to know when adding (such as optional features the library may have that should be included):
vo-aacenc
vo-amrwbenc
ping 😄
If you wish to add this port in the future, you can reopen this issue, but we're closing it for now.
|
using System.Linq;
using System;
using Microsoft.AspNetCore.Mvc;
using CourseLibrary.API.Services;
using CourseLibrary.API.Models;
using CourseLibrary.API.Entities;
using CourseLibrary.API.Helpers;
using AutoMapper;
using System.Collections.Generic;
namespace Pluralsight.Api.Controllers{
[Route("api/[controller]")]
[ApiController]
public class AuthorsCollectionController : ControllerBase{
private readonly ICourseLibraryRepository repository;
private readonly IMapper mapper;
public AuthorsCollectionController(ICourseLibraryRepository _repository,
IMapper _mapper)
{
this.repository = _repository ?? throw new NullReferenceException(nameof(_repository));
this.mapper = _mapper ?? throw new NullReferenceException(nameof(_mapper));
}
[HttpGet("({ids})", Name="GetAuthorCollection")]
public IActionResult GetAuthorCollection([FromRoute] [ModelBinder(BinderType = typeof(ArrayModelBinder))] IEnumerable<Guid> ids){
if(ids == null){
return BadRequest();
}
var authorEntities = repository.GetAuthors(ids);
if(ids.Count() != authorEntities.Count()){
return NotFound();
}
var authorsToReturn = mapper.Map<IEnumerable<AuthorDto>>(authorEntities);
return Ok(authorsToReturn);
}
[HttpPost]
public ActionResult<IEnumerable<AuthorDto>> CreateAuthors(IEnumerable<AuthorForCreationDto> authorsForCreation){
var authors = mapper.Map<IEnumerable<Author>>(authorsForCreation);
foreach(var author in authors){
repository.AddAuthor(author);
}
repository.Save();
var authorsToReturn = mapper.Map<IEnumerable<AuthorDto>>(authors);
var idsAsString = string.Join(",", authorsToReturn.Select(a => a.Id));
return CreatedAtRoute("GetAuthorCollection", new { ids = idsAsString }, authorsToReturn);
}
}
}
|
<EMAIL_ADDRESS>
Well that's a bit silly. Are you scared of Judith?
of "University of Cambridge" fame?
* Dr* Raven eh? Ha ha! Is that like "Dr" Martin Dann? Or Alan Braggins
> Others have not mentioned you either.
> There is no big plot.
I never said there was. But he is a shit-stirrer.
|
agency for the sale of Schultze gunpowder at No. 8 Mur ray street, New York, as will fee seen from your adver tising columns; and all necessary information as to load ing, etc., will be gladly offered. It may be, however, as well in general terms to give a few simple rules for the loading of Schultze, so as to give satisfaction. Too large a charge should not be used; 3drs. (42grs. by weight), in a 12-bore, and 4drs. (56grs. by weight), in a 10-bore are good charges and generally sufficient. Load exactly as with black, placing a tight-fitting card or cloth wad over the powder, seating it firinly. Do not ram the powder. Allow sufficient shell for a fair crimping in, but not too much. By following these rules, cartridges will be loaded to give the excellent' results arrived at by the large Eng lish cartridge loaders, whose Schultze cartridges now bear a large proportion to the black cartridges issued, and are used by the bulk of the customers of the chief houses in London and Birmingham, with entire and growing sat isfaction.
Schultze gunpowder is issued of one density and strength, exactly one-half density and fully double strength of black No. 4, so for use take one-half by weight or equal in measure to the charge of black No. 4.
SHOOTING NOTES.
HHHERE is a big crop of quail and some partridges -I (ruff ed grouse) in the vicinity of Green Pond, Morris county, N, J. The abundance of quail is due to the con stant re-stocking of the perserve owned by Mr. Kinney, of cigarette fame, which is located not far distant. Mr. Kinney also planted some English partridges on his place, several of which have been recently killed by local gunners.
Samuel Castles and Charles Hedden, of Newark, shot a few hours at Pine Brook, N. J. , one day last week. They moved six snipe and two or three woodcock on the flats; and got several of them.
There are quite a number of quail on Bradford and Upshur Necks in Accomac county, Va., but land owners will not allow strangers the privilege of shooting, and save the birds for their friends. Before the New York, Philadelphia and Norfolk Railroad made its ways down the eastern peninsula, this was the choice shooting ground of Bob Robinson and Ben West, of Brooklyn; the late Frank Palmer and the late Ben DeForest, and William Parks of this city. In those days thirty-five quail could be killed by one gmi every day.
The Doughty boys on Hog Island, Va., are making preparations for a big season. There are more blinds stuck tins season in the Virginia broad waters than ever before known. Already the ducks have begun to come. Some one is baiting for black ducks hi Cherry Creek Harbor, and as several strange boats have been noticed off Brant Hill, it is thought the Maryland night shooters contemplate a raid on the fowl, prior to working their way south. I have seen these fellows following their nefarious calling several times, and have seen how dis astrous night shooting is in it's effect to drive away fowl. The Hog Islanders are wild on the subject and threaten all sorts of things if they catch the "night shooters." It is my private opinion, publicly expressed, that they need not go far from home to catch some of the culprits who are engaged in the same low-lived business. I have seen some remarkable looking reflectors in several of the houses on the island.
It is rather unusual at this time of year to see so many jack curlew and willet as are now congregated on the bald marshes off the coast of Accomac county, Va. They make morning and evening trading flights, going north at daylight and returning about sundown. There are also some sandpipers and black-breast plover on the shoals at low tide, with which the oyster rocks are crowded at rising tides. Occasionally a flock of sickle bill curlews string their way across the sinks to some favorite muddy creek bank in some wild and secluded marsh. As a rule the birds are wild and pay but little attention to stools. Two friends of mine have just re turned from Burton's Bay, and they did not average over fifty birds a day between them. This is bad work for these marshes, and I have done much better myself in the same place in the dead of winter, when the majority of the birds had moved south. I remember seeing on Dec. 14,1881, the day before the big freeze, more curlews and willet on Trout Channel Marsh than I have ever seen before or since in all my travels. It was too cold to lay in a bat tery, and I went on the marsh to walk black ducks up out of the little drains. The tide came up very high toward night and all the oyster rocks and bars were sub merged. Birds coming from northean marshes began to collect on the big bald marsh. They were very restless and circled over the marsh in immense flocks. At last they all got together in one big gang, which, in the dis tance, looked like the rising of a great sea fog. The flock was over two miles in length. Capt. John Ed. Mears, of Locust Mount, was with me, and although a gunner for many years on these waters, he never saw the like. One tail end of the flock swept by Bill Doughty, who was in his blind brant shooting, and he killed forty-four curlew out of the gang with his big 201b. goose gun.
A little boy, name unknown, sold a woodcock to a friend of mine up in Rockland county the other day that had. but one leg. People wbose business it is to know where birds' legs ought to grow say the bird never had but one, the other was probably lost in the shuffle. I wanted my friend to allow me to publish his name and full particulars, but he was afraid, so he said, of having the boys down in the street get on to the story, and being called the "one-leg woodcock" by them for some time to come. This woodcock freak reminds me of the three-legged one now in the possession of John Suther land in Liberty street. It was shot some six years ago in Westchester county, N. Y. Unfortunately the bird was picked before the extra leg was discovered. It was attached to the bird near its vent. Instead of having four toes, three front ones and one hind one, as is cus tomary with all well regulated woodcock, it had an ad ditional toe in front. The nails on the toes of the extra leg were half an inch in length. Mr. Sutherland has the bird preserved in spirits. ,
The Chesapeake Bay duck shooting this season promises to be unusally good. From Havre de Grace I learn that there are a great many redheads and canvasbacks bedded on the fiats. There is an abundance of feed, so that by the first of November when the season opens the lucky
FOREST AND STREAM.
ones who own rigs in these waters will have some birds to shoot at. It is a great misfortune that the fine shooting of the upper Chesapeake should be so much disturbed by night gunners. In spite of what every one says to the contrary, I know there are big-guns at this time not far from Spesutia Island. It's about time the. owners of the ducking shores made another raid.
It is not very often that Long Island affords good Eng lish snipe shooting, but on Saturday last a friend of mine killed eighteen birds in one cornfield adjoining Mecock Bay, near Bridgehampton.
On Friday last there was a big flight of yelpers in Shin necock Bay and Moriches; about 200 of these birds came to the Robbins hi Fulton Market.
There are plenty of woodcock now in Connecticut, while the crop of grouse in Rockland and Green counties, in this State, seems to be even larger than was first antici pated.
New York, Oct. 17.
Connecticut Snaring amd Exporting. — Hartford, Conn., Oct. 14. — Editor Forest and Stream: Are there any sportsmen in New London county, Conn, , who will try to punish the violators of game laws? One party attempted to ship some ruffed grouse from Hadlyme. Conn. , the last of September and was caught at it, and I have been trying ever since to find some one who will try the case. The violating being in New London county, I am handicapped. In 1883 the following law was enacted: "Sec. 1. The selectmen of every town shall appoint two or more persons to be game wardens, who shall assist in detecting and prosecuting offenses against the game laws, and shall be paid the same fees allowed grand jurors in criminal cases. Sec. 2. Game wardens shall hold their offices for the term of two years from the date of then appointment, and shall have the same powers as other officers to arrest for the violation of any law relating to game." Now snared birds are be ing shipped from New Haven, Stafford Springs, New London, Stamford and other towns, and nothing is done. We have a law prohibiting carrying gsme out of the State. If you know of any game wardens outside of Hartford, kindly give me their address. Since my appointment (about six weeks ago) I have had several letters from weak-kneed milk-and-water sportsmen, who say Mr. A. and B. are selling birds out of season, but "don't you mention my name, I will help you all I can." If you can assist me in finding out how a person can be prosecuted in New London county, Conn., it will oblige me, and any sportsman in this State that wishes to co operate with me in trying to enforce our game laws kindly write me. — A. C. Collins, Game Warden.
Possession of Venison in November. — Norristown, Pa., Oct. 17. — In your issue of the Gth inst., I read the law about deer and elk. What is meant by "No person shall kill * * * any wild deer, save only from the first day of October * * * to the fifteenth day of December * * *. and no person shall have in his or her possession or offer for sale * * * deer, save only from the first day of October to the thirtieth day of November." I cannot understand why we are allowed to shoot deer for fifteen days and yet dare not have them in possession? — Roujsd Knob. [The law as printed in the Forest and Stream was credited to the pamphlet com pilation prepared by direction of the Legislature, For the printers convenience we used also as copy the law as printed in the Pennsylvania Fish Commission report. The word "November" is there given, but it must be a misprint for December, since in the pamphlet the last month is named.}
Cape Cod, Mass., Oct. 10. — The prospect for quail shoot ing in this part of Massachusetts is good. Quail have bred well, but there are many broods of young scarcely able to fly; in fact, I think there is an unusttal'uumber of small quail this season. A man found a nest" containing ten eggs about Sept. 20, and on looking for the eggs one week later found that all but one had hatched. About Harwich we find as many coveys as usual. Have not heard from lower parts of the Cape. Oct, 8 your 'cor respondent and two gentlemen, who intend to have several weeks' fun with the quail as soon as the law is off, took a few hours' fcranip in the vicinity of Yarmouth to see how birds were in this locality. We found several coveys of large birds and one of very small ones. We also started quite a number of partridg s. The law goes off Saturdays and we expect to be up bright and early ready to give the brown beauties a try. — Chester.
Michigan Wardens. — Central Lake, Antrim County, Mich, Oct. 14. — The Board of Supervisors has allowed the deputy game and fish wardens $2 per day for services rendered the past season. This is gratifying to us, as there was a chance at least that their bills would be thrown out altogether. A good deal of honest work has been done by these gentlemen, and there is evidence of a gradually increasing public sentiment favoring the enforcement of the laws for the better preservation of our fish and game. —Kelpie.
Houlton, Me., Oct. 13.— J. H. Carlisle, of Houlton, and several other sportsmen of that place, have just re turned from a successful hunt at St. Croix Lake, bringing in the fattest caribou ever seen at that town. A few days since two deer were seen herding with domestic stock within two miles of the center of the city. Some thought less children drove them from the field or the sportsmen would have bagged them. — Warfield.
Woodchucks.— Dryden, N. Y., Oct. 15.— Those Con necticut fellows are "no good," so far as numbers of woodchucks slain are concerned. I have, since the 15th of last April, killed 103. I killed them with 330^rs. lead, thrown with 70grs. of powder from a single-shot Winches ter rifle, ,40-cal., and at from 30 to 175yds. Who can beat it?— O. J. H.
Reelfoot Lake. — The hotel at Reelfoot Lake, Tenn., formerly known as Idlewild, is now the Kentucky Club House, and is open only to members.
and Sullivan.
Fifth District— Seymour C. Armstrong, Riparius, Warren coun ty. District: Counties of Rensselaer, Washington, Saratoga, Warren, and the town of Indian Lake, in Hamilton.
Sixth District— John Liberty, Elizahetktown, Essex county. District: County of Essex, all of Clinton except the towns of Clinton, Elleuburgh and Dannemora; the town of Harrutstowr:, and so much of Brandon and Dickinson, in the county of Frank lin, as lies south of an extension of the northerly line of Harruts town, through the said towns of Brandon and Dickinson to the west branch of the tit. Regis river, and thence to the east line of St. Lawrence county.
Seventh District — Peter R. Leonard, OgdenHburgk, St. Lawrence county. District: AH of the county of St. Lawrence, all of Frank lin except the territory included in district number six, and the towns of Clinton, EJlenburgh and Uaunemora, in CI uton.
Eighth District— Thomas Bradley, Rockwoud, Fulton county. District: The counties of Montgomery and Fulton, and the towns of Wells, Lake Pleasant, Hope, Benson and Arutta, in Hamilton.
Ninth District— John L. Brinkerhoff , Boonville, Oneida county. District: The county of Lewis, all that part of Herkimer lying north of Moose River to the north branch of that stream, and north of the said north branch to the west line of Hamilton county, and the town of Long Lake, Hamilton county.
Tenth District— Nathan C. Phelps, Renisen, Oneida county. District: All of the county of Herkimer lying south of the north line of Moose River to where the north branch enters the main stream, and of the north line of the said branch, and the town of Morehouse, Hamilton county.
Eleventh District— Frederick P. Drew, Washington Mills, Oneida county. District: The counties of Oneida, Otsego, Che nango, Broome, Cortland and Tioga.
Twelfth District— William N. Steele, Clayton, Jefferson county. District: The counties of Jefferson aDd Oswego, except the waters of Oneida Lake in Oneida and Oswego.
Thirteenth District— William H.Lindley, Canastota, Madison county. District: The counties of Madison, Onondaga, Wayne, and the waters of Oneida Lake in Oneida and Oswego.
Fourteenth District— J ohn Sheridan, Penn Yan, Yates county. District: The counties of Cayuga, Seneca, Schuyler, Yates, Che mung, Tompkins, Steuben and Allegany.
another in excited tones.
Pushing off from the yacht, we went ashore in our ten der. At our approach the women and children quietly withdrew, but, womanlike, the curiosity of the former kept them within s ght and hearing. Some of the men i advanced and received us kindly, calling us by the fam iliar name of "brothers." We were struck with their I appearance. The majority of them were of pure Indian I descent, strong, stout, sturdy fellows, with rich brown | complexions, tinged somewhat with yellow, with long, straight, black glossy hah- and broad, strongly-marked features. No admixture of foreign blood has destroyed the splendid native physique of the red man in this local- I ity. They are as they were when, two hundred and fifty I years ago, their forefathers welcomed to their shores the J indomitable Nicolas Denys, the first white man visiting I this region.
curve. The bank on one side is composed of reddish \ clay, is bOft. high and void of vegetation. This is known by the name of Red Bank. Thither, tradition says, the red men of Acadie came ages ago to procure material for
the manufacture of their tumakums (pipes), especially I the calumets or pipes of peace; at lease so said our friend Sak, the Indian philosopher of the party.
|
Thread:<IP_ADDRESS>/@comment-22439-20140107132750
* Wiki-wordmark.png
* Wiki-wordmark.png
Please leave me a message if I can help with anything!
* Knights and Dragons Wiki Main Page
* Staff Membership Requests
* Epic Bosses
* Fusion Armors
* Armors
* Armors
* See what the community is doing
* Get involved with wiki discussions
* Report Spam and Vandalism
* Report Spam and Vandalism
|
Problem: FINAL EXAM Question 1. Daniel Cerone is a television writer and executive producer, he co-created, and developed which American television series ?
A: Constantine
Problem: FINAL EXAM Question 1. The music with which Rihanna spent ten weeks at number one at 2007 in British music charts was part of which album?
A: Good Girl Gone Bad
Problem: FINAL EXAM Question 1. Avenger is a 2006 film starring an actor who played what character in "The Big Lebowski"?
A: The Stranger
Problem: FINAL EXAM Question 1. The Town of Hempstead in New York, United States is in what New York State Senate district?
A:
8th
|
The LAKE WORTH DRAINAGE DISTRICT, Appellant, v. Alfred R. COOPER, Appellee.
No. 73-982.
District Court of Appeal of Florida, Fourth District.
June 28, 1974.
PER CURIAM.
Affirmed.
|
13.—Guat Poh was formerly a tortoise. His special duty was to guard the Imperial Palace. He had ason Han Hun (No. 14) and a daughter Beng Chu (No. 21). Guat Poh was born again as Beng Chu. Stake on Guat Poh, Beng Chu, Han Hun and Pit Taik when you dream of a man with a hat but no coat, a Woman preparing rice, a red objects, money, or alralilos.
|
var chokidar = require('chokidar');
var fs = require('fs');
var path = require('path');
var socket;
var filePurge = {
startWatching: function (io) {
try {
var watcher = chokidar.watch(appRoot + '/public/images', {
usePolling: false,
ignoreInitial: true,
depth: 2,
awaitWriteFinish: true,
ignorePermissionErrors: true,
atomic: true
});
console.log('Started Watching Folder');
watcher.on("add", path => {
console.log(`File ${path} has been added`);
this.startTimer(path);
});
socket = io;
} catch (err) {
console.error(`Error in filePurge: ${err.toString()}`);
}
},
startTimer: function (filePath) {
console.log(`${filePath} is scheduled to be deleted`);
setTimeout(() => {
fs.unlink(filePath, function (err) {
if (err) {
console.log(err);
} else {
console.log(`Deleted file ${filePath}`);
socket.emit('deleteImage', path.basename(filePath));
fs.readdir(path.dirname(filePath), (err, files) => {
if (err) {
console.log(err);
}
if (files.length == 0) {
fs.rmdir(path.dirname(filePath), (err) => {
if (err) {
console.log(err);
}
});
}
});
}
});
}, 300000);
}
};
module.exports = filePurge;
|
// type : LIB
//
/**
* [description]
* @return {[type]} [description]
*/
JMVC.extend('grind', function () {
'use strict';
JMVC.head.addStyle(JMVC.vars.extensions + 'core/lib/grind/grind.min.css');
function render (config, callback, pro) {
var mainTarget = config.target,
gotContent = 'content' in config,
promises = pro || [],
resolve = function () {
promises.length && promises.shift();
if (promises.length === 0) {
if (typeof callback === 'function') {
// prevent inner Grind to call again their root when is a leaf of a
// parent Grind
if (!mainTarget._called) {
callback.call();
mainTarget._called = true;
}
}
}
},
i, l;
if (gotContent) {
config.content.map = {};
config.content.getNode = function (id) {
return id in config.content.map ? config.content.map[id] : false;
};
}
(JMVC.dom.isNode(mainTarget)
? mainTarget
: JMVC.dom.find(mainTarget)).innerHTML = '';
for (i = 0, l = config.content.length; i < l; i++) {
(function recur (item, parent) {
var tag,
j = 0, k, h;
if (!parent) {
parent = (JMVC.dom.isNode(mainTarget)
? mainTarget
: JMVC.dom.find(item.target || mainTarget)
) || document.body;
}
if (item === 'clearer') {
tag = document.createElement('br');
tag.className = 'clearer';
parent.appendChild(tag);
} else {
tag = document.createElement(item.tag || 'div');
if (typeof item.attrs !== 'undefined') {
for (j in item.attrs) {
if (j !== 'class') {
tag.setAttribute(j, item.attrs[j]);
} else {
tag.className = item.attrs[j];
}
}
}
if (typeof item.style !== 'undefined') {
for (j in item.style) {
tag.style[j.replace(/^float$/, 'cssFloat')] = item.style[j];
}
}
if (typeof item.html !== 'undefined') {
tag.innerHTML = item.html;
}
parent.appendChild(tag);
// save a reference back to json
//
item.node = tag;
if (typeof item.cb === 'function') {
tag.promise = JMVC.Promise.create();
tag.promise.then(resolve);
promises.push(tag.promise);
item.cb.call(tag);
}
if (item.content) {
for (k = 0, h = item.content.length; k < h; k++) {
recur(item.content[k], tag);
}
}
if ('grindID' in item) {
config.content.map[item.grindID] = tag;
}
}
})(config.content[i]);
}
!promises.length && resolve();
}
return {
render: function (conf, cb, bodyClass) {
bodyClass && JMVC.dom.addClass(document.body, bodyClass);
render(conf, cb);
},
colorize: function () {
JMVC.head.addStyle(JMVC.vars.extensions + 'core/lib/grind/color.css');
}
};
});
|
Cultivator attachment
y 19, 1931- c. R. BENZEL 1,805,865
CULTIVATOR ATTACHMENT Filed Dec. 23, 1929 Patented May 19, 1931 UNITED: m s
'PATE I CARL n. nnivznt, or GREELEY, oo oa Ano H I GULTIVATOR ATTACHMENT Application filed December 23, 1929. serial m1 416,046.
This invention appertains to farming ma chinery and more partlcularly to a cultivator attachment particularly susceptible for use 1 Another important object of my invention is to provide a cultivator embodying a frame 1 V V one of the penetrating points onithe line 55 for connection with the ordinary cultivator frame having a rotatable axle wlth a plurality of novel ground working discs thereon,
1 the discs having means formed on the periplu eries thereof for cutting and braking the ground upon the entrance thereof into the ground and for breaking and tearing the ground on the exit thereof from the ground.
A further object of my invention is to provide a novel cultivator disc embodying a substantially star shaped body having working blades or teeth on the opposite sides of the points thereof, the blades being bent in opposite direction for the effective working I of the ground both on the entrance and exit of the points into and from the ground.
A further object of my invention .is the provision of novel means for mounting the cutting discs on'the axle whereby the same will be held in proper spaced relation relative to one another, and held against twisting movement.
A still further object of my. invention is to provide an improved attachment for cultivators of the above character, which is durable and efficient in use, one that 18 simple and easy to manufacture, and one which can be placed upon the market and incorporated with a conventional cultivator frame at a low cost. h With these and other objects in View, the invention conslsts 1n the novel construct lon,
arrangement and formation of'parts as will D be hereinafter more speclfically described,
trating vin detail one: of my improved penetratin'gg points showing-the oppositely ex: tending cutting blades. v V
Figure 7' is a fragmentaryside elevation prises the atta ching 12 and the connecting bight or cross bar por claimed, and illustrated in the accompany ing drawings,'in which drawings p Figure 1 is a side elevat on of my improved cultivator attachment. I
Figure 2 is a horizontal section through the same taken on the line 2-2 ofFigurel;
looking-in the direction of the arrows.
NT OFFI E] "Figure 3 is a fragmentary edge view of 7 one of the cultivator blades or discs showing one of the novel penetrating points 7 carried thereby Figure dis a' detail sectionrtaken on the line 4-4 of Figure 1 looking in the direction of the arrows illus'tratingone of my n6vel penetrating points. I v .1. 4 Figure5fis a detail section-taken through off Figure 1 looking in the direction' of the arrows and showing the oppositely bent wings formed on the opposite sides ofthe points, and Figure fi is of one of the-cultivator discs or; blades ill usa fragmentary side elevation of one of the cultivator discs or blades illus v trating in detail'a modified form "of the discs in which? the penetrating point is made detachable from the-body of the disc. Referring tothe drawings in detail, wherein similar reference characters designate corresponding parts throughout the several views, the :letter A generally indicates my improved-cultivator attachment which com frame. 5, .whichcan be of. a substantially'U Shape in plan. *This atta ching frame includes'the side legs i-l l and tions'12 to which canbe connected the at-.
ta ching'foot 14 for connection withthe cul- 1 I tivator frame (not shown) The ends of-the" l legs or side bars Hand .12 support bearings 15 for the reception ofthe axle or shaft 16. Mounted for rotary movement with the axle .or'shaft 16' are my-t novel cultivator discs'or blades 17 and :it is to. be noted that these blades or discs 17 are uniformly spaced The bearings 15 carried bythe atta ching frame 1 are arranged inward of the terminals of the axle and thus intermediate discs or cultivator blades are provided between the arms or side bars 11 and 12 and end discs or cultivator blades are provided on each side of the side bars 11 and 12.
These discs 17 can be considered as of a star shape'in that their peripheries are provided with a plurality of radially extending ground penetrating working points 18. Each of these points adjacent'to the outer end thereof are provided on their opposite sides with cutting blades 19 and 20. These blades 19 and 20 are bent laterally in opposite directions from the faces of the disc, so as to permit the cutting and the tearing of the ground both on the entrance and exit'of the points into and out of the ground.
The discs 17 are mounted on the axle in a novel manner and it is to be noted that between e'ach of the discs I employ hub sleeves 21. The outer ends of the hub sleeves 21 are provided with enlarged bearing ends 22 for engaging the opposite face of the discs while the meeting ends of the hub sleeves receive a wear washer 23 therebetween. The discs andthe hub sleeves are held on the axle for rotation therewith by the use of suitable keys 23, as shown, but other similar holding means can be employed. It is to also be noted that I provide relatively short bearing sleeves 25 for the discs between the discs and the bearings 15 and the terminals of the axle or shaft 16 can be threaded for the reception of the cap nuts '25 which hold the parts in assembled position.
It is obvious that more or less of my discs 17 can be employed according to the character of the cultivator machine with which the attachment is used and according to the width of the rows, and that more than one gang of my discs can be used on one cultivator machine. V
As shown in Figure 70f the drawings, the penetrating points may be made detachable from the body portion of the disc or'blade and as shown, the penetrating points 18, in
this instance, include atta ching body portions 30 which can be bolted or otherwise se- (ciured as at 31 to the body portion 17 of the ISC.
ing an atta ching frame, an axle on said frame, a plurality of spaced ground working discs on the axle, radially extending peripheral ground penetrating points on the discs, and oppositely extending blades formed on the sides of each penetrating point and extending laterally in opposite directions from the opposite faces of the discs.
3. A cultivator disc comprising a flat body having a plurality of peripheral radially extending penetrating ground points, blades formed on the opposite sides of the points, said blades being strucklaterally in oppo- 7 site directions from the opposite sides of the body.
In testimony whereof I affix my signature.
' v CARL R. BENZEL.
Changes in details maybe made without the axle for movement therewith, a plurality V of radially extending ground penetrating points on the periphery of each disc, and ground working blades carried by the opposite sides of each point. v
2. attachment for Cultivators comprisinc
|
Why was the conversion factor of the metric unit bar chosen the way it was?
The unit bar for pressure is clearly a metric unit, but its order of magnitude is a bit strange. In the centimeter–gram–second system of units we have:
1 bar = 1 000 000 baryes = 1 000 000 dyn/cm²
so the bar is not "coherent" with this system (the factor is not one). Also in the meter–kilogram–second (and SI) system we get:
1 bar = 100 000 pascals = 100 000 N/m²
while in the meter–tonne–second system:
1 bar = 100 pièzes = 100 sn/m²
So my question is simply, where does the conversion factor for bar come from, since it seems to not fit into usual systems? According to the Wikipedia article bar this unit was created already in 1909 by British meteorologist Shaw, but not much detail is provided.
Maybe the factor was simply chosen as the power of ten making the unit closest to the atmospherical pressure at sea level (which is 1.01325 bar by convention, and close to 1.01 bar on average)?
In 1888, a committee of the British Association proposed the name barad for 1 dyne per cm2. In 1900, a congress of physicists recommended the name 'barye' for 1 dyne per cm2, although the original proposal was to use it for 1 megadyne per cm2. In 1903 Richards and Kennely shortened the unit name to bar. Many meteorologists kept using to the old non-CGS pressure units, mm Hg and atmosphere.
Bjerknes was the first influential meteorologist/oceanographer to adopt the CGS system, but he redefined the bar to 1 megadyne per cm2. Consequently, 1 bar was conveniently close to 1 atmosphere.
This is a good answer, and I have "accepted" it. However, it would be even better if you could include your sources, i.e. where did you obtain this information?
My source is an article by Charles F. Marvin in the Monthly Weather Review from 1918, titled nomenclature of the unit of absolute pressure. It contains Bjerknes’ own account of the origin of the unit.
Thank you very much. I shall give the "blame" to V. Bjerknes and J. W. Sandström, then.
The $\text{pascal}$ seems of a much later date than the $\text{bar}$. In fact, it seems that, at some time, the $\text{bar}$ was adjusted a bit away from the average air pressure on earth (its originally intended definition), to get it "in line" with the SI units, and therefore also with the new or later $1~\text{Pa}=1~{\text{kg}\over\text{m}\cdot\text{s}^2}$.
Meteorologists worldwide have for a long time measured atmospheric pressure in bars, which was originally equivalent to the average air pressure on Earth [...]. After the introduction of SI units, many preferred to preserve the customary pressure figures. Consequently, the bar was redefined as 100,000 pascals, which is only slightly lower than standard air pressure on Earth. [My emphasis.]
Pascal (unit)
As noted in the comments below, this answer (and, perhaps, the Wikipedia quote) might or might not stand up to scrutiny. Further digging in history seems necessary, but I dug a bit and can't find anything really substantiating this reading. However, I also didn't find anything conclusively and explicitly pointing towards a different reading (i.e., that the magnitude of the $\text{bar}$ is the same now as it was when the $\text{bar}$ was adopted initially).
This does not convince me that the magnitude of the bar unit was actually changed, although I admit that is one way of reading that quote. I think the bar was originally defined from metric units for length and mass, and the second. Of course it was not originally defined as 100'000 pascals as the pascal is a newer unit. Since, today, the pascal is the basic unit, today people define the bar from the pascal. But this change does not necessarily mean that the magnitude of the bar was ever changed.
@JeppeStigNielsen That's all I have to offer. :(
Well, either you gave the correct answer, or you found an error in Wikipedia (which would be interesting in itself). So the question is now, was the bar a metric unit from the start (for example defined by $10^6~\frac{\text{g}}{\text{cm}\cdot\text{s}^2}$), or was it originally defined at another magnitude (just over 101 kPa) and only later changed to be metric?
|
No. 88-5402.
Oppel v. Meachum, Commissioner, Connecticut Department of Correction.
C. A. 2d Cir. Certiorari denied.
|
#include "BaseDatabase.h"
#include "Loader.h"
template <class Object>
BaseDatabase<Object>::BaseDatabase(const std::string& name, const std::string& filePath)
:k_name(name),k_filePath(filePath)
{
}
template <class Object>
BaseDatabase<Object>::~BaseDatabase()
{
}
template <class Object>
void BaseDatabase<Object>::init()
{
Loader::GetInstance()->LoadData(this->k_filePath);
std::vector<std::string> data = Loader::GetInstance()->GetData();
int i = 1;
for (std::vector<std::string>::iterator it = data.begin();it != data.end();++it)
{
this->m_database[i] = new Object(*i);
}
}
template <class Object>
Object* BaseDatabase<Object>::getObject(int id)
{
return this->m_database[id];
}
|
MapleStory/Monsters
There is also a complete list of monsters, Event Monsters, and bosses.
Items, leftovers, and Mesos
Monster Book
* Availability: KoreaMS, JapanMS, ChinaMS, TaiwanMS, ThailandMS, GlobalMS, and MapleSEA.
* 1) The monster's slot in the book lights up and it's standing sprite becomes viewable.
* 3) The monster's history and level will be added.
* 4) A near complete drop list is revealed, with certain items (such as Skill books) omitted.
* Denoted Monster Effect
EuropeMS
EuropeMS will release Magatia and the Magatia Party Quest.
* Monsters Release Date: October 22, 2009 (GMT+1)
* EuropeMS Version 0.57
MapleSEA
MapleSEA has release Neo Tokyo and Neo Tokyo Expansion: Shibuya & Roppongi Mall
* Monsters Release Date: October 13, 2009
* MapleSEA Version 0.81
VietnamMS
VietnamMS has released first anniversary events, items and monster(s).
* Monsters Release Date: October 8, 2009 (GMT+7)
* VietnamMS Version 1.1.8
BrazilMS
BrazilMS will release Ariant.
* Monsters Release Date: September 30, 2009
* BrazilMS Version 0.17
JapanMS
Japan MS has released The Moon Event.
* Monsters Release Date: Spetember 30, 2009 (GMT+9)
* Japan MS Version 1.67
GlobalMS
GlobalMS has released Gaga's Talent Show event.
* Monsters Release Date: September 23th, 2009
* GlobalMS Version 0.76
TaiwanMS
TaiwanMS has released Neo Tokyo.
* Monsters Release Date: August 26, 2009 (GMT+8).
* TaiwanMS Version 0.99.
ChinaMS
* Monsters Release Date in Test Server:
* ChinaMS Test Server Version: 0.32
* Monsters Release Date:
* ChinaMS Version: 0.74.
ChinaMS has released Ereb.
Test server has released CBD, Boat Quay Town and Ulu City
KoreaMS
Bugfixes to Aran race.
* Monsters Release Date: May 19, 2009 (GMT+9)
* KoreaMS Test Server Version 1.2.225
ThailandMS
ThailandMS has released Magatia and the Magatia Party Quest.
* Monsters Release Date: March 18, 2009 (GMT+7)
* ThailandMS Version 0.64
|
Curved closure device
N Qv. 20, 1956 P. GRAHAM 2,770,850
I CURVED CLOSURE DEVICE Filed Jan. 8, 1952 FIGQI FIG? |50 IO 5C FIG. I3 A7 W772i?.
I3# f THT?" i lOb INVNTOIL PHILLIP GRAHAM United States Patent() CURVED CLOSURE DEVICE Phillip Graham, Pittsburgh, Pa.
Application January 8, 1952, Serial No. 265,465
14 Claims. (Cl. 20-35) This invention relates to a closure device such as a door, shutter, folding partition section, or a barricade section, which is curved, light in weight, strong and which can have a cushion-seal to make a tight closure. It 1s .of such construction as to maintain a true bearing edge with the door opening and thus not warp as do many common flat doors.
An object of my invention is to provide a low cost, strong, durable, attractive door or the like, able to resist destructive forces resulting from catastrophes including that from hurricanes and explosions and which will resist deterioration from exposure to the elements.
Other objects of my invention are to provide substantially improved doors or the like and methods which will become more apparent from the following description taken with the accompanying drawings wherein:
Figure 1 is an elevational view of `a curved door.
Figure 2 is an enlarged fragmentary sectional view taken along line `2-2 of Fig. 1.
Figure 3 is an enlarged sectional view through a resilient seal-cushion shown in Fig. 2.
Figure A 4 is an enlarged fragmentary sectional view taken along line 4-4 of Fig. 1.
Figure 4A is an enlarged fragmentary sectional view similar to Fig. 4 but showing a modification.
Figure 5 is an enlarged fragmentary sectional view taken along line 5--5 of Fig. l.
Figure 6 is a schematic diagram, showing the control of distortion along the width of the door shell.
Figure 7 is ,an enlarged fragmentary sectional elevational view taken along line 7-7 of Fig. l.
Figure 8 is an enlarged fragmentary sectional view taken along line 8 8 of Fig. 1.
Figure 8A is a view similar to Fig. 8 but showing a modification.
i Figure 9 isv anA enlarged fragmentary sectional view taken along'line 9-9 of Fig. 1.
Figure 9A is a view similar to Fig. 9 but showing a modification. V l
Figure 10 is a fragmentary sectional view through a modified curved door. n
Figure 11 is an elevational view of a modification taken along the side edge of a door curved longitudinally and laterally.
Figure 12 is a fragmentary sectional plan view taken through a further modified door.
Figure 13 is ya sectional elevational view taken along line 13-13 of Fig.l2.
Figure 14 is a fragmentary sectional view through a marginal portion showing a door seal-'cushion for a modified door.
In general, the door or shutter shown in Fig. l is lightweight, strong, and durable. It is low in cost to build, install and maintain. The curved door is strikingly different from conventional building doors, and it is attractive` in appearance. The curved effect gives the impression of strength and beauty.,
Patented Nov. 20, 1956 ICS This k curved door would require less material than would common flat doors of equal strength.
The door shown in Fig. l is illustrated as an exterior door with the arched shell bowed to the exterior to resist high exterior pressures. This would be an exceptionally sturdy door arrangement, capable of resisting pressures from abnormal conditions, such as exterior explosions in wartime or peace, high winds from hurricanes, force of tidal and fresh water floods, force of avalanches, forcible entry of undesirable persons or ani- Vm als, and impacts from miss ies carried by the force of explosions and winds. A continuous, resilient, sealed cushion around the edge of the door insulates to prevent the passage of insects, rodents, dirt, fumes or odors, moisture, sound, light, heat, cold, smoke, tidal or fresh flood waters, and, since it would retard the progress of fire, is a fire seal. It seals in air for .air-conditioning. In wartime, this seal on the door would prevent the passage of poisonous gas, smoke, bacteria, and radioactive dust o'r mist from an atomic blast. A door equipped with an edge cushioned-seal closes noiselessly. The seal-cushion would also take up the slack caused by discrepancies in the door or door opening. Thus, a less accurate door opening is required, therefore, a costly door frame is unnecessary. There would evolve no future door trouble caused by slight settling of the building and untrue d openings due to the settling.
l Curved -door shell 1 is bowed in width to create an arch. This shape is strong, to resist pressure on the outside of the arched surface and to allow for expansion and contraction in the shell without objectionable cracking or warping. The curved shape of the door shell offers considerable resistance which would restrain excessive warping of the boards or other shell members. The curved shell 1 hasa high section modulus to prevent bending lengthwise, caused by exterior pressure or minor stresses resulting from expansion and construction due to differences in temperature or moisture in the door parts. An exterior thrust against the arched shell 1 can carry the load to the l door jamb or wall effectively.
Since possible loads on the arched shell effect compression in the arch, the door shell 1 may be constructed of any one of many building materials which is strong in compression. Low cost wood may be utilized for a door shell of this design, since the wood need not be the very strong, thick, or of a seasoned grade, necessary for a flat door. The door shell may be made of random' length lumber. Pieces of lumber forming shell 1 would likely be placed length-wise. Their edges may be bonded together by being tongue and grooved or glued. The door shell 1 may be made of plywood, etc., laminated in thickness, metals, plastics, or concrete, as well `as wood. Glass would also'be a suitable material for the curved door shell. Door shells of materials with good bending' l curvatures on both sides, the same as the shell 1h shown in Fig. l2, which will be described in detail later.
Referring to Fig. l, side members 2 form trim, stiften the side edges of ythe door, and are grooved to hold the resilient cushion-seal 12. Side members 2 are fastened to door .shell 1 with screws or other suitable means. Top and bottom ribs 4, and intermediate ribs 5, stiffen and help to hold `the curved shell 1 to a bowed shape. Ribs 5 may be `omitted when possible loads are light. Ribs are shaped to allow control-led outward expansion and inward contraction throughout the width of the shell l. Hinges 6 and lock 7 of any suitable type, are placed to suit the door. The intermediate rib 5 is shown in Figures 2, 4, and 8. Figures 5, 7, and 9 show ribs 4 which are is shown in Fig. 7.
similar to ribs 5, with rib flanges 4a. Ribs 5 are connected to the shell 1 by screws 8. Rib flange 5a is connected to rib 5 by screws 9. Flange 5a stiffens rib 5, covers adjustable wire tie and acts as a tri rn. Wire 10tcan take the thrust. restraining the arched door width from spreading and fiatteniug. These ties 10 are covered `to protect them from corrosion and for appearance. One or both ends of wire 10 are threaded. As shown in Fig. 4, a slotted nut 10a is turned for adjusting che effective length of wire 10, to maintain the desired door width. Counter bored recessed holes in side members 2 retain nuts 10a. The edge of rib 5 contacts shell 1 only at spaced points near screws 8. Between screws 8, ribs 4 and 5 are cut back from the contour of shell 1 to allow gaps 4b and 5b, which allow contraction `of the shell 1. These gaps may be left open between shell 1 and the ribs; or, if desired, a resilient filler 11, such as one made of resilient rubber, felt, or plastic, may be used as a gap filler. To hold filler 11, the cuts on the ribs are grooved slightly. The ribs 4 and S, especially the bottom rib, would probably have the resilient filler 11 inser ted in the gaps to prevent dust and dirt accumulation and to insure a neat appearance. lf an exterior door of this type is made Without the seal 12, the filler 11 would likely be useful on the top and bottom ribs, and they may be of water-resistant material, such as rubber, in order to exclude moisture and air.
Where the ends of the door ribs 4 and 5 are adjacent to side members 2, adjustment is made to maintain the correct door width by trimm-ing down the rib ends or wedging the `ribs from side members 2. Wire 10 is used as a take-up in adjusting. When the side edges of shell 1 are not to take the thrust of the load against the door jambs, the ties 10 take the thrust from the shell. Seal cushion 12 is fitted into a dovetailcd groove around the door perimeter. It acts as a seal, a cushion, and a trim. It hides the holes for the ends of wires 10. On a modified door (not shown) without a seal, the dovetailed groove is omitted. The holes for wire 10 should be plugged up when the seal is not incorporated in the door. Seal 12 cushions the door, allowing it to close silently. Pressure on the outside of shell 1 has a tendency to compress seal 12, thus creating a larger bearing surface with the building wall. With higher pressure on `the door shell, the seal becomes flatter and tighter. Thus the thrust from the door shell 1 is evenly distributed to the door jambs or wall. The resilient I seal overcomes small discrepancies in the door `opening and the door which would otherwise prevent a good bearing surface. Since seal 12 would allow more tolerance in hanging the door than is possible with ordinary flat doors, the present door could be easily and quickly erected. On light wall construction, doors may be hinged yto the floor and ceiling, with no heavy loads being. transferred to the walls or jambs.
The door jamb, formed by wall 13, is indicated by a dot-dash outline. Door jambs are shown beveled to receive the seal 12, and thus the thrust of door. The door jar nb has an offset to prevent visibility from either side through any slight crack along the door sides. The threshold is shown in Fig. 9; seal 12 bears against ,it. The lintel above the door, formed by the building wall, It is projected out from the Wall to divert the rain from the door opening. The hinges 6, shown in Figs. l `and 5y may have resilient spring steel straps `to allow them to bend when high pressures are eX- er ted on the convex surface of the door. Thus the load may be transmitted through the door edges to the open lng, rather than to the hinges 6. Hinges 6 may be grouted to a masonry wall after the door hasbeen set accurately. The seal 12 compresses slightly when the door iis closed. The latch on lock 7 engages a suitable slotted catch on the door jamb to allow the door to move in when outside pressure is increased.
Locks are preferably attached to the exposed inter-i01- side of the door at little cost, rather than being recessed into the edge. The swing of the door may be reversed in modifications (not shown); especially where weather resistance is not required. Either side of door may be modified .to fit conventional door frames, with or Without a door seal.
Figure 6 is a schematic diagram showing the distortion of the door shell 1 along its width, which results from expansion and contraction. The solid curved line 1a indicates the normal contour of the door shell. The fixed points 8a are located by the use of screws 8. Screws 8 tie the door shell 1 and ribs together. Also they divide the shell bending area into three small incremental areas or zones. There may be more or fewer bending zones than the three shown in modifications (not shown). Bending zones allow unobjectionable bending in the arched shell 1, without causing undesirable warping of the door. The door shell 1 bends locally in width and the strong curved shape restrains it from bending lengthwise. The door shell is restrained from spreading by the ribs, wire ties, and door jambs. The bending in the curved door would be so slight that no objectionable cracks would be made in the shell. When the door shell 1 expands due to increased moisture or increased temperature, it takes on the bulging contour in the bending Zones between points 8a, shown by dashed line 1b. The cooling of all doors, and drying out in wooden doors, causes contraction, which, without localization, causes warping and cracking. The curved shell 1 allows the curved width to flatten out locally in the bending zones for contraction. When the door shell 1 shrinks, it takes the contour indicated by dot-dash line 1c in Fig. 6, which flattens between points 8a.
A modified door shell similar to that shown in Fig. l2, may be used with the door shown in Fig. l. This door shell has identical curvature on each side which makes it thicker towards the center similar -to a crescent. The shape is strong and it may be used with or without the intermediate connections to ribs. It would in general,
bend without objectionable distortion, from uneven pres-` sure on it.
The interior or fiat side of the door shown in Fig. l may have a light-weight panel covering such as a wooden panel or mirror 20 fastened on it. Various types of insulation may be placed between the curved shell and the panel 20. Sand and water may be inser ted into the door as an insulation or barrier against the heat and harmful gamma rays emitted by atomic explosions. The panel 20 may be hinged to form a closet space in the door. Ribs in the door may act as shelves, when slats 21 (only one being shown) are placed A above the ribs to keep articles from falling off. This arrangement would be practical for closet doors, bedroom doors, and bathroom doors. Shoes and other items could be stored in the shelves and still be accessible. A window 22 with a resilient frame may be placed in the shell. A resilient Window frame would allow for bending in the shell and still maintain a seal.
A mail slot 23 with a resilient seal may be placed in the shell. A cross slat 21 below the mail slot, would help form a rack to catch the mail.
A bathroom door may have towel hangers 24 (only one being shown) attached below the ribs.
Figures 4A, 8A, and 9A show modifications for a door `or shutter made of such materials as concrete, plastics,
or glass. Reinforcing is imbeddedin the door members for strength. The reinforcing material may be metal or any other material that will offer strength. Ren forcing such as fiber glass is especially suitable for plastics. The door may have a laminated shell made of various types of materials. The door may be suitably constructed with strong, durable water repellent, insulated, light-weight, reinforced concrete or plastic. A large ratio of vermiculitev in such a concrete` door would make it light-weight, tire-resistant, and an insulator for sound` and heat. Teraffrontov mites, vandals, and some other destructive` elements could not destroy these durable concrete doors. A resilient seal 12'around the door perimeter would act as a seal and a cushion to prevent breakage. These reinforced doors may be made with substantially the same design used for wood construction. A concrete door would thus be somewhat modified as compared to wood construction, since concrete, plastic, and glass can be cast into various shapes. In this construction, reinforcing is used to take the tension and shear and thus to prevent cracking caused by loads, temperature and moisture changes.
Wire fabric reinforcing 14, shown in the curved door shell 1d, may be very light wire with small mesh to keep the concrete or plastic lc racks small. Since concrete and plastics are poor in tension, they have a tendency to crack. Reinforcing bonds with concrete or plastic to maintain uniform expansion and contraction. Three vertical reinforcing wires a are tied together and imbedded in side members 2a, which are similar to sides 2. Reinforcing wire 15 is embedded in rib 5c which is similar to rib 5. For this construction, tie wire 10 should have reinforcing 15, either welded to it or fastened by other means, such as by twisting together. Curved, reinforced shell 1d is similar to shell 1. Bottom and top ribs 4c are as shown in Fig. 9A. The countersunk machine screws 16 may fit into the holes in the sleeves 16b, which are cast within shell 1d and welded or otherwise fastened to wire 14. Screws 16 engage nuts 16a, which are embedded in the ribs. Nuts 16a are welded to reinforcing l5. Thus the ribs and shell 1d may be made'separately and then joined together. Ribs 4c and 5c differ from ribs 4 and 5 in that the flange is cast as part of the main rib piece. Modifications may be made, such as casting the door in one piece, or casting the shell and side pieces into one piece. A door may have its members made of different types of materials, such as a door with a glass shell and plastic ribs, etc.
Figure 10 is a fragmentary sectional plan view taken through an intermediate rib of a modified door. This door has two curved shells. It is similar in design to two single curved shelled doors placed back to back. This door may be made economically of reinforced concrete, plastic, wood, glass, or metal. Ribs 17, although shown as one piece, may also be made in two pieces. Ribs 17 may be grooved to receive the tie Wire 10. In the case of a door with cast parts, Wire may be cast into the ribs. Side members 18 may be made either in one or two pieces. The second curved shell 1e would have a different edging to suit seal 12.
This door may be used where possible pressure is great from either side of the door, or for appearance to keep the same type of surface on both sides of the door. The space between the shells may be filled with insulation (not shown).
Figure ll is an elevation of another modification of a strong door or shutter that may be used in arch construction. The dished shell 1g is similar to the curved shell 1, except that it would be curved in length to suit the curvature of the arch in building shell 19, in addition to the curve in the width of the door. The ribs and other members would be similar to the doors shown in Figs. 1 to 9A inclusive. This two-way curving of the door would allow outward and inward bending caused by expansion and contraction, thus reducing undesirable distortion and cracking in both directions.
Figure l2 shows a modification of the door or shutter similar to that shown in Fig. 1 and it has a curved shell 1h, without any ribs or side members. Figure 13 is a sectional elevation and Fig. 14 is a fragmentary sectional view of an edge. This curved shell 1h has identical curvatures on both surfaces, which causes the door to thicken towards the center, similar in shape to a crescent. This shape makes a stronger shell which would be able to resist pressures without objectionable bending. A modilied shell similar to shells 1 or 1d may be used in place of shell 1h. Shell may be a flat panel bowed and held by tie wire 10b, or strut 25. The shell may be reinforced (not shown) the same as is shell 1d. A modied resilient seal-cushion 12b would act similar to seal 12. A modified tie wire 10b would act similar to wire 10. A strut 25 may be used to prevent the shell chord width from y expanding or contracting. Strut 25 may be omitted when conditions are such that the chord width of the shell would not have a tendency to change. Also wire 10b may be omitted when the door cannot spread. When strut 25.
is used, the tie wire 10b may be omitted as the strut can take tension and compression. The threshold and lintel are curved to match the curvature of the door. The edge of shell 1h may have beading s along each side of the edge as shown in Fig. 14, to retain seal 12b.
A series of doors such as that shown in Fig. l2, with suitable hinges, may be used to make a folding door, partition, or barricade. Faces of adjoining doors may be positioned to make a serpentine or corrugated arrangement. As barricades they may be fastened down to a floor and to a support above, or may be braced into position. Without wires 10b and tubes 25, the door sections would nest together when folded. Curved doors and shutters, similar to the doors shown and described, are useful in resisting damage by hurricane winds or water entering buildings. Shutters may be removable with the hinges, etc., left on the building. Such shutters as those made with shell 1h and seal 12a would nest together in a small storage space. Curved rolling doors and overhead doors would be simple modifications (not shown). Other door` and shutter modifications would be possible employing this type of construction.
Thus it will be seen that I have provided an efficient and amazingly strong closure element, in the form of a door, shutter or the like, which provides optimum strength for a given weight, and which by curvature of one or both panels, makes it possible to withstand abnormal wind forces; also, I have provided novel ribs for such closure element which have spaced anchoring points across the width of the closure element Iand between which anchoring points a small space is provided between the curved panel (or panels) of the door and ribs soy as to permit free outward or inward bowing of the panel portions, such as caused by temperature or humidity changes, thereby providing uniform distribution across the width of the closure element of such bowing; additionally, I Ihave provided a closure element which may be made of wood, reinforced plastic or concrete or other suitable materials and which may be provided with a resilient sealing material about its perimeter and the interior of which may be filled with insulating material.
While I have illustrated and described several specific embodiments of my invention, it will be understood that these are by way of illustration only, and that various changes and modifications may be made within lthe contemplation of my invention and within the scope of the following claims.
I claim:
l. A closure device comprising Ian outwardly curved thin panel, a plurality of elements whose extremities are fastened adjacent the extremities of said panel on opposite sides thereof, and a plurality of ribs, each having spaced anchoring points secured to one side of said panel there being spaces between said ribs and said one side of the panel, between said anchoring points, for allowing said panel to freely expand or contract at intermediate unfastened portions between said anchoring points.
2. A closure element comprising an outwardly curved panel, a plurality of transversely extending ribs secured to said panel in spaced parallel relationship, each of said ribs having spaced projecting portions which are anchored to transversely spaced portions of said panel, there being a space between the intermediate unfastened edge portions of said ribs and the panel, between said anchored projecting portions so as to allow contraction of the panel as the result of reduced temperature without obstruction from said intermediate edge portions.
3. A door comprising a thin, outwardly bowed panel of substantially rectangular shape and bowed across the width of the door, a plurality of ribs secured to'said panel in spaced parallel relationship, each rib extending across the width of the door, each of said ribs being of polygonal shape having spaced projecting corners which are anchored to said outwardly bowed door panel and between which, spaces are provided for allowing free outward or inward movement of unfastened door panel portions which extend between said anchoring projections.
4. A door comprising anoutwardly bowed panel, a plurality of spaced parallel ribs, each extending along the width of the door, and each provided with a plurality of angularly disposed edges facing in spaced relationship but not attached to said panel and providing corners which are anchored to spaced portions of the panel along the width of the door, and a at panel spanning the concave d face of said panel and secured to one of the edges of said ribs, whereby the outwardly bowed panel may freely expand or contract between said anchored corners as the result of temperature changes.
5. A closure element comprising an outwardly curved thin panel, a plurality of transversely extending, spaced parallel ribs, each having projecting portions which are secured to transversely spaced portions of the panel and intermediate portions which are spaced and unsecured to said panel, and a strip of resilient material surrounding the perimeter of said outwardly curved panel.
6. A closure element as recited in claim wherein a cavity is provided within said resilient material and which extends throughout the entire perimeter.
7. A closure element as recited in claim 2 wherein the space between said edge portions of said ribs and said outwardly curved panel is filled with yield able material.
8. A closure element as recited in claim 4 wherein yield able heat insulating material is provided in the space between said at panel and said outwardly bowed panel.
9. A closure element as recited in claim 1, together with a pair of hinges of yield able material for hinging said closure element to an opening in `a building wall so as to allow an edge of the closure element to bear against an edge of said opening.
10. A closure element comprising an outwardly bowed 5i panel of. uniform curvature in the same direction, a plurality of tie elements disposed in spaced parallel relationship for maintaining said outward bow of said panel and including tie elements at the extremities of said panel, each of said tie elements having its extremities secured to` opposite portions of the width of the panel, a thin il at panel secured to said tie elements, and a lling of heat insulating material between said at panel and said outwardly bowed panel.
11. A door as recited'in claim 3, together with a plurality of transversely extending slats disposed immediate ly above and adjacent said ribs for making said ribs useful as shelves.
12. A door comprising panels bent outwardly on its opposite surfaces along the height thereof and a plurality of polygon ally shaped ribs disposed between said panels and arranged in spaced parallel relationship, each rib extending across the width of said door and the corners of each of said ribs being anchored to said panels, portions of said ribsy intermediate said anchoring corners being spaced from and relatively movable with respect to said panels to allow free inward or outward bowing of said panels.
13. A door as recited in claim 3 wherein said panel and said ribs are of plastic material, each having reinforcing means embedded therein.
14. A door as recited in claim 3 wherein said panel and said ribs are of reinforced concrete.
ReferenceS Cited in the tile of this patent UNITED STATES PATENTS 1,346,229A Mecham July 13, 1920 1,895,553 Nordell Jan. 31, 1933 2,121,826 Roberts June 28, 1938 2,263,806 Hammer l Nov. 25, 1941 2,328,761 Wamnes et al. Sept. 7, 1943 2,346,641 Ashbaugh Apr. 18, 1944 2,479,819 Dc Ragon Aug. 23, 1949 FOREIGN PATENTS 701,456 France Jan. 7, 1931 719,456 France Nov. 14, 1931 752,843 France July 24, 1933 549,130 Great Britain Nov. 6, 1942 63,387 Denmark Apr. 3, 1945
|
In over two decades of research, the field of dictionary learning has
gathered a large collection of successful applications, and theoretical
guarantees for model recovery are known only whenever optimization is carried
out in the same model class as that of the underlying dictionary. This work
characterizes the surprising phenomenon that dictionary recovery can be
facilitated by searching over the space of larger over-realized models. This
observation is general and independent of the specific dictionary learning
algorithm used. We thoroughly demonstrate this observation in practice and
provide an analysis of this phenomenon by tying recovery measures to
generalization bounds. In particular, we show that model recovery can be
upper-bounded by the empirical risk, a model-dependent quantity and the
generalization gap, reflecting our empirical findings. We further show that an
efficient and provably correct distillation approach can be employed to recover
the correct atoms from the over-realized model. As a result, our meta-algorithm
provides dictionary estimates with consistently better recovery of the
ground-truth model.
|
clear terminal option dissapeared?
I may be imagining it but I'm sure I could right click on the terminal tab (or others) and select "clear content."
This is no longer possible.
Is very useful after command output a lot of content and you want a clear sheet.
@SteveALee should still work:
What platform/version are you on?
@Tyriar Nope :(
Windows 10, just updated to latest today
That's r-click on TABS, no context menu in main terminal area
@Tyriar
That makes sense but in the above image I get the menu when I R click on the tabs -and was sure I used to have clear in the menu, not just hide.
I'm not on insiders - have a nice blue icon - hehe
It doesn't look like this ever happened, I just went back to 1.17 which was before you could hide panels and nothing happens when you right click on the "terminal" tab. If it ever did happen to work it was an accident 😄, maybe you're thinking about before terminal.integrated.rightClickCopyPaste was introduced when a context menu showed on Windows?
Haha - may be it was wishful thinking then!
|
User:Yung Ries Beatz/sandbox
Yung Ries Beatz (born January 13 ,2000 )is an south African record producer he is known for producing songs such as what I said, and vacation
Yung Ries Beatz
Yung Ries Beatz (born January 13, 2000 ) is a south African record producer he is known for producing songs such as : what I said and vacation
|
"""Tests for the AverageCopier strategies."""
import axelrod
from .test_player import TestPlayer
C, D = axelrod.Actions.C, axelrod.Actions.D
class TestAverageCopier(TestPlayer):
name = "Average Copier"
player = axelrod.AverageCopier
expected_classifier = {
'memory_depth': float('inf'), # Long memory
'stochastic': True,
'makes_use_of': set(),
'long_run_time': False,
'inspects_source': False,
'manipulates_source': False,
'manipulates_state': False
}
def test_strategy(self):
# Test that the first strategy is picked randomly.
self.first_play_test(C, seed=1)
self.first_play_test(D, seed=2)
# Tests that if opponent has played all C then player chooses C.
actions = [(C, C)] * 10
self.versus_test(axelrod.Cooperator(), expected_actions=actions,
seed=1)
actions = [(D, C)] + [(C, C)] * 9
self.versus_test(axelrod.Cooperator(), expected_actions=actions,
seed=2)
# Tests that if opponent has played all D then player chooses D.
actions = [(C, D)] + [(D, D)] * 9
self.versus_test(axelrod.Defector(), expected_actions=actions,
seed=1)
actions = [(D, D)] + [(D, D)] * 9
self.versus_test(axelrod.Defector(), expected_actions=actions,
seed=2)
# Variable behaviour based on the history and stochastic
actions = [(C, C), (C, D), (D, C), (D, D), (C, C),
(C, D), (C, C), (D, D), (D, C), (C, D)]
self.versus_test(axelrod.Alternator(), expected_actions=actions,
seed=1)
actions = [(D, C), (C, D), (D, C), (C, D), (C, C),
(D, D), (D, C), (D, D), (C, C), (D, D)]
self.versus_test(axelrod.Alternator(), expected_actions=actions,
seed=2)
opponent = axelrod.MockPlayer(actions=[C, C, D, D, D, D])
actions = [(C, C), (C, C), (C, D), (D, D), (D, D),
(C, D), (D, C), (D, C), (D, D), (D, D)]
self.versus_test(opponent, expected_actions=actions,
seed=1)
opponent = axelrod.MockPlayer(actions=[C, C, C, D, D, D])
actions = [(D, C), (C, C), (C, C), (C, D), (D, D),
(C, D), (C, C), (D, C), (D, C), (D, D)]
self.versus_test(opponent, expected_actions=actions,
seed=2)
class TestNiceAverageCopier(TestPlayer):
name = "Nice Average Copier"
player = axelrod.NiceAverageCopier
expected_classifier = {
'memory_depth': float('inf'), # Long memory
'stochastic': True,
'makes_use_of': set(),
'long_run_time': False,
'inspects_source': False,
'manipulates_source': False,
'manipulates_state': False
}
def test_strategy(self):
# Cooperates initially (not stochastic)
self.first_play_test(C, seed=1)
self.first_play_test(C, seed=2)
# Tests that if opponent has played all C then player chooses C.
actions = [(C, C)] * 10
self.versus_test(axelrod.Cooperator(), expected_actions=actions,
seed=1)
# Tests that if opponent has played all D then player chooses D.
actions = [(C, D)] + [(D, D)] * 9
self.versus_test(axelrod.Defector(), expected_actions=actions,
seed=1)
# Variable behaviour based on the history and stochastic behaviour
actions = [(C, C), (C, D), (C, C), (D, D), (D, C),
(C, D), (C, C), (C, D), (D, C), (D, D)]
self.versus_test(axelrod.Alternator(), expected_actions=actions,
seed=1)
actions = [(C, C), (C, D), (D, C), (D, D), (C, C),
(C, D), (D, C), (D, D), (D, C), (C, D)]
self.versus_test(axelrod.Alternator(), expected_actions=actions,
seed=2)
opponent = axelrod.MockPlayer(actions=[C, C, D, D, D, D])
actions = [(C, C), (C, C), (C, D), (C, D), (D, D),
(D, D), (C, C), (D, C), (C, D), (D, D)]
self.versus_test(opponent, expected_actions=actions,
seed=1)
opponent = axelrod.MockPlayer(actions=[C, C, C, D, D, D])
actions = [(C, C), (C, C), (C, C), (C, D), (D, D),
(D, D), (C, C), (C, C), (D, C), (D, D)]
self.versus_test(opponent, expected_actions=actions,
seed=2)
|
Solar irradiation on the rear surface of bifacial solar modules: a modeling approach
The transition in the energy sector has started with the growing population leading to the growing energy demands. The use of photovoltaic (PV) technologies has become a crucial way to meet energy demand. There are many ongoing studies for increasing the efficiency of commercial PV modules. One way to increase the energy yield of the PV modules is to use bifacial solar panels by capturing the rear side illumination as well. One of the challenges for estimating the bifacial module performances is to calculate the solar irradiation impinging on the rear side. Many models presented up to now require high computational power, and they are challenging to implement real-life conditions. In this paper, a simple physical modeling approach is presented to calculate the rear side solar irradiation incident on the bifacial modules. For the rear side irradiance estimation, the maximum difference between the measured and calculated rear side irradiance value is approximately 10 W/m2. The model does not require high computational skills since it is neither focused on the view factor nor ray tracing methodologies but instead uses solar geometry. The yield of the module is also modeled, calculated, and compared with the measurements.
The growing energy demand leads to the transition in the energy sector, and renewable energy has gained importance. Since solar energy is one of the most significant sustainable sources, photovoltaic technology dominates the renewable energy market. There are commercially available software programs such as PVSYST, PV*Sol, Helioscope, and PVWatts to assess the performance of the photovoltaic system 1 . However, modeling the field performance of a bifacial PV system is much complicated since estimating the rear side irradiation depends not only on the location and system design but also on installation conditions such as the tilt angle, the elevation of the module, and the albedo of the ground 2 . For this reason, it is necessary to know the effects of these parameters to predict the energy yield of the system.
The most crucial factor for a PV system to function at its maximum potential is the amount of solar radiation received. The total solar irradiation, namely, global solar irradiation, consists of beam, diffuse, and ground reflected irradiation 3 . Meteorological stations usually provide data for global solar irradiation on a horizontal surface. After determining the beam and diffuse components of global solar irradiation on a horizontal surface, tilted versions of these components can be deduced 4 . For this purpose, there are several models available to estimate the solar irradiation on a tilted PV module.
Compared to the monofacial PV modules, the energy yield of bifacial PV modules is up to 25% more than monofacial PV since bifacial PV modules can capture rear side irradiation as well. Although bifacial PV technology arises in the 1960s 5 , there is still no standard testing method yet. The reason is that there are lots of installation and location-dependent parameters that affect the rear side irradiation 6 . Up to now, there are few attempts to model the performance of bifacial PV modules based on two conventional approaches: View factor and ray-tracing methods. Although these methods are useful for specific site conditions, they both require high computational power 7,8 . Besides, most of the available models for bifacial PV modules ignore the contribution of beam radiation on the rear sides. However, when the angle of incidence of beam irradiation is greater than 90°, the Sun is behind the surface 9 , meaning that the rear side of the bifacial module receives beam radiation as well. The estimation of rear side irradiation is rather complicated due to the contribution of ground reflected radiation since that component is highly dependent on the location, surroundings, the reflection coefficient of www.nature.com/scientificreports/ the ground (albedo), and the elevation of the module. The presented model includes the beam radiation in the estimation of the rear side irradiation.
In this paper, we present a simple physical modeling approach to calculate the rear side irradiation incident on a single bifacial PV module. The energy yield of the bifacial PV module is calculated by using the presented model and by a modified yield calculation scheme. The model applies to any installation/site conditions, and the model does not require high computational power, unlike its predecessors.
Data, methodology and model description
test site and module. The test site is on the rooftop of the Physics department at METU, Ankara (Central Anatolia). The climate of the test site is hot and semi-arid warm temperate 10 . The latitude of Ankara is 39.9°N, and the longitude is 32.8°E. The yearly total precipitation for the last 30 years is 388.1 mm. The average monthly temperature is about 12 °C. For July and August, the maximum average temperature rises to 30 °C and for January, the minimum average temperature drops to − 3 °C (State Meteorological Service of Turkey; https ://www. mgm.gov.tr ).
The test platform has 16 testbeds for monitoring the performance of PV modules. These testbeds are convenient for different types and frame structure of PV modules. The facility at the rooftop of the Physics Department in the METU campus is below in Fig. 1, and the bifacial module tested in this study is indicated by red lines. The test platform has a 32° tilt angle, and the tilt angle of the PV systems is the same as the testbeds.
In the Outdoor Test Platform, Daystar Multi Tracer 5 measures PV performance parameters and module temperatures by using the thermocouples, one of which is connected to the bifacial module of the present work. There are two pyranometers that we use them to measure horizontal and on-plane irradiation. We used these two pyranometers in the present work. We measure solar irradiation on a horizontal surface with a Davis weather station as well. The test device Daystar can measure each module's performance using both average and instantaneous parameters at a 10-min time interval. Table 1 shows the measured parameters. The data is easily accessible with the use of the FTP protocol.
We have recorded all the meteorological data since 2015. The weather stations can measure rainfall (mm), pressure (millibar), ambient temperature (°C), relative humidity (%), horizontal total solar radiation (W/m 2 ), www.nature.com/scientificreports/ UV dose (MEDs), wind speed (m/s) and direction (°). In this study, we have used a single bifacial PV module. Table 2 shows the characteristics of the module. The length and the width of the module are 1.61 m and 1.0 m, respectively. The lowest point of the module is 0.5 m above from the gray concrete ground with an albedo of 0.2. We have constructed three different setups to observe the effect of elevation on the ground reflected radiation received by the rear side of the bifacial PV module. Placing two pyranometers at the rear side of the bifacial PV module at three different height levels, two levels at a time, we measured the rear side irradiance, respectively. Figure 2 shows three configurations of the pyranometers on the rear side of the bifacial PV module. The data includes three typical days for three configurations. The first configuration involves one pyranometer in the middle and the other at the bottom: 0.84 and 0.50 m above the ground. For the second configuration, we have placed the pyranometer at the bottom to the top 0.50 and 1.16 m above the ground. As a final step, for the third configuration, we removed the one in the middle and placed it to the bottom: 1.16 and 0.50 m above the ground.
introduction to the methodology. The model presented here is a modified version of a standard sky model, which is the isotropic diffuse model derived by Liu and Jordan 11 . The isotropic diffuse model assumes that all diffuse irradiation is isotropic, meaning that the intensity of diffuse irradiation is uniform over the skydome. The irradiation on a tilted PV module composed of three components; beam, isotropic diffuse, and diffusely reflected from the ground. The beam irradiation is the direct irradiation that comes from the Sun without scattering by the atmosphere. The diffuse irradiation is the irradiation received from the Sun after scattering by the atmosphere, and it is harder to estimate since it depends on the cloudiness and the clearness of the atmosphere 7 . The last component of the isotropic model is the ground reflected irradiation by the surface of the Table 1. Summary of the parameters that the test device measures for the performance assessment of PV modules. www.nature.com/scientificreports/ earth and by any other surroundings. By combining three components as proposed by Liu and Jordan 9 , the solar irradiation on a tilted surface can be found as follows:
Measurement type Parameters
where I b is the hourly beam irradiation on a horizontal surface and R b is the ratio of hourly beam irradiation on the tilted surface to that on the horizontal surface 12 . R b is different for the rear surface, and in our methodology, it is determined by the symmetry of the path of the solar irradiation concerning the passage of time. The second component of the Eq. (1) refers to the diffuse irradiation on a tilted surface where I d is the hourly diffuse irradiation on a horizontal surface, β is the tilt angle of the module, and 1+cosβ 2 is the view factor from collector to the sky 13 . The last component is the ground reflected contribution where I is the global solar irradiation on the horizontal surface, ρ g is the ground reflectance (albedo) and the third multiplier is the view factor from collector to the ground.
Model description. In this work, we have modified the Liu and Jordan's isotropic diffuse model for the estimation of the rear side irradiation. The first modification of the model is the tilt angle, instead of β, the complementary of β is taken as a tilt angle. The reason behind this modification is that the rear side is treated as a front side, so the tilt angle of the rear side is the complement of β (π-β). This correction contributes to the ground reflected irradiation component (the third component in Eq. 1) higher than the one in the original version as expected. Figure 3 represents the components of the solar irradiation incident on a bifacial PV module.
The second modification is altering the ratio of beam irradiation on the rear side of the bifacial PV module. The angle of incidence and the ratio of beam irradiation for the front surface have been calculated according to Ref. 9 , which includes parameters such as the latitude, declination, tilt angle, hour angle, and the surface azimuth angle. For the hours when the angle of incidence is higher than 90°, meaning that the Sun is on the rear surface, the following R b,front values are taken as the ratio of beam irradiation on the rear surface R b,back . The beam contribution on the rear surface is due to the symmetry of the path of the Sun. There is only beam contribution on the rear surface for the sunrise and the sunset hours. An example set of the R b,back calculation for an arbitrary day, is given below in Table 3. The first and last two numbers are for the hours that the Sun shines to the rear side. For these hours, the numbers in the last column are the numbers we use for R b,back , which are placed using the symmetry consideration above.
In this study, all calculations are done for the hours between the sunrise and the sunset. Negative values of R b , front have been taken as zero.
The last alteration comes from the relation between the ground reflected irradiation and the elevation of different parts of the rear side of the module 14 . Since different parts receive differing amounts of the ground reflected irradiation, a correction factor might be used for the rear illumination.
To account for the differences between these irradiation values, a distribution function of elevation, f (h), can be used from which an average value for the correction factor can be deduced. This function should be integrated www.nature.com/scientificreports/ in the interval of 0.5-1.16 m (min. and max. height of the module from the ground, respectively). One may use different distribution functions to find an average correction factor provided that the parameter of the function is determined using the system parameters in hand. We have used an exponential distribution function as the rear surface irradiation from bottom to up does not increase uniformly, and since the natural processes follow the natural logarithm.
Critical length constant l c can be calculated by assuming that the value of the function at mid-length of 0.84 m to be 0.5: which then gives: To find an average value for this factor one can use the following averaging integration: which gives: Here we assumed that the average correction factor is normalized out of the maximum possible correcting value of 1. Thus, for a bifacial solar module, we have found that average correction factor f (h) = 0.33 . Using this value in Eq. (2), we reached the model calculation of solar irradiation impinging on the rear surface as: Bifacial pV yield calculation. In order to make feasibility studies, it is crucial to estimate the yield of a PV module or an array. Many tools enable us to calculate the energy yield of a commercial (monofacial) PV module. In this study, we have used a modified version of PVForm 15,16 . Since there is not a commercially available extension tool for the bifacial PV module, we have used the same methodology for the rear surface and treat the rear surface the same with the front.
PVForm calculates the plane-of-array irradiance according to a modified version of the Perez 1990 algorithm 17 and treats the diffuse radiation as isotropic for the zenith angles between 87.5° and 90°1 8 .
However, there is an angle of incidence (AOI) correction that applies to incidence angles higher than 50°. The reason is to find the transmitted irradiance by considering reflection losses, and it is calculated as follows 18 : (7) I poa = I b + I d,sky + I d,ground . We have integrated a thermal model developed by Fuentes 19 into the presented model to find the cell temperature. To calculate the operating cell temperature, the total plane-of-array irradiance, wind speed, and dry bulb (or ambient) temperature have been used according to the model. The model calculates the DC power output by adjusting the array efficiency for the irradiation values that are less than 125 W/m 2 .
The temperature coefficient γ = −0.5% , T ref = 25 • C and P dc0 is the nameplate DC rating. www.nature.com/scientificreports/ There are a few modifications that we have done for the estimation of bifacial PV yield. First, the declination and the angle of incidence values are calculated by using more accurate Eqs. (2) and (4), respectively. Secondly, we have calculated I poa for the front and the rear surface (namely, I t and I t,back in our context) by using Eq. (1) and the derived Eq. (6) of the present work, and then, I tr and I tr,back is calculated. For I tr,back calculation, instead of filtering data for the incident angles, we have applied the AOI correction for the hours when there is a beam irradiation incident on the rear surface, meaning that R b,back is greater than zero. After finding the DC power output for both surfaces, we have added them up to find the total DC power output.
Results and discussion
Horizontal irradiance is measured by Davis instrument, while the rear side irradiance is measured by using pyranometers as shown in Fig. 2. The days that we carried out these measurements are presented in Fig. 4a-c, which correspond to the configurations (a), (b), and (c) of Fig. 2, respectively. The difference between the irradiation reaching the bottom, middle, and the top region of the rear side is also crucial in the modeling approach. That is, the analysis of this difference might be useful, yet this is our further research of interest.
The solar irradiation incident on the rear side of the bifacial PV module is calculated by modifying the Liu and Jordan's isotropic sky model, as explained above. Figure 5a-c give the measured average values of the rear side irradiation and the estimated values using the modeling approach described above for three days. The exhibited model estimates the DC power output of the tested module. Figure 6a-c show the measured and estimated values of the power output for three days. www.nature.com/scientificreports/ By using two statistical methods such as Mean Bias Error (MBE) and the Root Mean Square Error (RMSE), the presented model is verified for three configurations. Besides, to make the verification of the model more comprehensive, the annual energy yield of the bifacial PV module is estimated.
The results showed that estimated and measured rear side solar irradiance values agree quite well. From statistical error calculations of the rear side irradiation estimations, the minimum and maximum values of MBE are − 0.08 W/m 2 and − 5.53 W/m 2 , respectively. The minimum and maximum RMSE values for the same estimation are 1.95 W/m 2 and 9.73 W/m 2 . There is a slight underestimation for the third configuration. The reason is that the lower and upper parts of the module receive more illumination than the middle section. As can be observed in Fig. 5b, when the pyranometers are placed at the middle and top rear side, the model slightly overestimates the data. The reason for the lower measured irradiance is the shading in the central part of the module. For a sunny day, the module itself and the nearby modules cast shadows in the middle. Therefore, the pyranometer measures the irradiance that is reflected from the shadow, not from the ground. The model does not consider the shading by the concrete ground. However, the overestimation is within acceptable levels. Nevertheless, the shading effect on the ground reflection is another research outcome of the present work about bifacial modules and arrays. That was already demonstrated in the Refs. 20,21 . For bifacial PV yield estimation, we have found that the minimum and maximum values of RMSE of the energy yield of a bifacial PV module are approximately 7.0 W/h and 30 W/h. For the MBE verification of the same estimation, the minimum value is 0.26 W/h, and the max value is − 5.6 W/h. The underestimation on the rear side irradiance for the third configuration leads to an underestimated power output as well. However, the estimates are much better for monthly and yearly estimation of the energy yield. For an annual estimation of the energy yield, the model has an approximately 1.4% error rate. We can state that the model outlined in the present study can be used to reach the efficiency and energy yield of bifacial modules and arrays. www.nature.com/scientificreports/ conclusion A model is presented for estimating the rear side irradiation of a single bifacial PV module. The measurements show that the top and bottom back of the module receives more sunlight than the middle part due to the shading. The model is based on the isotropic sky model of Liu and Jordan. For a single bifacial module installed at METU-GÜNAM, the model estimates are in good agreement with measured rear side irradiation not only for sunny days but also for cloudy days. Unlike the view factor calculations or the ray-tracing approach for the rear side irradiation estimation, the model presented here does not require high computational power. The model contains a correction factor calculated using a distribution function. The calculated value of the correction factor is 0.33. However, better value can be obtained by comparing the theoretical calculation using the long term such measurements at different climatic conditions. For annual bifacial PV yield estimations, the model has a relative percent error approximately equal to 1.4%. The presented model can be inserted into the efficiency calculations of bifacial PV modules/arrays or can be used for long term simulation purposes.
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creat iveco mmons .org/licen ses/by/4.0/.
|
# case-study-sunithapriya
Case Study Topic - TensorFlow
# What is TensorFlow?
* Created by the Google Brain team, TensorFlow is an open source library for numerical computation and large-scale machine learning. It helps in developing and training ML models. It has a comprehensive, flexible ecosystem of tools, libraries and community resources.
* It was released under the Apache 2.0 open-source license on November 9, 2015.
* TensorFlow can run on multiple CPUS and GPUs.
* It is available on 64-bit Linux, macOS, Windows, and mobile computing platforms including Android and iOS.
* Its flexible architecture allows for the easy deployment of computation across a variety of platforms (CPUs, GPUs, TPUs), and from desktops to clusters of servers to mobile and edge device
# Why TensorFlow?
* Easy model building - Build and train ML models easily using intuitive high-level APIs like Keras
* Robust ML production anywhere - Easily train and deploy models in the cloud, on-prem, in the browser, or on-device no matter what language you use.
* Powerful experimentation for research - A simple and flexible architecture to take new ideas from concept to code, to state-of-the-art models, and to publication faster.
# How does TensorFlow work?
TensorFlow allows developers to create dataflow graphs—structures that describe how data moves through a graph, or a series of processing nodes. Each node in the graph represents a mathematical operation, and each connection or edge between nodes is a multidimensional data array, or tensor.
## 1. Technology and Platform used for development
### a. Coding Languages Used:
TensorFlow is written in Python and C++
It uses Python to provide a convenient front-end API for building applications with the framework, while executing those applications in high-performance C++.
#### Why Python?
* Python was the first well-supported language for expressing and controlling the training of models.
* Python is probably the most comfortable language for a large range of data scientists and machine learning experts that's also that easy to integrate and have control a C++ backend
* Open source and general.
* Libraries like NumPy makes it easy to do pre-processing in Python
#### Why C++?
* The algorithmic engine is built over C++.
* C++ is highly-optimized for computation.
* Used to get best optimization and high performance in underlying algorithms.
TensorFlow provides stable Python and C APIs as well as non-guaranteed backwards compatible API's for C++, Go, Java, JavaScript and Swift.
I believe the same languages would be used if the project was started today for the reasons mentioned above.
If the project was starting today, I would use Python for the sole reason of ease of coding. However, having read about the reason behind using a C++ backend, I feel the technologies used in developing TensorFlow are the best choice.
### b. Build System Used
TensorFlow uses bazel to build TF for all platforms. CMAKE build, used earlier is deprecated. Bazel is the only build tool that is provided by TensorFlow
Additional pre-requisites for Microsoft Windows:
* Visual Studio
* Python 3.5
Additional prerequisites for Linux:
* Python 2.7 or later
* Docker (for automated testing)
## 2. Testing
### a. Meaningful Tests?
Tests are maintained with TensorFlow, in files next to the code. The tests are invocable in the standard way for the build system (bazel or cmake). Since TensorFlow is written in at least two languages (not counting the language bindings), language level testing doesn't make as much sense. The website Coveralls (https://coveralls.io/github/tensorflow/lucid?branch=master) provides the code coverage for tensorflow builds. However, the website is not mentioned in there github. Code Coverage is above 90% for non-contrib TensorFlow.
### b. Continuous Integration
To verify that new changes don’t break TensorFlow, builds and tests are run, on either Jenkins or a CI system internal to Google.
The builds and tests are triggered on updates to master or on each pull request. Repository maintainers need to be contacted in order to trigger builds on pull requests.
There are two options when running TensorFlow tests locally on machine.
First, using docker, one can run the Continuous Integration (CI) scripts on tensorflow devel images.
The other option is to install all TensorFlow dependencies on the machine and run the scripts natively on the system.
### c. Computing platforms
Linux, macOS, windows Raspberry pi, Android
## 3. Software Architecture
Tensorflow can be used as a standalone program to build models. It allows developers to create large-scale neural networks with many layers. It is mainly used for: Classification, Perception, Understanding, Discovering, Prediction and Creation. Tensorflow can also be used with other projects. For example a project on object recognition can use OpenCV and tensorflow.
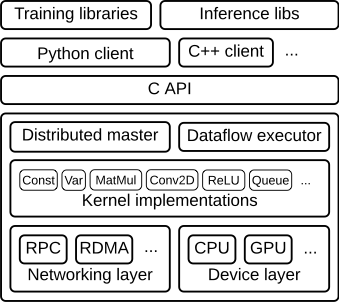
Fig. General Architecture of TensorFlow
Tensorflow code can be modified and extended for scaling and flexibility.
To contribute to tensorflow, one must follow the contribution guidelines (https://github.com/tensorflow/tensorflow/blob/master/CONTRIBUTING.md)
Asynchronous kernels provide a way for a callback to be called when computation is complete, instead of waiting for the computation to finish. Queuing constructs are available in TensorFlow for asynchronous computation. When one graph node is done producing its output, it can queue that data and the consumer node can dequeue it later when it is ready. Similarly, some data can be prefetched to the queues so that the device an begin working on it as soon as it is done with previous computation.
Tensorflow is an object oriented library.
## 4. Defects
I analyzed the following two issues and suggsted a solution for one of them:
* Issue #27720 (https://github.com/tensorflow/tensorflow/issues/27720):
The issue does not require an architecture changing or adding a function to TensorFlow. I first tried to replicate and upgrade the tensorflow package in my system using ```conda install tensorflow ``` to install the latest package. However, the version was still 1.13.1. I then tried to find what is the latest version of TensorFlow available for conda and found that the highest version available is 1.13.1.
<img width="631" alt="Screen Shot 2019-04-11 at 6 10 26 PM" src="https://user-images.githubusercontent.com/43215312/55996355-24d73480-5c85-11e9-8ffe-573c48fed10c.png">
I therefore suggested the user to build the higher version for TensorFlow from build
<img width="652" alt="Screen Shot 2019-04-11 at 5 52 29 PM" src="https://user-images.githubusercontent.com/43215312/55996390-43d5c680-5c85-11e9-9ade-d6d5afed81b3.png">
* Issue #27697 (https://github.com/tensorflow/models/issues/2577)
Analyzed a closed issue to determine if there was any architecture or function change. The issue states that custom plugins failed to build. The problem was identified that .inc header was missed while creating the pip package. The solution is a code change to include the .inc headers
<img width="730" alt="Screen Shot 2019-04-11 at 6 16 37 PM" src="https://user-images.githubusercontent.com/43215312/55996644-0291e680-5c86-11e9-8652-65a5e6475998.png">
## 5. Demonstration
Created a classification model using TensorFlow to classify dogs and cats
<img width="431" alt="Screen Shot 2019-04-11 at 6 19 29 PM" src="https://user-images.githubusercontent.com/43215312/55996827-9663b280-5c86-11e9-9812-753aa687f70c.png">
|
Annals of Horticulture.
India-rubber tree of India (Ficus e las tied), the Araucarian pine, the date palm of Africa, and quite a number of the beautiful epiphytes of Paraguay clinging to trees upon the grounds, or to the sides of the buildings. There, too, he has the sandal wood of India, the Yerba-mate (a native of Paraguay), the sterculia nut and many herbaceous plants of equal interest.
As emigration increases in this country and men of means and taste multiply, it may be hoped that such estates as this will become common, and that there will be more progress in horti culture, practical and ornamental. At present, as may be seen from this sketch, all these things are in their infancy. The cultivation of the soil, as a general thing, is crude and irregu lar. The methods are poor, the tools are poor, and no stand ards of taste and skill are set before the people. It looks now as though emigration and colonization from abroad were to be the main avenues through which the resources of the country are to be developed and the tastes of the native population stimulated and refined.
BY REV. S. B. FAIRBANK.
The Palani mountain tops share in the south-west monsoon, which lasts from June to October, and which is the means of watering the western part of India. But they are at the east ern part of the Animalai mountains (the mountains of Cochin and Travancore) and get more rain from the north-east mon soon, which lasts from October to December inclusive, and so this is called the rainy season. This year no rain fell here in January and February, but it began in March and has fallen plentifully in every month since. In some years not less than three inches of rain has fallen in every month of the year.
The soil is disintegrated gneiss and vegetable deposit. There is so much sand in it that it does not form mud, even when thoroughly saturated. But in most places, by digging a few feet, we find a yellow clayey soil which makes excellent mortar, and the houses are built of stone with this clay for mortar. There is no lime in the soil, and that, when required,
*The " Palm Hills," or Palani mountains, are located in the south-western part of India in the Madras Presidency. Mr. Fairbank, an American missionary, has lived for over forty years in the neighborhood of the Palanis, mostly at Ahmednagar. in the Deccan. — L. H. B.
|
File talk:DoomGraph.png
Licensing
* Last post is me BTW GhostlyDeath 17:02, 9 January 2009 (UTC)
* I'm nominating this image for deletion for these reasons. Fraggle 12:20, 16 January 2009 (UTC)
Nomination for deletion
* Delete. Fraggle 12:20, 16 January 2009 (UTC)
* Delete. --Exp(x) 17:11, 16 January 2009 (UTC)
* Delete. --Russell 22:53, 16 January 2009 (UTC)
|
# student_poisson_mixture
The code is released for the paper [Understanding Student Procrastination vis Mixture Models](),
Educational Data Mining 2018.
Jihyun Park (`[email protected]`)<br>
July 2018
## Required Packages
Written in `Python2.7`.<br>
Python packages `numpy`, `scipy`, `random`, and `matplotlib` are needed to run the code.
## Data
- `test_data.csv`:
Sample data (simulated data) to fit the Poisson mixture model.
Each row in the file is considered as a daily activity count vector for a student.
400 rows exist in this sample data.
## Demo iPython Notebook
- `demo.ipynb`:
A quick tutorial of using the code.
## Code
- `pmm.py`:
Code for fitting Poisson mixture model given a count matrix.
The file has two classes--<br>`PoissonMixture` for the model and `PoisMixResult` for
storing and plotting the result.
- `utils.py`:
Has helper functions for calculating log probabilities.
|
1. Introduction {#sec1-plants-12-00610}
Sweet cherry (*Prunus avium* L.) belongs to the Rosaceae family, Prunoideae subfamily, and *Prunus* genus. These fruits originated around the Caspian and Black seas, nowadays they are geographically distributed all around the world. In 2020, the annual world production was around 2.5 million tons, with the largest producers being Turkey, the United States and Chile. Italy was the sixth largest producer in the world and the largest in Europe \[[@B1-plants-12-00610]\].
Sweet cherry is a non-climacteric fruit, most appreciated by consumers for its sweetness, juiciness, nutritional value, and beneficial health properties \[[@B2-plants-12-00610]\]. Morphological and physicochemical features as well as fruit weight, skin color and firmness influenced consumer acceptance \[[@B3-plants-12-00610]\].
These fruits contain some phenolic compounds including phenolic acids, flavonoids, procyanidins and anthocyanins \[[@B4-plants-12-00610]\]. Among the anthocyanins, cyanidin-3-*O*-glucoside, cyanidin-3-*O*-rutinoside are the most abundant \[[@B4-plants-12-00610],[@B5-plants-12-00610]\]. It has been demonstrated that the color of the cherry fruits depend on co-pigmentation of anthocyanins and phenolic acids \[[@B6-plants-12-00610]\]. Neochlorogenic acid, p-coumaroylquinic acid and chlorogenic acid are the most identified \[[@B7-plants-12-00610]\]. These fruits have a low glycemic index, and are a good source of vitamin C \[[@B8-plants-12-00610]\]. Thanks to these properties, sweet cherries are considered a functional food as they reduce the levels of fat, particularly saturated fat, the risk of cancer, pain from arthritis and inflammation and offer protection against neurodegenerative diseases \[[@B9-plants-12-00610]\]. The quality of cherry fruits is directly correlated with genetic variability, training systems, agronomic and post-harvest management \[[@B10-plants-12-00610],[@B11-plants-12-00610]\].
Over the centuries, farmers have selected and cultivated certain varieties due to their adaptability to territories with geomorphological and environmental features \[[@B12-plants-12-00610]\]. Nowadays, these cultivars, also called "local varieties", represents a significant component of agrobiodiversity and their genetic variability can be used to create new ones or even as a source of genes for improving the already existing ones so to better guarantee performances and sustainability of the production systems. New cherry cultivars can be the result of a cross between two cultivars and the subsequent selection of new cultivar candidates among the offspring. It is worth pointing out that unexpected variations in quality in the breeding progenies may happen due to hidden genetic variations in the parent cultivars \[[@B13-plants-12-00610]\]. Accession selection for breeding programs is important to create new genotypes with good bio-agronomic and chemical characteristics of the fruits \[[@B14-plants-12-00610]\]. In recent years, breeding programs have extended the cherry harvesting season that it was previously very short, with fruit being harvested between May and mid-June in the northern hemisphere and between mid-October and January in the southern hemisphere \[[@B15-plants-12-00610],[@B16-plants-12-00610]\]. In Italy a wide array of cultivars/accessions are present but the most widely grown cherries are the commercial cultivars, Burlat, Ferrovia, Malizia, and Durone di Vignola \[[@B17-plants-12-00610]\].
The high-quality characterization of autochthonous germplasm in terms of fruit size, firmness, highly bioactive compound content allows the selection of useful genotypes for future breeding programs. However, in addition to these properties, good sensory characteristics, such as taste and flavor, have generally been overlooked. The pedological and climatic conditions of the Campania region (Italy) have contributed to the spread of several local sweet cherry cultivars and the conservation of agrobiodiversity \[[@B3-plants-12-00610],[@B18-plants-12-00610],[@B19-plants-12-00610]\].
Muccillo and collaborators \[[@B12-plants-12-00610]\] reported that Limoncella, Montenero, Mulegnana Riccia and Mulegnana Nera according to genetic, environmental, and geo-pedological parameters were featured in three different clusters (Montenero cluster 1, Limoncella cluster 2, Mulegnana Nera and Mulegnana Riccia cluster 3). In addition, Mulegnana Riccia and Nera were found to be genetically comparable. Guarino et al. \[[@B19-plants-12-00610]\] reported the molecular characterization of fifty-three ancient Campania genotypes of sweet cherries compared to seven standard cultivars. This study showed that Montenero, on a genetic basis, was located in cluster 3, Mulegnana Riccia into cluster 4 and Limoncella in cluster 6.
This study aimed to perform an in-depth characterization of four sweet cherry genotypes based on their morpho-physiological, physicochemical, and sensory features. The total content of phenols, flavonoids, condensed tannins, anthocyanins, and ascorbic acid as well as the anti-radical capacity, have been evaluated in sweet cherry genotypes. Furthermore, the aromatic and phenolic profiles have been recorded by solid-phase microextraction followed by gas chromatography--mass spectrometry (SPME/GC-MS) and reverse-phase high-performance liquid chromatographic-diode array detector (RP-HPLC-DAD), respectively.
2. Results and Discussions {#sec2-plants-12-00610}
2.1. Morpho-Physiological Descriptions {#sec2dot1-plants-12-00610}
The Union for the Protection of New Varieties of Plants (UPOV) guidelines for sweet cherries with forty-two morphological trait descriptors have been used to carry out tests for distinctness, homogeneity, and stability (TG/35/7-UPOV 2006) among different cultivars. The results of the pomological and physicochemical analyses and UPOV descriptors of the four sweet cherry accessions revealed differences and similarities among them and resulted in an accurate agronomic description of each accession ([Table S1](#app1-plants-12-00610){ref-type="app"}).
The Mulegnana Riccia tree has medium vigor, spreading habit, and medium productivity. The leaves have a lanceolate-elliptical shape, with toothed margins and a long petiole. Flowering is medium. The Mulegnana Riccia tree produces a medium-sized cherry, cordiform in the longitudinal section, spheroidal-appressed in the cross section, and has a medium, superficial stylar scar. The pedicel cavity is wide and deep. The cherry skin is dark red, with speckled blush. The cherry has a superficial suture line and medium red flesh. This fruit has medium texture, good taste quality, is sweet with medium acidity and slightly sour, is very succulent, and has a coarse texture. The fruit is adherent to the stone and produces red juice. The stalk has a medium length and detaches easily from the branch. The stone is small and has a broad elliptic shape with a medium dorsal ridge. The ripening period is intermediate (early June) ([Figure 1](#plants-12-00610-f001){ref-type="fig"}a).
The Mulegnana Nera tree has medium vigor, spreading habit, and medium productivity. The leaves are medium-sized and have an elliptical-enlarged shape, with toothed margins and a long petiole. Flowering is medium. Cherries of the Mulegnana Nera tree are medium-sized with a kidney shape in the longitudinal section and spheroidal-depressed in the cross section. The fruits have a small, deep stylar scar. The pedicel cavity is small and medium in depth. The skin of the cherries is dark red, with uniform blush and a superficial suture line. The flesh is dark red in color. These fruits have medium texture, good taste quality, are medium sweet and medium succulent with medium-coarse texture. The fruit is semi-adherent to the stone. The juice is red in color. The stalk is long and easily detaches from the tree. The stone is medium-sized and has a broad elliptic shape with a shallow dorsal ridge. The ripening period is intermediate (early June) ([Figure 1](#plants-12-00610-f001){ref-type="fig"}b).
The Montenero tree has medium vigor, spreading habit and high productivity. The leaves are large and have an elliptical-enlarged shape, with toothed margins and a long petiole. Flowering is medium. The Montenero cherry is large, kidney-shaped in the longitudinal section, and spheroidal in the cross section with a medium deep stylar scar. The pedicel cavity is wide and medium in depth. It has a red skin color, with uniform blush and a superficial suture line. The flesh is red in color. This cherry has high texture, good flavor quality, with low sweetness tending to sour, medium juicy and a medium-coarse texture. The flesh is semi-adherent to the stone. The juice is red in color. The stalk is medium with easy detachment from the branch. The stone has a medium-large size with a broad elliptical shape and a very prominent dorsal ridge. The ripening period is early (mid-May) ([Figure 1](#plants-12-00610-f001){ref-type="fig"}c).
The Limoncella tree has medium vigor, semi-upright habit and medium-low productivity. The leaves are medium and have an elliptical shape, with toothed margins and a long petiole. Flowering is medium. The Limoncella cherry is medium-sized, has a cordiform shape in the longitudinal section and a spheroidal-depressed shape in the transverse section. The stylar scar is small and deep, while the pedicel cavity is small and medium in depth. The skin is yellow-red, with shaded blush, while the flesh is yellow. The suture line is weakly conspicuous. The fruit texture is medium, with medium flavor quality, sweet taste and very juicy. The flesh is semi-adherent to the stone. The juice is light yellow. The stalk is long in length with easy detachment from the branch. The stone is medium in size with a broad elliptical shape with a medium dorsal ridge. The ripening period is early (mid-May) ([Figure 1](#plants-12-00610-f001){ref-type="fig"}d).
This is the first study that described all the phenological stages in these sweet cherry genotypes. Nowadays, in literature has only reported the biometric characterization of several autochthonous sweet cherry cultivars of the Campania region using UPOV descriptors \[[@B3-plants-12-00610]\].
2.2. Morpho-Physiological, Physicochemical and Sensorial Analyses {#sec2dot2-plants-12-00610}
The results of morpho-physiological and physicochemical trait characterization are reported in [Table 1](#plants-12-00610-t001){ref-type="table"}. Cherry varieties' fruit weight is influenced by crop load and fruit maturity stage \[[@B20-plants-12-00610],[@B21-plants-12-00610]\].
Significant differences in agronomic and physicochemical traits are due to genetic diversity among sweet cherry accessions. The average fruit weight changed significantly among the accessions, with a minimum of 4.85 ± 0.37 g in Mulegnana Nera and a maximum of 8.61 ± 0.36 g in Lapins. The Montenero accession was the only one that came close in fruit weight to the standard cultivar Ferrovia.
Furthermore, a wide variation among the accessions was registered, the fruit's average height and width ranged from 18.20 to 23.93 mm and from 20.42 to 26.90 mm, respectively. The Mulegnana Nera and Mulegnana Riccia cherries did not showed statistically significant changes in their fruit's width or length, while among the other accessions statistically significant differences were recorded. Montenero showed the highest fruit thickness, followed by Limoncella, Lapins and Mulegnana Nera; while Mulegnana Riccia and Ferrovia showed the lowest ones. Currently, in the scientific literature few characterization studies of Campania accessions of sweet cherries have been published. Di Matteo et al. \[[@B3-plants-12-00610]\] characterized autochthonous Campania cherries grown in Salerno, highlighting that the morphometric and quality parameters depend on the soil and pedoclimatic conditions. Our results agree with Di Matteo et al. \[[@B3-plants-12-00610]\] that reported a fruit weight of out 9, 6 and 7 g for Montenero, Mulegnana Nera and Mulegnana Riccia, respectively. Taiti et al. \[[@B22-plants-12-00610]\] described three Tuscan sweet cherry accessions by comparing them to the standard cultivar Ferrovia. Their results agree with those reported in this paper, in particular Ferrovia was found to have a weight of about 7 g, a height of about 21 mm, a width of about 24 mm, and a thickness of about 21 mm. Moreover, they reported that the cultivars Di Giardino and Di Nello had a fruit weight like our Mulegnana Nera and Mulegnana Riccia \[[@B3-plants-12-00610]\]. Ballistreri et al. \[[@B4-plants-12-00610]\] evaluated 24 sweet cherries, many of which are typical of the Sicily region, whose weight ranged from about 4 (Ducignola Nera) to 13 g (Early Star). According to Hayaloglu and Demir \[[@B23-plants-12-00610]\], the weights of 12 varieties of sweet cherry growing in Turkey significantly varied between 6 and 8 g. However, a weight of 8.8 to 14.5 g was established for the genotypes grown in Canada, which is higher than our findings \[[@B24-plants-12-00610]\].
Important physicochemical parameters, such as total soluble solids content (TSS), pH and TA, influence consumer preference for fruit quality \[[@B25-plants-12-00610],[@B26-plants-12-00610]\]. Total soluble solid estimates the level of dissolved sugars (sucrose, glucose and fructose) which increase in response to ripening \[[@B25-plants-12-00610]\]. In our study, the lowest TSS content was recorded in Montenero, while the highest was in Mulegnana Riccia followed by Lapins and Ferrovia. An intermediate content of TSS was recorded in Limoncella and Mulegnana Nera. Our results agree with Di Matteo et al. \[[@B19-plants-12-00610]\] which reported a value of 17.20 °Brix for Montenero, 21.10 °Brix for Mulegnana Nera and 18.60 °Brix for Mulegnana Riccia. Ballistreri and coworkers \[[@B4-plants-12-00610]\] reported that total soluble solids content of 24 sweet cherries cultivars varied from 13.53 °Brix in Sweet Early to 22.73 °Brix in Black Star. Similar findings for the Spanish Picota and Sweetheart cultivars (13.97--23.20 °Brix) have also been reported by Serradilla and others \[[@B27-plants-12-00610]\]. In a research by Hayaloglu and Demir \[[@B23-plants-12-00610]\], TSS (°Brix) values ranged between 13.26 (Summit) and 19.55 (Bing). Numerous cultivars' TSS varied between 14 and 16 °Brix \[[@B28-plants-12-00610]\]. For 12 cultivars, Girard and Kopp \[[@B24-plants-12-00610]\] recorded TSS values ranging from 13.5 to 25.5 °Brix. Values from 12.3 to 23.5 °Brix were reported by Gonzalez-Gomez \[[@B29-plants-12-00610]\] and colleagues for six different sweet cherry varieties. Papapetros et al. \[[@B30-plants-12-00610]\] reported TSS values ranging from 14.7 to 12.8 °Brix in six sweet cherry samples collected from Greece. Likewise, Wen et al. \[[@B31-plants-12-00610]\] showed TSS values ranging from 17.77 to 19.97 °Brix for Chinese sweet cherries Hongdeng, Hongyan and Rainier. Thus, the total soluble solids were higher, compared to the two standard cultivars, in Mulegnana Riccia, this could be a plus point for the inclusion of this accession in future breeding programs.
Depending on the type of sweet cherry, the pH levels varied greatly. The lowest pH was observed for Lapins, followed by Montenero and Mulegnana Riccia, whereas the highest pH was observed for Ferrovia and Mulegnana Nera. For 12 cultivars, the lowest and maximum pH measurements varied from 3.56 in Sweetheart to 3.80 in 0-900 Ziraat \[[@B23-plants-12-00610]\]. Our results are comparable to those of Girard and Koop \[[@B24-plants-12-00610]\] and lower than those of Gonzalez-Gomez et al. \[[@B29-plants-12-00610]\] and Serradilla et al. \[[@B24-plants-12-00610]\]. Wen and coworkers \[[@B28-plants-12-00610]\] reported pH values between 3.66 and 4.06 for Chinese sweet cherries Hongdeng, Hongyan and Rainier'.
TA estimates the organic acid content of sweet cherry fruits ranging from 10.17 g citric acid L^−1^ for Ferrovia to 12.35 g citric acid L^−1^ for Lapins. Significant differences (*p* \< 0.05) were observed between all the accessions examined ([Table 1](#plants-12-00610-t001){ref-type="table"}). Although all the accessions considered showed a higher TA value than the cultivar 'Ferrovia,' they may be more appreciated by consumers than the standard cultivar Lapins.
The key criteria used to evaluate sweet cherries' appealingness are fruit size and color \[[@B32-plants-12-00610]\]. The cherry's skin color is thought to be the most significant indicator of cherry quality and maturity \[[@B33-plants-12-00610]\]. The skin and pulp's color parameters are reported in [Figure 2](#plants-12-00610-f002){ref-type="fig"}. The skin lightness (L\*) values ranged from 61.40 ± 8.72 in Limoncella to 11.41 ± 0.14 in Mulegnana Riccia. The pulp L\* varied from 91.48 ± 3.37 in Limoncella to 22.33 ± 1.43 in Mulegnana Riccia, this was due to the different pulp colors which were yellow for Limoncella and different shades of red in the other accessions.
Young's module is a key parameter to describe the texture in a food sample \[[@B34-plants-12-00610],[@B35-plants-12-00610],[@B36-plants-12-00610]\]. In our study, Limoncella fruits showed the highest Young's modulus and boundary load values ([Figure 3](#plants-12-00610-f003){ref-type="fig"}a,b). Young's modulus allows us to understand the stiffness of the fruit \[[@B34-plants-12-00610]\]. In our study, Young's modulus was higher in Limoncella (0.70 ± 0.14 N mm^−^²) and lower in Montenero (0.29 ± 0.16 N mm^−^²) ([Figure 3](#plants-12-00610-f003){ref-type="fig"}a). Boundary load was higher in Limoncella (30.24 ± 6.02 N) and lower in Lapins (11.02 ± 1.46 N) ([Figure 3](#plants-12-00610-f003){ref-type="fig"}b). Higher Young's modulus values are correlated with crack resistance and cuticular membrane thickness as suggested by Matas et al. \[[@B37-plants-12-00610]\] in cherry tomato fruit.
A skilled panel of 12 judges, with ages ranging from 25 to 50, assessed the sweet cherries' sensory profile ([Figure S1](#app1-plants-12-00610){ref-type="app"}). A trained panel of tasters' sensory analysis ([Figure S1](#app1-plants-12-00610){ref-type="app"}) revealed few significant differences between cultivars. Only three of the twelve characteristics, astringency, consistency, and appearance had noticeable differences, according to the tasters. The panel determined that Ferrovia had a higher value for appearance, Lapins was more astringent in comparison to the other sweet cherries, and Limoncella has a good consistency ([Figure S1](#app1-plants-12-00610){ref-type="app"}).
2.3. Bioactive Compounds {#sec2dot3-plants-12-00610}
Cherry fruit quality is recognized to be primarily influenced by genotype and orchard management, which is expressed as the concentration of nutritive and bioactive chemicals \[[@B22-plants-12-00610]\]. Indeed, the variability in the secondary metabolites may be also explained by climatic factors, soil composition, and berry harvesting \[[@B38-plants-12-00610]\].
Polyphenols are a group of phytochemicals found in fruits that have antioxidant and free radical-scavenging properties. In addition to their organoleptic properties, these compounds are also responsible for the red color and astringency of sweet cherries \[[@B39-plants-12-00610]\]. The greatest levels of polyphenol were registered in Mulegnana Nera and Ferrovia with values of 435.91 ± 6.68 mg GAE 100 g^−1^ FW and 392.57 ± 16.05 mg GAE 100 g^−1^ FW, respectively ([Figure 4](#plants-12-00610-f004){ref-type="fig"}a). Lapins, Limoncella and Mulegnana Riccia showed a comparable phenol content. The Mulegnana Nera accession showed a higher polyphenol content than both the standard cultivars, while Montenero had a higher content than Lapins, but lower than Ferrovia. For cultivars Napoleona Grappolo and Maredda, the total phenol levels varied from 84.96 to 162.21 mg GAE 100 g^−1^ FW \[[@B4-plants-12-00610]\]. In our study, the average total polyphenol content (316.66 mg GAE 100 g^−1^ FW) was higher than that of Kim et al. \[[@B40-plants-12-00610]\] and Gonçalves et al. \[[@B20-plants-12-00610]\] who reported mean values of 110 and 148 mg GAE 100 g^−1^ FW, respectively.
Anthocyanins gives many fruits, notably sweet cherries, their appealing red and violet-blue hues. They also have a significant amount of antioxidant activity \[[@B41-plants-12-00610]\]. Total anthocyanin concentration varied significantly (*p* \< 0.05), from 11.78 ± 0.13 mg C3G 100 g^−1^ FW in Limoncella to 264.72 ± 1.44 mg C3G 100 g^−1^ FW in Mulegnana Nera. The genotype Mulegnana Nera exhibited the highest anthocyanin content, increased 2-fold compared to the cultivar Lapins and 4-fold compared to Ferrovia. Montenero possessed almost twice the anthocyanin content of Ferrovia ([Figure 4](#plants-12-00610-f004){ref-type="fig"}b). According to Ballestreri et al. \[[@B4-plants-12-00610]\] the total anthocyanin content varied between 6.21 mg CGE 100 g^−1^ FW of the cultivar Gabbaladri and 94.20 mg CGE 100 g^−1^ FW of the cultivar Maredda. The levels of total anthocyanins found in this study was comparable to those found in previous studies \[[@B20-plants-12-00610],[@B40-plants-12-00610]\].
Fruits also contain a lot of flavonoids, which serve many purposes for the plants. They are fundamental pigments for creating hues that draw pollinating insects. In higher order plants, flavonoids are also necessary for chemical communication, UV filtration, nitrogen fixation, and cell cycle inhibition \[[@B42-plants-12-00610]\]. The investigated genotypes Ferrovia, Lapins and Limoncella displayed comparable total flavonoid contents (about 80 mg CE 100 g^−1^ FW), which were significantly lower (*p* \< 0.05) than Montenero and Mulegnana Nera (208.82 ± 0.26 and 147.43 ± 4.03 mg CE 100 g^−1^ FW, respectively); the genotype with the lowest concentration was Mulegnana Riccia ([Figure 4](#plants-12-00610-f004){ref-type="fig"}c). Even in the case of flavonoids, Mulegnana Nera and Montenero were better organoleptically than Ferrovia and Lapins. Szpadzik et al. \[[@B12-plants-12-00610]\] showed that the total flavonoids content ranged between above 40 mg 100 g^−1^ FW in Jacinta and 15 mg 100 g^−1^ FW in Tamara and Kasandra cultivars.
Ascorbic acid may be considered as the main antioxidant and component of redox signaling. It has an impact on fruit development and post-harvest storage, as well as fruit ripening and stress resistance \[[@B43-plants-12-00610]\]. Among the accessions considered in this study, Limoncella and Mulegnana Nera possessed the highest ascorbic acid content, followed by Montenero and Ferrovia. The lowest ascorbic acid contents were recorded in Mulegnana Riccia and Lapins ([Figure 4](#plants-12-00610-f004){ref-type="fig"}d). Consuming ascorbic acid is crucial for human health. The accessions Mulegnana Nera, Montenero, and Limoncella displayed a content that was much higher than Lapins and similar to Ferrovia.
According to the bioactive compound content, Mulegnana Nera appeared to have greater antioxidant activity than the other genotypes examined (9.93 ± 0.12 µmol TE g^−1^ FW), followed by Ferrovia and Montenero (7.44 ± 0.06 and 7.21 ± 0.09 µmol TE g^−1^ FW, respectively). The genotypes Limoncella and Lapins showed similar activity with values of 6.15 ± 0.04 and 6.29 ± 0.03 µmol TE g^−1^ FW, respectively, followed by Mulegnana Riccia with 6.62 ± 0.07 µmol TE g^−1^ FW ([Figure 4](#plants-12-00610-f004){ref-type="fig"}e). Szpadzik et al. \[[@B11-plants-12-00610]\] reported that the antioxidant activity varied between above 1 µmol TE 100 g^−1^ FW in Jacinta and below 0.5 µmol TE 100 g^−1^ FW in Helga and Kasandra cultivars.
Proanthocyanins, also known as condensed tannins, are a class of polymeric flavan-3-ols found in the fruits, vegetables, nuts, seeds, and flowers of many plants. They give wine, fruit juices, and teas their distinct flavors and astringency \[[@B44-plants-12-00610]\]. Regarding proanthocyanin concentration, the investigated sweet cherries showed significant variations. The highest mean was recorded for Lapins, which was 239.36 ± 1.74 mg CE 100 g^−1^ FW, followed by Mulegnana Nera, 224.19 ± 6.71 mg CE 100 g^−1^ FW, Montenero, 216.87 ± 8.13 mg CE 100 g^−1^ FW, and Ferrovia, 208.85 ± 0.52 mg CE 100 g^−1^ FW. The two accessions with the lowest content were Limoncella (124.66 ± 0.64 mg CE 100 g^−1^ FW) and Mulegnana Riccia (139.83 ± 4.75 mg CE 100 g^−1^ FW) ([Figure 4](#plants-12-00610-f004){ref-type="fig"}f). Mulegnana Nera and Montenero showed a TCT content similar to the standard cultivars. Hu and collaborators \[[@B45-plants-12-00610]\] reported that the total tannin content ranged from about 0.17 mg CE g^−1^ in Lapins to 0.03 mg CE g^−1^ in the Bing cultivar. Prvulović et al. reported that the TCT value of sweet cherries ranged from 32 to 75 mg GAE 100 g^−1^ \[[@B46-plants-12-00610]\]. The differences between our results and Hu's and Prvulović's results are probably due to the different methods used to detect and express the tannin content \[[@B45-plants-12-00610],[@B46-plants-12-00610]\].
Although the concentrations of secondary metabolites are cultivar-dependent as well as related to environmental stress, Mulegnana Nera appeared to have a higher amount of antioxidant compounds, so this could be a determining factor in increasing the cultivation of this accession and its inclusion in breeding programs.
2.4. Volatile Organic Compound Profile Analysis {#sec2dot4-plants-12-00610}
Overall, 34 volatile compounds were detected by the HS-SPME/GC-MS analysis of the six sweet cherry genotypes, including aldehydes (8), alcohols (14), terpenes (7), esters (3), and others (2), as shown in [Table S2](#app1-plants-12-00610){ref-type="app"}, which also lists the VOC abbreviation codes, the experimental and literature Kovats index and the identification methods. The effects of genotypes on the observed volatiles and the results are reported in [Table 2](#plants-12-00610-t002){ref-type="table"}. Moreover, [Figure 5](#plants-12-00610-f005){ref-type="fig"} indicates the percentage of all VOC classes identified in the sweet cherries, and it shows that aldehydes, followed by alcohols, were clearly the most abundant VOCs detected in all the samples.
Among the detected volatiles, 12 VOCs were observed at different concentrations in all the studied sweet cherry cultivars, including hexanal (Ald1), *cis*-3-hexenal (Ald2), 2-hexenal (Ald3), benzaldehyde (Ald7), 3-methyl-2-butenol (Al4), 1-hexanol (Al5), *trans*-3-hexenol (Al6), 2-hexenol (Al8), benzyl alcohol (Al12), phenyl alcohol (Al13), linalool (T4) and geraniol (T7). In particular, Ald1, Ald3 Al17, Al8, have been previously described among the predominate flavor contributors to the sweet cherries' aroma \[[@B47-plants-12-00610]\].
[Table 2](#plants-12-00610-t002){ref-type="table"} indicates that some of the VOCs were detected only in one cultivar, next to each value is a letter identifying significance for *p* \< 0.05, while on the side, in the form of asterisks, is the significance for *p* \< 0.0001 and 0.001. These volatiles may thus be used as putative cultivar-specific aroma compounds. In this regard, decanal (Ald6) was only found in Lapins sweet cherry cultivars, β-ocimene (T2) was exclusively present in Limoncella samples, *trans*-2-hexenyl butyrate (E3) was only detected in the VOC profile of Montenero and 3-methyl-3-buten-1-ol (AL3) was only observed in Mulegnana Nera.
The volatile profile of several sweet cherries reported in literature show commonality within the cultivars \[[@B23-plants-12-00610],[@B48-plants-12-00610],[@B49-plants-12-00610],[@B50-plants-12-00610],[@B51-plants-12-00610]\], but the distribution and content of these metabolites is highly cultivar dependent and so is the final perceived aroma \[[@B47-plants-12-00610]\].
Carbonyl compounds and alcohols showed the most abundant signals in the aroma profile of all fruit samples, as expected \[[@B47-plants-12-00610]\], and, although, Ferrovia, Lapins and Mulegnana Nera showed a similar percentage of aldehydes and alcohols with respect to the total VOC amount, alcohols were the predominant component in all cultivars, ranging from 72.7 to 49.3% of the total volatiles in Limoncella and Mulegnana Nera ([Table 2](#plants-12-00610-t002){ref-type="table"}). In particular, 2-hexanol (Al8) was the most abundant compound in all samples, not only among the alcohols, but also concerning all detected VOCs, with a percentage ranging from 50.0% in Montenero to 47.6% in Limoncella of the total volatiles. Serradilla et al. identified Al8 as the main alcohol present in two Spanish sweet cherries cultivars, namely Picato type and Sweetheart \[[@B27-plants-12-00610]\]. Al8, a product of the LOX pathway, is described by having fresh green, grassy and leafy notes, and, as mentioned above, together with hexanal and 2-hexenal, are the most relevant volatiles in the flavor of sweet cherries \[[@B47-plants-12-00610],[@B51-plants-12-00610]\].
Aldehydes were the main VOCs in Ferrovia and Mulegnana Nera samples, accounting for 49.7 and 48.3% of the total volatile compounds, respectively. Among the aldehydes, 2-hexenal (Ald3) was the principal constituent in all studied cultivars ([Table 2](#plants-12-00610-t002){ref-type="table"}). According to Vavoura et al., Ald3 showed higher levels in Ferrovia (36.5%) compared to Lapins (29.1%) with respect to the total volatiles ([Table 2](#plants-12-00610-t002){ref-type="table"}) \[[@B49-plants-12-00610]\]. The second most abundant aldehyde was hexanal (Ald1), followed by benzaldehydes (Ald8) ([Table 2](#plants-12-00610-t002){ref-type="table"}). Ald3 along with Ald1, indicated as "green leaf volatiles", are responsible for the herbaceous odor in fruit and present a very low perception threshold \[[@B49-plants-12-00610]\]. Benzaldehyde (Ald8) is produced by the enzymatic hydrolysis of amygdalin \[[@B51-plants-12-00610]\]. The relative content of Ald8 was observed to increase with fruit development and is reported among the principal contributors to the distinctive aroma of sweet cherries \[[@B48-plants-12-00610]\].
Ester compounds, commonly responsible of pleasant floral and fruity flavors in fruit, were completely absent in Ferrovia samples and detected in very small percentages (between 0.2 and 1.3% of the total volatiles in Mulegnana Nera and Montenero) with respect to the total VOCs in the other five sweet cherry cultivars, in line with some previous reports on other cultivars \[[@B47-plants-12-00610],[@B49-plants-12-00610]\].
In general, the biosynthesis of esters is associated with a decrease in the levels of corresponding aldehydes, and in the final step of this process where acyl transferases are involved. The activity and expression of these enzymes depend on the maturity stage of the fruit; thus, ripening changes may be also correlated with the perception of the herbaceous notes \[[@B47-plants-12-00610],[@B52-plants-12-00610],[@B53-plants-12-00610]\]. In the present study, only three esters were observed (E1--E3) and, among them, hexyl acetate (E1) and *trans*-2-hexenyl acetate (E2) were detected at concentrations lower than the respective aldehydes Ald1 and Ald2 in all cultivars. Studies on food aroma have demonstrated that odor perception is ascribed to the occurrence of synergistic or suppression phenomena based on the interaction among the flavor components \[[@B41-plants-12-00610]\]. It has been reported that the herbaceous notes in sweet cherries are related to the presence of a higher amount of C6 aldehydes and a lower content of esters \[[@B47-plants-12-00610]\], and that some acetate ester compounds, including E1, are negatively correlated with the consumers' preference \[[@B52-plants-12-00610]\]. These findings suggest that all the characterized sweet cherry cultivars presented a green and herbaceous aroma even if harvested under different ripening conditions. Further experiments conducted using a sensory panel of trained judges should be carried out to confirm this hypothesis.
Consistent with several studies, terpenes (T1--T7) were found in very small amounts in each cherry cultivar ([Table 2](#plants-12-00610-t002){ref-type="table"}) \[[@B23-plants-12-00610],[@B30-plants-12-00610],[@B47-plants-12-00610]\]. Limonene (T1) was identified at very low levels in all cultivars, except Montenero. Besides being previously detected in Ferrovia and Lapins \[[@B43-plants-12-00610]\], this terpene, along with T4, is commonly reported in the VOC pattern of different sweet cherry cultivars \[[@B23-plants-12-00610],[@B30-plants-12-00610],[@B47-plants-12-00610],[@B48-plants-12-00610],[@B54-plants-12-00610]\]. Finally, geraniol (T7), described by a rose odor and detected in all cultivars ([Table 2](#plants-12-00610-t002){ref-type="table"}), was previously observed in some sweet cherry cultivars harvested in different regions of Turkey \[[@B21-plants-12-00610]\].
The differences in the qualitative and semi-quantitative content of VOCs among the sweet cherry cultivars has been shown to be particularly valuable for the discrimination of fruit origin (genetic or geographic) \[[@B55-plants-12-00610]\]. For this reason, exploratory PCA data experiments were carried out to evaluate the efficacy of VOC patterns in detecting variations in the volatile content based on genotype and to identify possible volatile markers for cultivar distinction.
The dataset was composed of 18 observations (six biological samples as technical triplicates) and 34 VOCs and the biplot achieved by modelling the HS-SPME/GC-MS semi-quantitative data (% RPA) by PCA is shown in [Figure 6](#plants-12-00610-f006){ref-type="fig"}. The two components PC1 and PC2 accounted for 32.07% and 22.56% of the variation in the dataset, respectively. Specifically, Limoncella was characterized by both positive PC1 and PC2, while Lapins and Mulegnana Riccia displayed negative PC1 and PC2. Moreover, Mulegnana Nera and Ferrovia presented negative PC1 and positive PC2 compared to Montenero that displayed positive PC1 and negative PC2 ([Figure 6](#plants-12-00610-f006){ref-type="fig"}). From the biplot, it can be deduced which vectors contributed to the position of the score plots of the accessions and cultivars in the graph. In particular, the Al3 vector determined the placement of the Mulegnana Riccia score plot because it is a cultivar-dependent volatile organic compound, i.e., only present in this accessions. The vectors related to the aldehydes *cis*-3-hexenal (Ald2), benzaldehyde (Ald7), and dodecanal (Ald8) and the terpenes limonene (T1) and linalool (T4) were most closely related to Mulegnana Nera. *Trans*-2-hexenyl butyrate (E3) is also a cultivar-dependent volatile organic compound, and together with the Al10 vector, oriented the position in the graph of the Montenero accession. The position of Limoncella was determined by the vector relating to VOCs Al5, Al8, T5, T6, T2, and Al13, which, as shown in the table below, are those most prominent in the accession. Decanal (Ald6), 1-octen-3-ol (Al9), and phenol (Al14) are cultivar-dependent VOCs, and they determined the position in the biplot of the Lapins cultivar. The volatile organic compounds most commonly present in the cultivar Ferrovia were hexanal (Ald1), 2-hexenal (Ald3) and geraniol (T7), the vectors of which determined the score plot position in the PCA.
The semi-quantitative variability among the volatile profiles induced by individual cultivars was visualized by the heatmap reported in [Figure 7](#plants-12-00610-f007){ref-type="fig"}, which allowed the characterization of each cultivar in terms of its VOCs. Owing to the cultivar effect on the fruit volatile composition, different VOCs correlated with specific sweet cherry cultivars. In detail, all three detected esters (E1--E3) were positively associated with Montenero, which was the only cultivar that displayed all three metabolites in the volatile profile ([Table 2](#plants-12-00610-t002){ref-type="table"}; [Figure 7](#plants-12-00610-f007){ref-type="fig"}). Montenero was also directly related to 3-methyl-2-buten-1-ol (Al4) and 1-hexanol (Al5), which have been reported to significantly increase during sweet cherry ripening \[[@B27-plants-12-00610],[@B51-plants-12-00610]\]. Similarly, Mulegnana Riccia was positively correlated, among others, to E1, E2 and Al4, all of which are described to increase during ripening, and indirectly linked to 3-methylbutanoic acid (O2), which being an acid, tends to disappear along with the maturation degree \[[@B51-plants-12-00610]\]. These findings suggest that both Montenero and Mulegnana Riccia have reached a good state of ripening in agreement with °Brix ([Table 1](#plants-12-00610-t001){ref-type="table"}).
On the other hand, Ferrovia, being directly associated with the C6 aldehydes hexanal (Al1) and 2-hexenal (Ald3) and to the C6 alcohol 2-hexenol (Al8) and inversely related to Al4 and E2 ([Figure 7](#plants-12-00610-f007){ref-type="fig"}), seems to be dominated by green and herbal notes.
Limoncella, although situated in the same quadrant of Montenero, is positively associated with four alcohols, including 1-hexanol (Al5), *trans*-3-hexenol (Al6), benzyl alcohol (Al12) and phenylethyl alcohol (Al13), three terpenes, as β-ocimene (T2), α-terpineol (T5) and myrtenol (T6) and the acid O2 and negatively correlated with 1-octanol (Al11). Terpenes, responsible for the typical citrus, fruity and floral sensory properties of fresh fruit, could impart pleasant sensory flavors to this cultivar \[[@B56-plants-12-00610]\].
Al11, 1-octen-3-ol (Al9), phenol (Al14), decanal (Ald6), and o-cymene (T3) are directly correlated with Lapins, which is negatively associated with two C6 alcohols 1-hexanol (Al5) and 2-hexenol (Al8) described as fresh and green ([Figure 7](#plants-12-00610-f007){ref-type="fig"}).
Finally, Mulegnana Nera is positively correlated with *cis*-3-hexenal (Ald2), *cis-*3-hexenol (Al7), and 6-methyl-5-hepten-2-one (O1) all with a green flavor, with benzaldehyde (Ald7), described as sweet almond and cherry, and with linalool (T4) with citrus notes.
Clusters are also shown in [Figure 7](#plants-12-00610-f007){ref-type="fig"}. The top cluster establishes the similarity, based on the VOC profiles, between the accessions and cultivars. In particular, the accessions Montenero and Limoncella stand out from the others, while there was a close similarity between the standard cultivars Lapins and Ferrovia and the accessions Mulegnana Nera and Mulegnana Riccia. The side cluster separated the volatile organic compounds into two significant groups, the first of which contained Al10, E3, T2, Al12, Al13, T5, Ald2, T4, E1, E2, Al4, Al5, Al6, and T6, and the other contained the remaining VOCs.
2.5. Semi-Quantitative Determination of Polyphenols {#sec2dot5-plants-12-00610}
Typical RP-HPLC chromatograms of cherry phenolic compounds recorded at 340 and 520 nm are shown in [Figure 8](#plants-12-00610-f008){ref-type="fig"}.
These wavelengths were selected to monitor hydroxycinnamic acid derivatives and anthocyanins. Labelled HPLC peaks were assigned based on retention time order, UV--vis spectra and previous characterizations \[[@B57-plants-12-00610]\] and were semi-quantified as summarized in [Table 3](#plants-12-00610-t003){ref-type="table"}. The assignments were confirmed by HPLC coupled to high-resolution tandem mass spectrometry (MS/MS). Chlorogenic acid derivatives and the structurally correlated 4-p-coumaroylquinic acid were the predominant colorless phenolics of sweet cherries, which also contained significant amounts of quercetin derivatives, such as rutin. Colorless phenolics, especially neochlorogenic acid, varied within relatively ample ranges among the different cultivars. Similarly, anthocyanins were characterized by a wide qualitative and quantitative variability, which also reflects the color of the ripe fruits. However, the dominant anthocyanin was cyanidin 3-*O*-rutinoside in all the cultivars analyzed, while delphinidin 3-*O*-rutinoside was detected only in trace amounts with slightly variable intensity. Individual polyphenol compounds were substantially in the ranges generally reported for sweet cherries \[[@B3-plants-12-00610]\]. The anthocyanin content of Mulegnana Nera was particularly high, in line with the deep purple color of these cherries. Mulegnana Nera was also the richest in hydroxycinnamic acid derivatives, whereas the ranks relevant to the content of anthocyanins and colorless phenolics were quite different ([Figure 4](#plants-12-00610-f004){ref-type="fig"}b, [Table 3](#plants-12-00610-t003){ref-type="table"}). The level of anthocyanins has agronomic and commercial importance, considering that these vacuolar pigments exert protective effects for the fruits against the most energetic components of sun light in the pre- and post-harvest stages, and the color is among the primary factors influencing the consumers' choice. The extracts of Mulegnana Nera cherries also exhibited the highest antioxidant activity, reflecting the high content of phenolic compounds ([Figure 4](#plants-12-00610-f004){ref-type="fig"}e), although ascorbic acid also contributes significantly to the antioxidant potential.
3. Materials and Methods {#sec3-plants-12-00610}
3.1. Plant Materials {#sec3dot1-plants-12-00610}
Six sweet cherry genotypes were selected for this study: four local accessions of the Campania region (Italy) (Mulegnana Nera, Mulegnana Riccia, Limoncella, and Montenero), one typical of the Puglia region (Ferrovia) and one of the Canada state (Lapins) that represent the standard accession. The Campania genotypes were collected in an experimental orchard located in Pignataro Maggiore (Caserta. Italy) at the CREA Research Centre for Olive, Fruit and Citrus Crops (41°04′ N. 14°19′ E with an altitude of 61 m above sea). Plants were observed in situ and agronomic traits were observed in different seasons according to descriptors listed in the TG/35/7 test guidelines released by the International Union for the Protection of New Varieties of Plants (UPOV) in 2006. Flowers, leaves, and fruits were transported to the laboratory for further assessment. Fruits were harvested from three trees from May to June at the commercial ripening stage, 89 of BBCH scale as suggested by Fadón et al. \[[@B58-plants-12-00610]\] and they were transported to the laboratory, screened for uniformity, appearance, and the absence of physical defects or decay for further analyses. Trees were purchased and planted in 2008 in the same experimental field. For each accession/cultivar, three plants were planted. The plants were grafted on Franco rootstock, without irrigation, under organic conditions, and with canonical annual pruning operations. The fruits were hand-harvested.
3.2. Morpho-Physiological Traits {#sec3dot2-plants-12-00610}
One hundred fruits from each cherry genotype were used to evaluate the morpho-physiological traits according to UPOV test guidelines. The weight of each fruit was measured using a precision digital balance (Practum 213-1S, Sartorius, Goettingen, Germany), while height, width and thickness of the cherry fruit were determined with an electronic digital caliper (PCE-DCP 300, PCE Instruments, Lucca, Italy). For each accession/cultivar, productivity at harvest was calculated as the average value of fruit harvested from three plants. Morpho-physiological measurements were carried out on three replicates randomly collected throughout the canopy of three different plants, each containing 50 flowers, 50 leaves and 50 fruits.
3.3. Physicochemical and Sensorial Characterization {#sec3dot3-plants-12-00610}
Skin and pulp color were assessed using a Minolta colorimeter (CR5. Minolta Camera Co. Japan) to determine chromaticity values L\* (lightness), a\* (green to red), and b\* (blue to yellow).
After completing the non-destructive analysis, the cherry fruit were hand-separated from the seed and stalk, and then squeezed to obtain the juice for physicochemical analysis. The total soluble solids (TSS) content was measured by a digital refractometer (Sinergica Soluzioni, DBR35, Pescara, Italy) and results were expressed as °Brix. Titratable acidity (TA) was determined by acid--base titration of the juice with NaOH 0.1 N to the end point of pH 8.1 using a digital pH meter (Model 2001, Crison, Barcelona, Spain). The results were reported as g of citric acid equivalent per L of juice (g citric acid L^−1^). Additionally, pH values of the juice of each genotype were detected using the same digital pH meter at 20 °C.
Rheologic analyses, using a Dynamometer (Ametek, Inc. Lloyd Instruments) Mod. LRX plus, were carried out. Ten specimens per cultivar were put through a shear test using a Volodkevitch model FG/VBS device and a load of 100 N \[[@B59-plants-12-00610]\]. According to Bernalte et al. \[[@B60-plants-12-00610]\], a form was created for the sensory analysis and submitted to an expert panel ([Table S3](#app1-plants-12-00610){ref-type="app"}). Young's modulus was calculated from the recorded curves in accordance with the American Society for Testing and Materials (ASTM).
3.4. Bioactive Compounds {#sec3dot4-plants-12-00610}
Cherry extract was obtained by mixing the fruit (1:10; *w*/*v*) in a hydroalcoholic solution (methanol/water 80:20 *v*/*v*).
The total phenolic content (TP) was evaluated through the Folin--Ciocâlteu method described by Magri and Petriccione \[[@B61-plants-12-00610]\] and expressed as mg of gallic acid equivalent (GAE) per 100 g^−1^ FW.
The flavonoid content (TF) was obtained as reported by Adiletta et al. \[[@B62-plants-12-00610]\]. The results were expressed as mg of catechin equivalent (CE) per 100 g^−1^ FW. The anthocyanin content (ANT) was assessed as described by Magri et al. \[[@B63-plants-12-00610]\] and expressed as mg of cyanidin-3-glucoside equivalent (C3G) per 100 g^−1^ FW. The antioxidant activity (AOX) was measured by 1.1-diphenyl-2-picryl-hydrazil (DPPH) according to Magri et al., \[[@B64-plants-12-00610]\].
The AOX was expressed as µmol Trolox equivalent (TE) g^−1^ of FW. The ascorbic acid (AA) content was determined according to Goffi et al., \[[@B65-plants-12-00610]\] with some modifications. Cherry fruit (2:10 *w*/*v*) was homogenized in a solution of 16% (*v*/*v*) metaphosphoric acid and 0.18% (*w*/*v*) disodium ethylene diamine tetraacetic acid (Na-EDTA). The assay mixture was formed by 200 μL of extract, 0.3% metaphosphoric acid (*v*/*v*) and diluted in Folin's reagent (1:5 *v/v*). The results were expressed as mg ascorbic acid (AA) per g^−1^ FW.
The total condensed tannin content (TCT) was detected according to the method of Porter et al., \[[@B66-plants-12-00610]\] with some modifications. The reagent mixture contained 3 mL butanol-HCl reagent (95:5 *v*/*v*), 0.1 mL 2% ferric ammonium sulphate and hydroalcoholic cherry extract. The reaction was started by heating the samples at 100 °C for 60 min. After cooling, the absorbance of the samples was recorded at 550 nm, and the results were expressed as mg of catechin equivalent (CE) per 100 g^−1^ FW.
3.5. Volatile Organic Compounds Analysis {#sec3dot5-plants-12-00610}
### 3.5.1. Sample Preparation and SPME Procedure {#sec3dot5dot1-plants-12-00610}
Volatile profiling was carried out according to the headspace SPME/GC-MS method reported by Cozzolino et al. \[[@B54-plants-12-00610]\], utilizing DVB/CAR/PDMS (50/30 mm) fibers, and 45 °C and 20 min as the extraction temperature as time, respectively. For the sample preparation, 1 g of each cherry sample was mixed into a 20 mL screw-on cap HS vial with 0.2 g of NaCl. To assure analytical reproducibility, 10 µL of 3-octanol (0.4 µg/mL) was added in each sample as an internal standard (IS). Vials were sealed with a Teflon septum and an aluminum cap (Chromacol, Hertfordshire, UK) and stirred. The extraction and injection steps were automatically performed by the autosampler MPS 2 (Gerstel, Mülheim, Germany). The fiber was then directly insert into the vial for 20 min, to allow volatile adsorption onto the SPME fiber surface.
### 3.5.2. Gas Chromatography--Quadrupole Mass Spectrometry Analysis {#sec3dot5dot2-plants-12-00610}
Volatiles were separated and analyzed by using a gas chromatograph instrument model GC 7890A Agilent (Agilent Technologies, CA, USA) coupled to a mass spectrometer 5975 C (Agilent). An SPME fiber was introduced and held for 10 min into the injector port of the GC instrument and volatiles were thermally desorbed and automatically carried to a capillary column HP-Innowax. The temperature program of the oven was first set at 40 °C for 2 min, then ramped up to 160 °C at 5 °C min^−1^, increased to 250 °C at 10 °C min^−1^ and then maintained at 250 °C for 2 min. The flow of the He carrier gas was at 1 mL min^−1^ and the injection port worked in the splitless mode at 250 °C. For the VOC analysis, the temperatures of the transfer line, the quadrupole and the ionization source were set at 270, 150 and 230 ° C, respectively, while the electron impact (EI) mass spectra were acquired at 70 eV in the mass range between 30 and 300 *m/z*. Each replicate was evaluated in triplicate with a randomized sequence in which blanks were also performed.
Volatiles were identified by comparing the mass spectra with those stored in the standard NIST05/Wiley07 libraries, by matching the retention indices (RI) (as Kovats indices), measured in relation to the RT of a series of n-alkanes (C8--C22), with those in the literature, and by the assessment of the GC RT of the chromatographic peaks with those, when available, of commercial standards analyzed under the same conditions.
Semi-quantitative data of each volatile compound (relative peak area (RPA%)) were calculated with respect to the peak area of 3-octanol used as an IS. The areas of the identified volatiles were determined from the total ion current (TIC).
3.6. Extraction of Phenolic Compounds {#sec3dot6-plants-12-00610}
Pitted cherries (1.0 g) were homogenized with 10 mL of 80% aqueous methanol (*v*/*v*) in an ultrasonic bath for 30 min. Samples were then subjected to centrifugation (2500 g at 4 °C for 10 min) and filtration using 0.22 μm PVDF disposable syringe filters (Millex, Millipore, Badford, MA, USA). 1 mL the supernatant was collected and concentrated in a Savant speedvac then reconstituted to 1 mL with 0.1% trifluoroacetic acid (TFA) and stored at −20 °C until further analysis.
### Reverse-Phase High-Performance Liquid Chromatographic Diode Array Detector---Semi-Quantitative Determination of Polyphenols
Phenolic compounds were separated using a modular chromatographer HP 1100 (Agilent Technologies, Paolo Alto, CA, USA) equipped with a 250 × 2.1 mm i.d. Jupiter C18 reverse-phase column, 4 mm particle diameter (Phenomenex, Torrance, CA, USA). maintained at 37 °C using a thermostatic oven. Separations were carried out at a 0.2 mL min^−1^ constant flow rate, applying the following gradient of the solvent B (ACN/0.1% TFA): 0--4 min: 0% B; 4--14 min 0--14% B; 14--30 min 14--28% B; 30--34 min 28% B; 34--42 min 28--60% B; 42--45 min 60--80% B; 45--50 min 80--100% B. Solvent A was 0.1% TFA in HPLC-grade water. For each analysis, 10 µL of the extract was injected. A diode array detector (DAD) was used to record the UV--vis spectra every 2 s in the 190--650 nm range. The HPLC separations were monitored by recording the λ = 520, 360, 320 and 280 nm wavelengths. Data were processed using the ChemStation software version A.10 (Agilent Technologies, CA, USA).
Compounds were identified by the convergent information of retention time order. UV--vis spectra and previous characterizations were confirmed by HPLC-electrospray high-resolution tandem mass spectrometry using an Ultimate 3000 cromatographer (Dionex/Thermo Scientific, San Jose, CA, USA) coupled to a Q Exactive mass spectrometer (Thermo Scientific) operated in the switching positive and negative ion modes, under previously detailed conditions \[[@B67-plants-12-00610]\]. Peak assignment of chlorogenic acids, cyanidin derivatives and rutin were validated by chromatographic comparison with authentic standards. Each sample was analyzed in triplicate and peak area values were averaged.
Individual phenolic compounds were semi-quantified by external comparison with standard curves built with chlorogenic acid, malvidin-3-*O*-galactoside and rutin (all purchased from Merck-Sigma, Milan, Italy) each analyzed in the 0.05--2 mg mL^−1^ range. The results were expressed as g kg^−1^ FW ± SD.
3.7. Statistical Analysis {#sec3dot7-plants-12-00610}
All data are reported as mean ± standard deviation (SD). Statistical significance among the six sweet cherry fruits was analyzed by analysis of variance (ANOVA) and Tukey's test at 5% significance to compare differences between the means using the SPSS software package (version 20.0, SPSS Inc., Chicago, IL, USA). Differences were considered significant at *p* \< 0.05 and are indicated by different letters. Metaboanalyst version 5.0 ([www.metaboanalyst.ca](www.metaboanalyst.ca), accessed on 27 December 2022) was used to create the heatmap. While the principal component analysis of VOCs was performed using the OriginLab15 software (Northampton, MA, USA, <https://www.originlab.com/index.aspx?go=Company/AboutUs>, accessed on 27 December 2022).
4. Conclusions {#sec4-plants-12-00610}
The conservation, qualification, and valorization of underutilized or neglected accessions of fruit crops is important to preserve local agrobiodiversity and promote sustainable territorial growth in marginal lands through the promotion of related culture and traditions and the marketing of these products. The characterization of all phenological stages and VOC profiles in autochthonous sweet cherry accessions was reported for the first time in this article. The results of our study show that autochthonous sweet cherry accessions considered have characteristics that should be taken into consideration for future breeding programs. In particular, the Mulegnana Nera accession stands out from the others for its high bioactive compound content although the fruit appears to be small compared to standard cultivars. Montenero also has interesting characteristics such as fruit size and bioactive compound content, although less high than Mulegnana Nera.
The following supporting information can be downloaded at: <https://www.mdpi.com/article/10.3390/plants12030610/s1>, Figure S1: Sensorial traits of the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and 'Ferrovia); Table S1: The International Union for the Protection of New Varieties of Plants (UPOV) of the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and 'Ferrovia); Table S2: Volatile organic compounds (VOCs) detected of the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and 'Ferrovia) and their identification codes; Table S3: Sensory sheet prepared for the panel test of the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and 'Ferrovia).
Click here for additional data file.
Conceptualization, A.M. and M.P.; methodology, A.M., L.M., R.C. and M.P.; software, A.M.; validation, A.M., M.P., L.M. and R.C.; formal analysis, A.M., L.M., R.C., G.P., G.A., G.C., D.C. and F.S.; investigation, A.M.; resources, M.P. and R.C.; data curation, A.M., M.P., R.C., M.D.M. and L.M.; writing---original draft preparation, A.M., L.M. and R.C.; writing---review and editing, A.M., M.P., A.N., and M.D.M.; visualization, M.P.; supervision, M.P.; project administration, M.P. and R.C.; funding acquisition, M.P., A.N. and R.C. All authors have read and agreed to the published version of the manuscript.
The data from this study are only in this study, there are no archives or databases available elsewhere, except from the corresponding author.
The authors declare no conflict of interest.
::: {#plants-12-00610-f001 .fig}
Agronomic details of whole fruit, fruit in cross and longitudinal section and seeds of Mulegnana Riccia (**a**), Mulegnana Nera (**b**), Montenero (**c**) and Limoncella (**d**).
::: {#plants-12-00610-f002 .fig}
Lightness (**a**), a\* (**b**), b\* (**c**), chroma (**d**) and hue angle (**e**) of skin e pulp in the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and Ferrovia). Data represent means ± SD. The same letters indicate non-significant differences (Tukey test) between accessions/cultivars.
::: {#plants-12-00610-f003 .fig}
Boundary load (N) (**a**) and Young's module (N/mm^2^) (**b**) in the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and Ferrovia). Data represent means ± SD. The same letters indicate non-significant differences (Tukey test) between accessions/cultivars.
::: {#plants-12-00610-f004 .fig}
Total polyphenols (**a**), anthocyanins (**b**), flavonoids (**c**), ascorbic acid (**d**), antioxidant activity (**e**) and condensed tannin (**f**) in the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and Ferrovia). Data represent means ± SD. The same letters indicate non-significant differences (Tukey test) between accessions/cultivars.
::: {#plants-12-00610-f005 .fig}
Distribution of the VOCs identified in each investigated sweet cherry genotype by chemical family (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella, Lapins and Ferrovia). Ald: aldehydes; Al: alcohols; T: terpenes; E: esters; O: others.
::: {#plants-12-00610-f006 .fig}
Biplot of volatile organic compounds in the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and Ferrovia).
::: {#plants-12-00610-f007 .fig}
Heatmap of the volatile organic compounds in the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and Ferrovia). The color scale ranges from blue, which indicates negative values, to red, for positive values.
::: {#plants-12-00610-f008 .fig}
Representative HPLC chromatograms of a sweet cherry (poly)phenol extract monitored at 340 (blue line) and 520 nm (red line). Peaks labelled in the figure are assigned from [Table 3](#plants-12-00610-t003){ref-type="table"}. \* caffeic acid dimer not quantified.
::: {#plants-12-00610-t001 .table-wrap}
Morpho-physiological and physicochemical parameters collected from the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and Ferrovia). Data represent means ± SD. The same letters indicate non-significant differences (Tukey test) between accessions/cultivars.
Accessions Fruit Weight (g) Fruit Height (mm) Fruit Width (mm) Fruit Thickness (mm) TSS (°Brix) pH TA (g Citric Acid L^−1^)
------------------ ------------------ ------------------- ------------------ ---------------------- ------------------ ------------------ --------------------------
Mulegnana Riccia 6.93 ± 0.36 (bc) 18.20 ± 0.61 (a) 20.42 ± 0.88 (a) 17.06 ± 0.88 (ab) 21.70 ± 0.16 (f) 3.53 ± 0.01 (b) 11.49 ± 0.28 (b)
Mulegnana Nera 4.85 ± 0.37 (a) 19.23 ± 1.34 (a) 20.59 ± 1.32 (a) 17.76 ± 1.32 (b) 16.45 ± 0.13 (c) 3.87 ± 0.04 (d) 11.53 ± 0.27 (b)
Montenero 7.90 ± 0.25 (c) 21.60 ± 0.82 (b) 25.72 ± 1.17 (c) 22.41 ± 0.39 (c) 13.95 ± 0.13 (a) 3.57 ± 0.01 (bc) 12.23 ± 0.28 (cd)
Limoncella 6.45 ± 0.48 (b) 22.44 ± 0.57 (bc) 23.32 ± 0.54 (b) 18.22 ± 2.63 (b) 15.66 ± 0.13 (b) 3.61 ± 0.01 (c) 11.74 ± 0.16 (bc)
Lapins 8.61 ± 0.36 (d) 23.93 ± 0.43 (c) 26.90 ± 0.15 (c) 18.99 ± 0.81 (b) 20.35 ± 0.13 (e) 3.32 ± 0.03 (a) 12.35 ± 0.09 (d)
Ferrovia 7.95 ± 0.27 (c) 21.44 ± 0.62 (b) 22.84 ± 1.25 (b) 14.75 ± 0.73 (a) 19.58 ± 0.30 (d) 4.07 ± 0.04 (e) 10.17 ± 0.28 (a)
::: {#plants-12-00610-t002 .table-wrap}
One-way ANOVA of the volatile compounds detected by HS-SPME/GC-MS in the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and Ferrovia). Data represent means ± SD. The same letters indicate non-significant differences (Tukey test) between accessions/cultivars. Significance: \*\*\* significant for *p* ≤ 0.001; \*\* significant for *p* ≤ 0.01.
VOCs VOCs Mulegnana Riccia Mulegnana Nera Montenero Limoncella Lapins Ferrovia *p*
---------------------------- ------ ------------------ ---------------- --------------- ---------------- -------------- --------------- --------
Hexanal Ald1 29.8 ± 0.2 d 30.8 ± 0.4 d 14.4 ± 0.2 a 19.3 ± 0.3 b 25.3 ± 0.7 c 44.8 ± 1.1 e \*\*\*
*cis*-3-Hexenal Ald2 2.26 ± 0.1 c 3.1 ± 0.1 d 1.1 ± 0.1 a 2.5 ± 0.3 c 1.8 ± 0.2 b 1.5 ± 0.1 b \*\*
2-Hexenal Ald3 195.72 ± 0.5 d 163.7 ± 0.45 c 69.8 ± 0.1 ab 72.8 ± 2.2 b 65.8 ± 2.5 a 221.3 ± 4.3 e \*\*
Octanal Ald4 0.00 ± 0 a 0.9 ± 0.1 c 0.6 ± 0.1 b 0.0 ± 0 a 0.7 ± 0.2 b 0.0 ± 0 a \*\*
Nonanal Ald5 0.89 ± 0.1 d 0.5 ± 0.1 c 0.2 ± 0 b 0.0 ± 0 a 0.3 ± 0.1 bc 0.0 ± 0 a \*\*
Decanal Ald6 0.00 ± 0 a 0.0 ± 0 a 0.0 ± 0 a 0.0 ± 0 a 1.9 ± 0.1 b 0.0 ± 0 a \*\*\*
Benzaldehyde Ald7 3.20 ± 0.1 a 55.3 ± 1.6 d 3.5 ± 0.2 a 45.6 ± 1.2 c 6.1 ± 0.3 a 33.1 ± 2.6 b \*\*
Dodecanal Ald8 0.00 ± 0 a 1.4 ± 0.1 d 0.0 ± 0 a 1.1 ± 0.1 c 1.4 ± 0.2 d 0.6 ± 0 b \*\*\*
1-Penten-3-ol Al1 1.36 ± 0.04 d 1.4 ± 0 d 0.0 ± 0 a 0.4 ± 0.1 b 1.4 ± 0.2 d 1.0 ± 0.2 c \*\*\*
1-Pentenol Al2 0.00 ± 0 a 2.4 ± 0.1 c 1.5 ± 0.1 b 1.8 ± 0.4 b 0.0 ± 0 a 5.4 ± 0.1 d \*\*
3-Methyl-3-buten-1-ol Al3 2.05 ± 0.1 b 0.0 ± 0 a 0.0 ± 0 a 0.0 ± 0 a 0.0 ± 0 a 0.0 ± 0 a \*\*\*
3-Methyl-2-buten-1-ol Al4 2.25 ± 0.15 b 3.8 ± 0.1 c 3.8 ± 0 c 3.6 ± 0.2 c 1.5 ± 0.3 a 2.1 ± 0.2 b \*\*
1-Hexanol Al5 24.50 ± 0.6 d 22.3 ± 0.1 c 26.5 ± 0.4 e 33.5 ± 1.2 f 5.1 ± 0.3 a 13.2 ± 0.3 b \*\*\*
*trans*-3-Hexenol Al6 0.86 ± 0.1 bc 1.0 ± 0 c 0.7 ± 0.1 b 1.6 ± 0.2 d 0.4 ± 0.1 a 0.2 ± 0.1 a \*\*
*cis*-3-Hexenol Al7 0.79 ± 0.1 c 1.0 ± 0.1 d 0.0 ± 0 a 0.0 ± 0 a 0.3 ± 0 b 0.0 ± 0 a \*\*\*
2-Hexenol Al8 245.94 ± 0.9 d 212.8 ± 0.8 c 146.6 ± 0.6 b 262.7 ± 11.2 e 92.6 ± 2.1 a 246.2 ± 0.5 d \*\*
1-Octen-3-ol Al9 0.00 ± 0 a 0.0 ± 0 a 0.2 ± 0 b 0.0 ± 0 a 0.8 ± 0.1 c 0.0 ± 0 a \*\*\*
2-Ethylhexanol Al10 0.94 ± 0.03 d 0.7 ± 0 c 3.5 ± 0.1 e 0.0 ± 0 a 0.5 ± 0 b 0.4 ± 0.1 b \*\*
1-Octanol Al11 0.54 ± 0.04 b 0.9 ± 0 c 0.4 ± 0.1 b 0.0 ± 0 a 0.9 ± 0.1 c 0.4 ± 0.1 b \*\*
Benzyl alcohol Al12 3.21 ± 0.02 a 14.4 ± 0.1 c 14.5 ± 0.4 c 95.8 ± 1.4 e 8.3 ± 0.4 b 32.0 ± 2.1 d \*\*\*
Phenylethyl alcohol Al13 0.46 ± 0.06 c 0.4 ± 0.1 bc 0.3 ± 0.1 ab 1.6 ± 0.1 e 0.3 ± 0.1 ab 0.7 ± 0.1 d \*\*
Phenol Al14 0.19 ± 0.01 b 0.0 ± 0 a 0.0 ± 0 a 0.0 ± 0 a 0.3 ± 0.1 c 0.0 ± 0 a \*\*\*
Limonene T1 1.12 ± 0.12 c 1.3 ± 0.1 c 0.0 ± 0 a 0.9 ± 0.1 b 0.9 ± 0 b 0.8 ± 0.1 b \*\*
*trans*-β-Ocimene T2 0.00 ± 0 a 0.0 ± 0 a 0.0 ± 0 a 1.0 ± 0.1 b 0.0 ± 0 a 0.0 ± 0 a \*\*\*
Ocymene T3 1.99 ± 0.03 b 2.2 ± 0.1 c 0.0 ± 0 a 0.0 ± 0 a 3.7 ± 0.1 d 0.0 ± 0 \*\*
Linalool T4 1.00 ± 0.05 b 2.4 ± 0.1 d 0.6 ± 0 ab 1.6 ± 0.1 c 0.5 ± 0 a 0.6 ± 0.1 ab \*\*
α-Terpineol T5 0.31 ± 0.05 c 0.4 ± 0.1 c 0.1 ± 0 a 0.5 ± 0.1 d 0.0 ± 0 a 0.0 ± 0 a \*\*
Myrtenol T6 0.49 ± 0.01 b 1.1 ± 0.1 d 0.8 ± 0.1 c 1.5 ± 0.2 e 0.6 ± 0.1 bc 0.0 ± 0 a \*\*
Geraniol T7 0.22 ± 0.02 ab 0.2 ± 0 ab 0.1 ± 0 a 0.2 ± 0 ab 0.3 ± 0.1 ab 0.5 ± 0.1 c \*\*
1-Hexyl acetate E1 0.81 ± 0.02 c 0.0 ± 0 a 0.7 ± 0.1 b 0.7 ± 0 b 0.0 ± 0 a 0.0 ± 0 a \*\*
2-Hexen-1-ol acetate E2 3.50 ± 0.6 d 1.2 ± 0.1 b 2.6 ± 0.1 c 2.1 ± 0.1 c 0.7 ± 0.1 b 0.0 ± 0 a \*\*
*trans*-2-Hexenyl butyrate E3 0.00 ± 0 a 0.0 ± 0 a 0.5 ± 0.1 b 0.0 ± 0 a 0.0 ± 0 a 0.0 ± 0 a \*\*\*
6-Methyl-5-hepten-2-one O1 0.00 ± 0 a 3.6 ± 0.1 c 0.0 ± 0 a 0.0 ± 0 a 3.5 ± 0.4 c 0.4 ± 0.1 b \*\*
3-Methylbutanoic acid O2 0.00 ± 0 a 0.6 ± 0 b 0.5 ± 0 b 0.9 ± 0.2 c 0.4 ± 0.1 b 1.0 ± 0.2 c \*\*
::: {#plants-12-00610-t003 .table-wrap}
Assignment and semi-quantification of HPLC-separated phenolic compounds in the four sweet cherry accessions (Mulegnana Riccia, Mulegnana Nera, Montenero and Limoncella) compared to two standard cultivars (Lapins and Ferrovia). Data represent means ± SD. The same letters indicate non-significant differences (Tukey test) between accessions/cultivars.
N. Compound\ Mulegnana Riccia Mulegnana Nera Montenero Limoncella Lapins Ferrovia
(g kg^−1^ FW)
---- ------------------------------------------------------------------ ------------------ ---------------- --------------- --------------- --------------- ---------------
1 Neochlorogenic acid 0.26 ± 0.05 a 1.86 ± 0.22 c 1.84 ± 0.18 c 0.30 ± 0.02 a 0.30 ± 0.03 a 1.13 ± 0.16 b
2 Chlorogenic acid 0.07 ± 0.02 a 0.23 ± 0.06 c 0.18 ± 0.05 b 0.13 ± 0.02 b 0.07 ± 0.02 a 0.06 ± 0.01 a
3 4-*p*-Coumaroylquinic acid 0.04 ± 0.01 a 0.14 ± 0.03 b 0.04 ± 0.01 a 0.03 ± 0.00 a 0.06 ± 0.01 a 0.08 ± 0.02 a
4 Epicatechin ^a^ 0.06 ± 0.01 a 0.25 ± 0.02 c 0.42 ± 0.05 d 0.22 ± 0.03 c 0.15 ± 0.02 b 0.14 ± 0.02 b
5 Cyanidin-3-*O*-glucoside 0.02 ± 0.01 a 0.20 ± 0.03 b 0.05 ± 0.01 a 0.03 ± 0.01 a 0.05 ± 0.01 a 0.04 ± 0.01 a
6 Cyanidin-3-*O*-rutinoside 0.40 ± 0.08 b 1.97 ± 0.15 f 0.62 ± 0.09 c 0.10 ± 0.02 a 0.84 ± 0.09 d 1.07 ± 0.14 e
7 3.5-Dicaffeoylquinic acid 0.11 ± 0.03 a 0.41 ± 0.08 c 0.15 ± 0.04 a 0.18 ± 0.05 b 0.08 ± 0.05 a 0.21 ± 0.04 b
8 Delphinidin-3-*O*-rutinoside trace trace trace trace trace trace
9 Rutin 0.02 ± 0.00 a 0.07 ± 0.02 a 0.02 ± 0.00 a 0.04 ± 0.01 a 0.02 ± 0.01 a 0.02 ± 0.01 a
10 Quercetin 3-*O*-glucoside (mg kg^−1^) ^b^ ND 4 ± 1 c 1 ± 0.2 a 2 ± 1 b ND ND
11 Isorhamnetin-3-*O*-rutinoside andkaempferol-3-*O*-rutinoside ^c^ 0.01 ± 0.00 a 0.03 ± 0.01 a 0.02 ± 0.01 a 0.04 ± 0.01 a 0.01 ± 0.00 a 0.01 ± 0.00 a
^a^ Epicatechin is barely detected at 340 nm. ^b^ Quercetin 3-*O*-glucoside was assigned by comparison with the authentic standard. Due to the low abundance its amount has been expressed as mg kg^−1^. ^c^ Isorhamnetin-3-*O*-rutinoside and kaempferol-3-*O*-rutinoside were not separated under the current HPLC conditions and were semi-quantified together.
|
Subsets and Splits
No community queries yet
The top public SQL queries from the community will appear here once available.